餐厨垃圾处理厂预处理工艺应用分析
2022-10-13曹猛
曹 猛
(大连市市政设计研究院有限责任公司,辽宁 大连 116011)
餐厨垃圾成分十分复杂,是油、水、果皮、蔬菜、米面、肉、骨头以及废餐具、塑料、纸巾等多种物质的混合物。其主要特点是含水量高,水分占垃圾总量的80%~90%;有机物含量高,油脂高,盐分含量高;易腐烂变质,易发酵,易发臭;易滋长寄生虫与卵、病原微生物和霉菌毒素等有害物质。因此,餐厨垃圾不能有效处理及利用将对环境和人体产生危害,也会造成资源浪费。国内餐厨垃圾常用的处理技术有厌氧消化、好氧堆肥、饲料化技术三种,无论采用哪种技术方案,前端都需要进行预处理,预处理工艺系统组成和设计应结合后续核心处理工艺的类型、餐厨垃圾物料性质统筹分析。本文结合我国西南地区某餐厨垃圾处理厂的应用实例,分析其适用的预处理工艺。
1 工程物料性质与设计要点
本餐厨垃圾处理厂的餐厨垃圾处理规模为50 t/d,厂区用地面积为12 077 m,总投资为5 945.65 万元。本工程于2020年12月动工,2021年10月调试运行。该厂核心处理工艺为全物料中温厌氧消化,工艺系统组成包括预处理系统、全物料中温厌氧消化系统、沼气净存及综合利用系统、污水处理系统及全厂除臭系统。
1.1 物料性质
本工程位于我国西南地区,餐厨垃圾性质与成都市、重庆市的餐厨垃圾性质较为接近,其成分包括但不限于油、水、果皮、蔬菜、米面、肉、骨头以及废餐具、玻璃容器、金属器物、塑料、纸巾。本次设计采用的餐厨垃圾原始物料主要成分如表1所示,其含固率为16.0%,含水率为84.0%,有机干物质(VS)占总固体(TS)的75%。餐厨垃圾含水率较大,有机质和油脂含量均较高。该地区垃圾分类一直没有落实,物料成分十分复杂,干物料中纤维及贝壳含量对比国内其他城市均较高,因此预处理工艺应对各种大物质、细碎杂质、轻飘纤维进行重点筛分去除,保证有机质含量及油脂提取率。

表1 餐厨垃圾物料组分
1.2 设计要点
根据餐厨物料组分和理化性质,结合本工程核心工艺选择和国内工程案例经验,预处理工艺选择应重点考虑7 点:油脂含量高,经济附加值高,尽可能提取物料中油脂;大物质含量高,成分复杂,应保证大物质有效去除;贝壳、沙粒、辣椒籽较多,应保证细碎杂质的有效去除,减少对机械设备的磨损;有机质含量较高,结合全物料厌氧要求,尽可能减小有机质的耗损;含水率较高,尽可能在预处理工艺中回用,减少分离液相总量,减轻后续污水处理负担;工艺设备应可靠密闭,避免跑冒滴漏;蒸汽等热能尽可能回收利用,减少能源浪费。
