全自动平行缝焊机产生次品的原因分析与改进
2022-10-08李文浩闫旭冬
李文浩,闫旭冬
(中国电子科技集团公司第二研究所,山西 太原030024)
在航空、航天领域电子设备中,由于应用环境的复杂性,对相关电子器件及模块的封装质量有严苛的要求。平行封焊工艺在封焊过程中升温小、封焊的气密性高,而且封焊封装的方法有很高的可靠性,因此多用于航天、航空领域电子用芯片的封装。传统低效率手动对位封焊设备已不能满足快速高效发展的工艺需求,因此自动对位、封盖的平行封焊工艺成为一种必然趋势。本文主要分析了在全自动平行封焊机封焊过程中,影响电子器件模块封装次品率的因素。
1 平行缝焊的工作原理
平行缝焊属于电阻熔焊,在一定压力下,用2个圆锥形滚轮电极压在盖板与焊框上,形成一个闭合回路,焊接的功率以电流的形式从焊接电源的一端经其中一个电极分为2路电流,一路流过盖板,另一路流过管壳,经另一电极回到焊接电源的另一端,整个回路的高电阻在电极与盖板及盖板与焊框的接触处,如图1所示。根据能量公式(Q=I2Rt),其中Q为产生的热量,I为电流,R为接触电阻,t为放电时间。焊接的脉冲电流将在两个接触电阻处产生大量的热使接触处呈熔融状态,在滚轮电极轮的压力下,凝固后即形成一连串的焊点[1]。
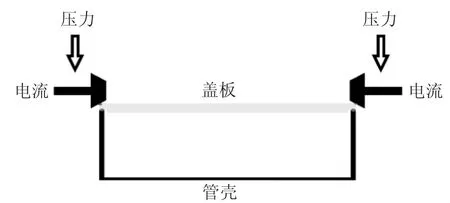
图1 平行封焊原理图
2 影响因素
2.1 自动对位精度
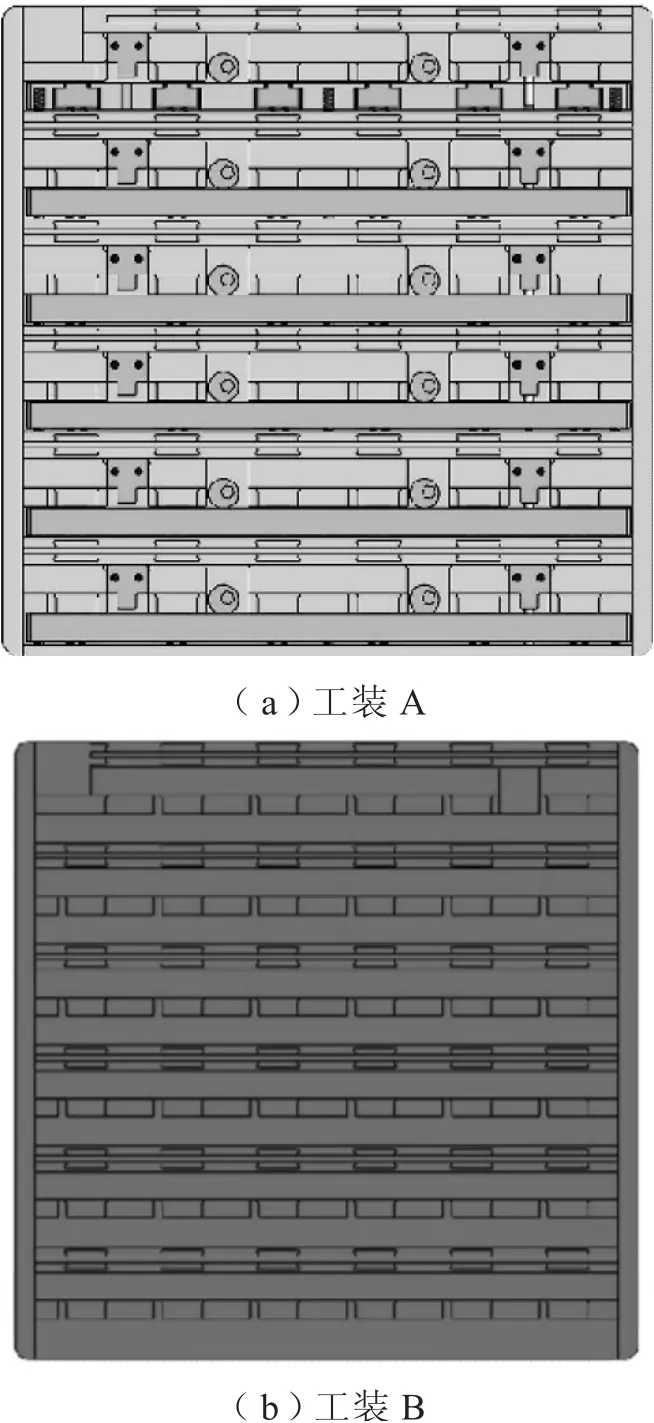
图22 种工装的3D示意图
全自动平行缝焊机对产品进行封焊的第一步就是自动对位,因此自动对位精度是直接造成全自动平行缝焊机次品率的因素之一。通过实验发现,管壳与工装夹具的固定方式会直接影响对位精度与封焊效果。工装A是带弹簧压紧机构,工装B是普通工装,其3D示意图如图2所示。分别点焊100只同一产品,以偏移量小于50 μm为标准检验是否合格。验证的结果如表1所示,工装A点焊的合格率为100%,而工装B的合格率为97%,因此工装设计中应尽可能地将管壳固定。

