基于成组技术的单件小批量产品工艺设计方法研究
2022-10-10白俊峰王安妮何恩求陈骥驰
白俊峰,张 威,王安妮,何恩求,陈骥驰
(1.沈阳鼓风机集团股份有限公司透平工艺部,沈阳 110869;2.沈阳工业大学 化工装备学院,辽宁 辽阳 111003;3.沈阳工业大学 机械工程学院,沈阳 110870)
随着精益管理在生产线企业的深入发展,针对单件小批量产品类型企业,精益管理所带来的经营效果仍显不佳,其中最直接的原因就是标准化、系列化程度低,作业方式复杂,单台产品成本中员工劳动成本所占比例较高,因此为降低员工劳动成本,就需要提升产品生产中各环节员工的生产效率。其中工艺人员针对单件小批量产品的产前工艺设计工作尤为复杂,产前工艺设计工作是由工艺人员针对某一种零部件编制与其相对应的工艺标准卡片内容,以指导车间针对该零部件的实际生产制造流程,由于针对不同型号产品零部件的工艺标准卡片内容也不尽相同,所以针对零部件样式繁多、尺寸各异和结构复杂的产品线,工艺人员产前工艺设计周期通常较长,故需研究一种依托计算机辅助功能的工艺设计方法,以提升工艺人员工作效率,其中包括工艺标准卡片的辅助设计及工艺模板数据库的应用。
1 工艺标准卡片的辅助设计
工艺标准卡片是指导车间实际生产制造的工艺方法及流程的有效依据。工艺标准卡片中通常包含多种详细信息,其中主要包括产品代号、版本号、零部件图号、零部件名称、零件材质、工序号、作业区、工序名称、工艺内容、工具工装、工艺文件号、设备代号、工时、工艺简图、编制人、审核人、批准人及详细日期等。工艺标准卡片示意图如图1所示。