2 工艺流程及物料平衡
预处理系统工艺流程及物料平衡如图1所示。餐厨垃圾先进厂计量称重,后进入卸料大厅,其由专用车辆倒入指定的接料装置中。接料装置沥水后输出的固态物料通过大物质分选单元、破损制浆分选单元、除砂除杂单元,其以机械分选方式将物料中大物质、细碎杂质、纤维、沙粒逐级分离去除,处理后的浆液进入中间池储存,并用作油水分离系统的原料进入油脂提取系统。
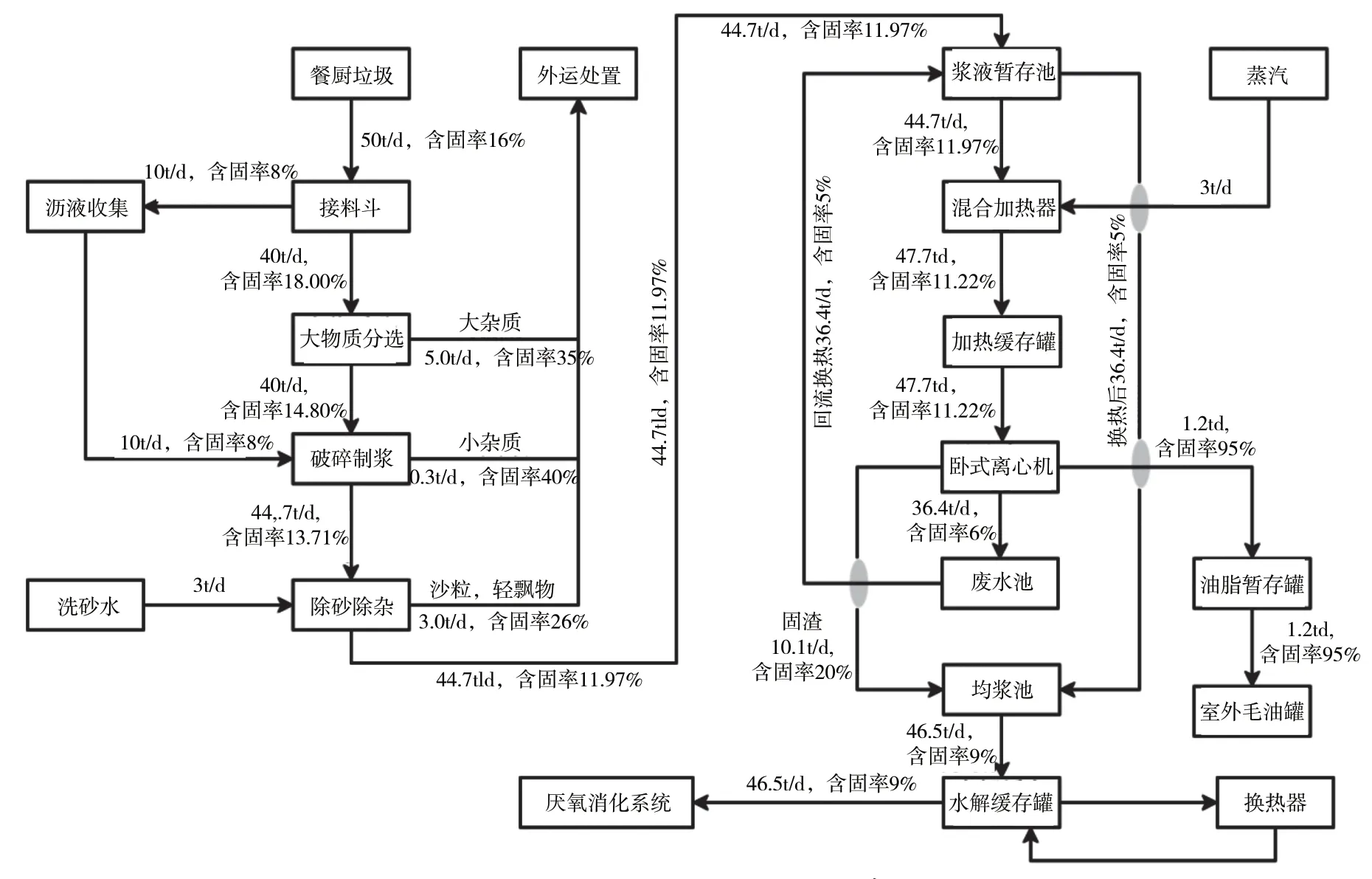
图1 预处理系统工艺流程及物料平衡
中间池浆液经提升泵提升至高位缓冲罐同时加热,然后送入三相离心机进行三相分离,分离出三种状态的物料,分离的粗油脂储存至油脂存储槽后输送至油脂回收系统,分离后的高温热水回用到系统中;三相离心机分离的水相和渣相存入浆液池,然后泵送至厌氧发酵系统的均浆池均质,为厌氧发酵系统提供合适的有机浆料。
3 工艺设计
3.1 设计目标
根据餐厨物料性质及《餐厨垃圾处理技术规范》(CJJ 184—2012)要求,本工程预处理系统设计目标及相关指标如下:分选后餐厨垃圾中不可降解杂质含量应小于5%,外运杂质含水率不大于75%;粗分后餐厨物料粒径应不大于60 mm,破碎精分后餐厨物料粒径应不大于10 mm;三相分离后,液相中含油率不大于5%,油脂含杂率不大于3%,整体提油率应大于90%;有机质损耗量应低于10%,有机浆液含固率应不小于8%。
3.2 大物质分选单元
原生餐厨垃圾在接收斗内经过滤水处理后被底部的螺旋送至大物质分选单元,实物如图2所示。大物质分选单元的主要作用是把餐厨垃圾中的大物质分离出来,如塑料袋、玻璃瓶、易拉罐等。国内大物质分选机主要分为螺旋滚筒筛式和摆臂抡锤式,本工程采用的是螺旋滚筒筛式,该设备为上、下两层无轴螺旋结构,不易堵塞和缠绕,中间设置带孔的筛网,在螺旋推进的过程中,小于筛网孔的物料和液体落到筛下,大于筛孔的物料被螺旋推送至杂质出料口,作为大物质杂质从本单元中分出,设备粗大杂物去除率大于95%,能将物料中粒径60 mm 以上的杂物分离出系统,同时可以灵活调节筛网孔径来去除目标粒径杂质。设备推进的过程中,无轴螺旋对袋装物形成一定的破碎作用。大物质分选机底部设置格栅,将垃圾中的剩余油水进一步滤出。
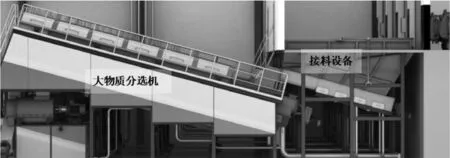
图2 大物质分选机实物图
本单元核心处理设备包括物料接收设备、螺旋式大物质分选机和杂料输出螺旋。螺旋式大物质分选机处理能力为10 t/h,螺旋体材质为16 锰钢,外罩及盖板材质为SS304,上层有2 根螺旋(单台功率5.5 kW),下层有1 根螺旋(单台功率7.5 kW),整机推进频率控制在10 Hz 左右,转速控制在50 r/min 以下。
3.3 破碎制浆分选单元
破碎制浆分选单元主要作用是将大物质分选单元送来的餐厨垃圾破碎成粒径10 mm 以下的颗粒,同时将餐厨垃圾中的轻物质和部分不易破碎的其他杂质分离出来。
本单元核心设备包括破碎制浆分选机、杂料输出螺旋及气提输送设备。从设备参数来看,破碎制浆分选机处理能力为10 t/h,主材为SS304。
3.4 除砂除杂单元
除砂除杂单元主要作用是去除有机浆液中的重物质杂质(贝壳、玻璃、瓷片、砂石等比重大于2 000 kg/m),防止其对泵、脱水机、管道等设备造成损害,并且减少厌氧发酵系统的罐内沉砂。除杂单元主要作用是去除有机浆液中的纤维、残留塑料、辣椒皮、辣椒籽、海椒籽等对提油单元和厌氧系统有干扰的轻飘杂质,防止其对泵、离心机、管道及厌氧设备造成损害,同时提高毛油品质。
本单元核心设备包括除砂除杂一体机、杂质输送螺旋及杂质汇总螺旋。从设备参数来看,除砂除杂一体机处理能力10 t/h,除砂装置的主旋流器材质采用耐磨聚氨酯,设备功率约为27 kW,除杂机的筛鼓和螺旋材质为SS304,机座材质为碳钢,设备功率约为30 kW。
3.5 油脂提取单元
油脂提取单元主要包括混合加热器、三相卧式螺旋离心机、油脂暂存罐等,通过加热+离心分离工艺将有机浆液中的油脂分离出来,实现粗油脂的回收。浆液泵送入加热器内,直接通入蒸汽并混匀,将浆液温度升高到75 ℃左右,实现油脂的溶解。混合加热器连续工作,保证了工作效率。加热后的浆液在加热缓冲罐暂存后泵送入三相离心机。三相离心机可将浆液分成三部分,即油脂、废渣和废水。废水和废渣混合后泵送至厌氧发酵系统,毛油则送至室外毛油罐。加热器、加热罐外部均做保温,起到安全防护和保温功能。本单元分离后的高温热水回用到系统中,通过废水暂存池的盘管换热,减少热量损耗。