图1 工艺标准卡片示意图
1.1 工艺知识库的组成
工艺知识库是工艺编制人员在工艺标准卡片里填写的所有工艺信息的总和。工艺知识库应该包括作业区合集、工序名称合集、工艺工具合集、工艺守则合集、作业要领书合集、设备编号合集和工时合集;随着工艺技术准备的快捷化操作的提升,工艺知识库还可以包含工艺路线合集等。其中工艺标准卡片中的作业区列所对应的工艺知识库中内容是作业区合集;工序名称列所对应的工艺知识库中内容是工序名称合集;工艺工具列所对应的工艺知识库中内容是工艺工具合集;工艺文件号所对应的工艺知识库中内容是工艺守则合集和作业要领书合集;设备代号所对应的工艺知识库中内容是设备编号合集;工时所对应的工艺知识库中内容是工时合集。
1.2 工艺标准卡片与工艺知识库的逻辑关系
工艺知识库中的信息并不是孤立存在的,填写在工艺标准卡片中的信息存在相应的逻辑关系,因此只要梳理出工艺知识库中内容的逻辑关系,就可起到计算机辅助设计工艺标准卡片作用,提升工作效率和卡片内容质量,具体逻辑关系如图2所示。
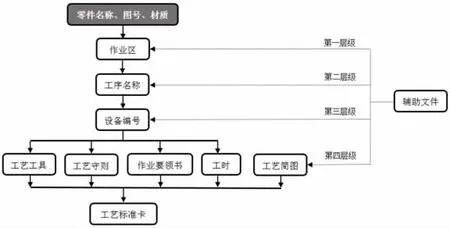
图2 工艺知识库中信息逻辑关系图
1.2.1 零部件名称、零部件图号与零件材质
零部件名称、零部件图号与零件材质都是零部件设计图纸中的固定信息,同时在工艺标准卡片中必须包含名称、图号和材料信息,因此可通过计算机自动提取功能将设计图纸中零部件名称、零部件图号与零件材质信息自动提取并导入至工艺标准卡片中。
1.2.2 作业区
作业区是零部件制造过程中所在的车间或区域代号,是编制工艺标准卡片时最先填写的项目,属于工艺标准卡片中第一层级优先确定的选项。例如作业区有1、2、3、4、5车间,因此工艺标准卡片中只能填写1~5中的其中一个数字,以代表零部件制造过程所在的作业区。
1.2.3 工序名称
工序名称是零部件在某一环节中具体的作业名称,属于工艺标准卡片中继作业区确定之后的第二优先层级确定选项。例如作业区1车间确定后,工序名称栏中只能在相对应的1车间可以进行制造作业的工序
中选择。
1.2.4 设备编号
设备编号是制造工序所使用的设备代号,在确定了作业区和工序名称后,设备编号即会被自动筛选出,属于第三层级确定选项,通常一道工序会对应多种设备编号,工艺人员在填写过程中需选择其中一个。
1.2.5 工艺工具
工艺工具是某工序中所应用的夹具、量具、刀具和工装,在确定了作业区、工序名称和设备编号后,工艺工具可以自动筛选出,属于第四层级确定选项。
1.2.6 工艺守则
工艺守则是某制造工序操作中需要遵循的工艺要求,在确定了作业区、工序名称及零部件名称后,工艺守则即会自动筛选出,属于第四层级确定选项,通常需要依据零部件的名称进行筛选。
1.2.7 作业要领书
作业要领书是某制造工序操作中需要遵循的作业要领,在确定了作业区、工序名称及零部件名称后,作业要领书即会自动筛选,属于第四层级确定选项,通常需要依据零部件的名称进行筛选。
1.2.8 工时
工时是针对某零部件在某一个制造过程中所需要的工作时间,工时不仅与零件名称、材料和工艺知识库中的工序名称和设备编号有关,还与零件尺寸、加工余量相关,因此工艺知识库中的工时信息应为范围数值,为工艺人员编制工时提供参考,故工时应属于第四层级确定选项。
1.2.9 工艺简图
工艺简图是制造过程中,针对重点工序绘制的零件工艺过程图纸,通常需根据设计图纸留有规定余量,若需要则工艺简图需附在工艺标准卡片最后页。
1.2.10工艺辅助文件
工艺辅助文件是工艺人员在编制工艺标准卡片过程中可能需要参阅的相关规定、通知和差错案例等辅助文件,对所有在工艺标准卡片中需要填写的内容起指导及辅助编制作用,应伴随出现在工艺标准卡片第一层级至第四层级筛选操作过程中。
2 工艺模板数据库的建立与管理
工艺标准卡片模板简称工艺模板,工艺模板应包含针对某一零部件所对应的工艺标准卡片中所有的工艺信息,包括已经填写完成的作业区、工序名称、工艺内容、工艺工具、工艺文件号、设备代号和工时等信息,以便结构相同或者相似的零部件反复出现时工艺人员对工艺标准卡片内容的借用。大量工艺模板所组成的合集称为工艺模板数据库,工艺模板数据库应由所有工艺零部件的工艺标准卡片文件组成,其最主要的特点是在有效存储工艺模板文件的同时,还应具有一定的规则性和逻辑性,作用是方便工艺编制人员快速、准确找到所对应或所相似的工艺模板文件。其中最为实用的存储逻辑方法是利用成组技术对工艺模板文件进行有序梳理。
成组技术是机械制造过程中的一种先进的科学的生产和组织管理方法,旨在识别和开发机械制造过程中各环节诸种信息间的相似性,采用适当的组织形式和先进技术,实现其工作的合理化、科学化,使多品种、中小批和单件生产的企业获得较好的经济和社会效益。其基本原理是对相似的零件进行识别和分组,相似的零件归入一个零件组或零件族,并在设计和制造中充分利用它们的相似点,以获取所期望的经济效益。
2.1 工艺模板数据库的结构
通过梳理、归纳所有产品件,把看似孤立的零件按相似性原理划分为具有共性的一体,统一形成若干零件组,通过编制典型工艺标准卡片,从而使多品种小批量的工艺编制转化为近似大批量的工艺内容复制。对于工艺编制人员,不再需要对零部件的生产工艺标准卡片进行逐个填写,仅需要筛选零部件中的多个关键工艺特征并结合计算机辅助功能即可实现针对某一个零部件工艺标准卡片的自动导入,选择流程如图3所示。针对多品种、小批量和工序内容复杂的零部件的工艺标准卡片数据库,采用此种结构存储,有利于工艺人员在短时间内对工艺模板作出相对准确的选择。