本单元主要设备包括加热器进料泵、混合加热器、加热缓冲罐、三相离心机、杂质输送螺旋、油脂暂存罐、输油泵、均浆池出料泵、浆液池搅拌器等。
4 各单元处理效果分析
预处理系统各单元处理效果实物图如图3所示。粗分选后,粒径大于60 mm 的大块金属、瓷片、玻璃瓶及塑料袋等杂物被分离,有机质得以保留,进入后续破碎制浆分选系统,大物质分选出的杂质如图3(a)所示。破碎分选后分离的杂质如图3(b)所示,其主要为不易破碎的塑料、纤维等,同时其他能被破碎成粒径10 mm 以下的有机浆料和杂质进入后续除砂除杂系统。除砂除杂系统分离的重物质杂质,其主要为破碎后比重大于2 000 kg/m的贝壳、玻璃、瓷片和砂石等。细碎砂粒主要利用旋流除砂器实现分离。未除杂的有机浆液如图3(c)所示,浆液中仍含一定细碎杂质,主要为轻飘物。除杂单元从有机浆液中分离出纤维、残留塑料、辣椒籽和海椒籽等,如图3(d)所示。经过提油单元加热处理和三相分离后,得到粗油脂,如图3(e)所示,经分析,油脂含杂率不大于3%,整体提油率达到93%左右。提油均浆后送至厌氧消化系统的有机浆液含固率为9%~10%,满足设计要求。
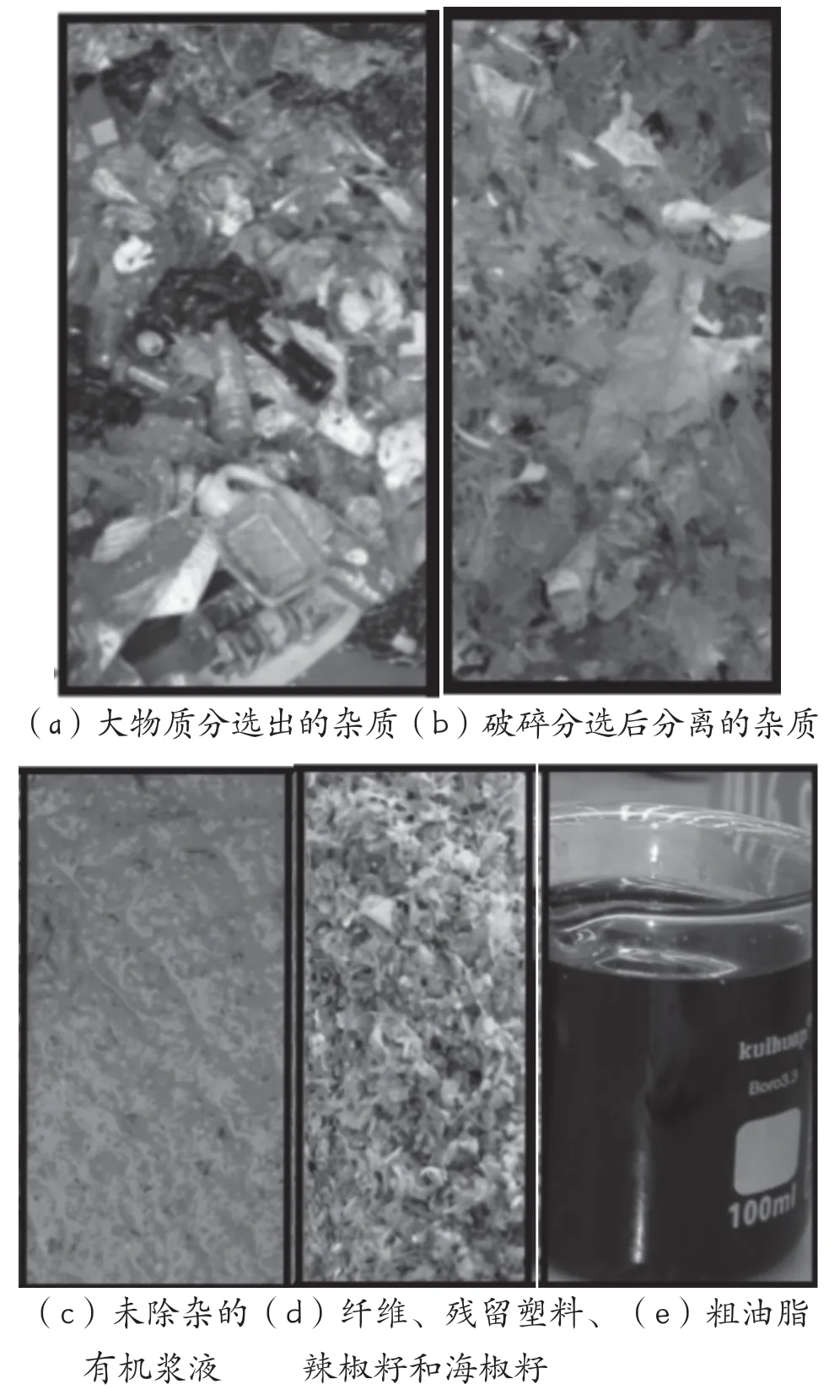
图3 预处理系统分选效果图
经处理效果分析及实践论证,本工程采用的预处理系统具备如下特点:大物质分选采用螺旋滚筒筛式分选机,可有效分离各种粗大杂质,同时能避免细长纤维的缠绕和堵塞,降低有机物料损失率;破碎制浆分选单元能有效分离难以破碎的纤维和塑料,保证物料破碎至小于目标粒径,气提输送系统能避免泵送系统对机械设备的磨损;除砂除杂单元能有效去除比重大的细碎颗粒杂质和有机浆液中的轻飘细碎杂质;油脂提取单元可保证油脂含量和含杂率;系统设计中,用水及用热等资源利用率得到有效保证。
5 结语
经过近2 个月的调试运行,本工程预处理系统目前已经实现平稳投产。实践证明,采用大物质分选-破碎制浆分选-除砂除杂-油脂提取的综合预处理工艺,能够为后续全物料厌氧消化系统提供较高质量的有机浆液,同时能够有效去除各种杂质,油脂提取效果也较为理想。该预处理工艺可以在西南地区同类性质的餐厨垃圾处理项目中推广和应用。