图3 工艺标准卡片模板筛选流程图
此种结构工艺模板数据库虽方便工艺人员对工艺模板的快速、准确选择,但是为实现工艺人员在选取工艺模板后对模板内容不修改或微修改的目的,则需要大量地细化工艺模板分类,从而需要编制大量工艺模板,以降低工艺模板数据库的颗粒度,因此对工艺模板的实时维护及有效管理提出了更高的要求。
2.2 工艺模板数据库的管理
针对工艺模板数据库的管理方法应采用分类编码方式进行。在成组技术中,分类编码系统的结构有3种形式:树式结构、链式结构及混合式结构。
经对比分析,根据上述工艺模板数据库的存储结构,采用树式结构分类编码形式最优。树式结构码位之间是隶属关系,即除第一码位内的特征码外,其他各码位的确切含义都要根据前一码位来确定,如图4所示。树形结构的分类编码系统所包含的特征信息量较多,能对零件特征进行较详细的描述。
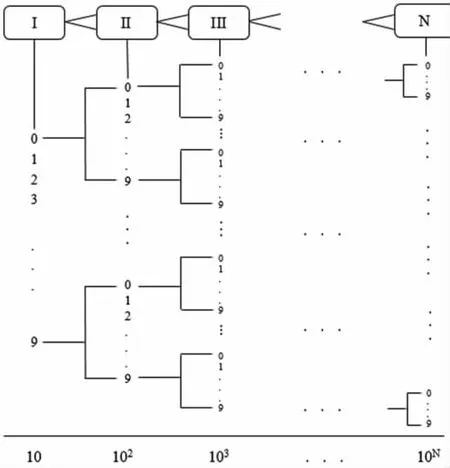
图4 树式分类编码系统的结构形式
针对工艺模板分类结构,为便于工艺编制人员对工艺文件的选择,将I层级设为零件名称,II层级设为零件的第一层特征选项,III层级设为零件的第二层特征选项,以此类推,不同零部件的特征可以不同,但不影响编码思路,为便于记忆和管理,不同零件在相同层级的特征应尽量保持相同或相似;同时针对单件小批量产品,由于零件种类繁多,所以零件名称较多,为便于编码工作,可以将I列编码的数字更改为字母,实现字母与数字共同编码规则。
例如零件名称为“主轴”,II层特征为“棒料”和“锻件”,针对“棒料”的下一层特征(即“主轴”的第二层特征)为“直径小于等于400 mm”和“直径大于400 mm”。根据树式结构分类编码原则,可以将I层级编码设为“s”,II层级中第一个特征“棒料”编码设为“0”,第III层级中第二个特征“直径大于400 mm”编码设为“1”。那么针对直径大于400 mm的棒料主轴工艺标准卡片模板的编号即为s01,如图5所示。

图5 主轴树式分类编码系统的结构形式
3 生产率对比验证
通过将产前工艺设计工作标准化、智能化改造,实现了工艺人员生产效率的有效提升。本文以静态生产率作为对产前工艺设计工作效率的测评标准,其中静态生产率是指某一给定时期的产出量与投入量之比,是测评期的绝对生产率,如公式(1)所示,可表示为

以某一个月为研究周期,经实际测算统计,原5人作业小组,每月工作22 d,每天用于工艺设计时间为8 h,一个月共完成产前工艺设计工作10台,则其静态生产率可通过公式(1)计算为

通过工艺标准卡片的辅助设计及工艺模板数据库的应用,现作业小组人员及数量均不变,每月工作20 d,每天用于工艺设计时间为6 h,一个月完成产前工艺设计工作30台,则其静态生产率通过公式(1)计算为

经对比判断,静态生产率(现)数值远高于静态生产率(原),因此基于成组技术的单件小批量产品工艺文件数据库的建立与应用可大幅提升工艺人员产前工艺设计工作效率。
4 结论
通过分析单件小批量产品结构及工艺标准卡片形式,介绍了工艺知识库的基本内容,梳理了工艺标准卡片中内容与工艺知识库的层级逻辑关系,实现了工艺标准卡片的计算机辅助设计,同时利用成组技术建立了树形结构工艺标准卡片模板数据库,提升了工艺人员编制工艺标准卡片的效率,并采用了树式编码规则方法对工艺模板数据库信息进行编码,降低了模板管理成本;经过实际测算,改善后产前工艺设计周期大幅缩短,工作效率大幅提升。