表1 不同工装对位精度的合格率对比
其次视觉识别效果直接决定产品的对位精度,影响视觉识别的主要因素有2个:工装表面处理颜色及光源颜色的选择。产品一般分为2种,镀金或镀镍,工装表面处理颜色有黑色和灰白色,视觉光源色有红、绿、蓝可控,通过控制变量的方法进行视觉识别试验,结果如表2所示。工装发黑时,红光和绿光对镀金的产品具有不错的识别效果,两者的成像效果相差不大,蓝光对于镀金产品的成像效果最差;对于镀镍的产品,红、绿、蓝的识别效果对比,红光的轮廓更为清晰。工装发白时,同样的光源对于发黑工装的成像效果明显变差,红光和蓝光的轮廓较为清晰。因此在对全自动平行缝焊机进行工装设计时,表面处理应该为发黑处理,视觉光源的选择优先考虑红光。

表2 产品视觉识别效果
2.2 焊接压力的稳定性
根据能量公式Q=I2Rt,电阻直接影响能量的大小,而整个封焊回路的高电阻在电极与盖板及盖板与焊框的接触处,这两处的接触电阻是由封焊头的压力决定,因此应该注意左右封焊电极的焊接压力是否一致,这样可以保证接触电阻的一致性,从而保证产品封焊宽度的一致性。
现有的封焊头压力控制通常有2种,一种是通过控制弹簧的压缩量来实现压力调整,另一种是通过增加砝码块来实现压力的调整。通过2种不同的结构对同一种产品进行缝焊。分别缝焊30只产品,观察封焊效果,发现自重结构封焊的焊痕一致性很好,目检全部合格;而弹簧结构下封焊的个别产品出现焊痕左右不均匀、其中一边出现断焊的现象。自重、弹簧结构封焊效果图如表3所示。
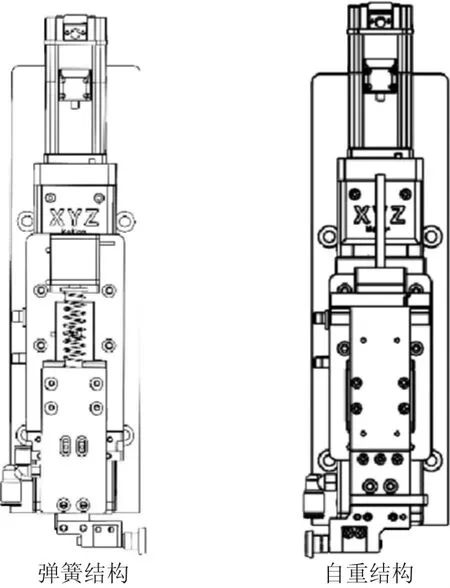
图3 封焊头结构

表3 封焊焊痕效果对比
通过分析发现由于全自动缝焊机工装尺寸较大,且经过长时间烘烤其平面度有所改变;另外,由于产品公差、工作平台误差、工装的加工误差等因素,使用弹簧结构对产品进行封焊时,产品的左右缝焊头压力会有明显差异,从而造成焊痕不均匀或者出现断焊的现象。因此在全自动封焊头进行设计时优先考虑自重结构,保证焊接压力的稳定性[2]。
2.3 缝焊参数
缝焊参数是保证焊痕合格的关键。缝焊参数主要包括电源参数、缝焊电极位置参数。缝焊电源参数主要分为电流参数和时间参数,如图4所示。图中的I1~I4、t1~t2、n1~n4、th~tc分别代表电流参数、下压和休止时间、脉冲个数及加热和冷却时间,具体为:
(1)电流参数:机器设计为4段加热可选择,保证机器有广泛的焊接工艺适应性。电流设定分为4个参数(I1~I4,见图4),分别为:I1为起始电流;I2为稳定电流;I3为缓降后的电流;I4为陡降后的电流。

图4 焊接电源参数界面
(2)时间参数:根据焊接循环和加热的要求,时间分为6段控制,即t1为电极下压;t2为休止;n1、n2、n3、n4是电流对应的脉冲个数,每个脉冲加热和冷却的时间分别由th和tc设定。
通过调整电源的电流参数与时间参数,控制焊接电源的能量输出。能量过大,会造成盖板击穿;能量过小,则会造成盖板没有融或者露筋的现象发生,这两种情况都会造成产品的漏气。因此最优电源参数的选择可通过大量试验及现场验收标准进行摸索。
缝焊电极位置参数主要包括起点超滚距离、终点超滚距离、起点不放电距离与终点不放电距离。如图5所示,起点、终点超滚距离,是为了保证产品的4个角上封焊闭合从而保证气密性,如图6所示。起点、终点设置的不放电距离,是为了避免由于产品及工装的公差导致电极轮压的产品不牢固而造成打火现象。
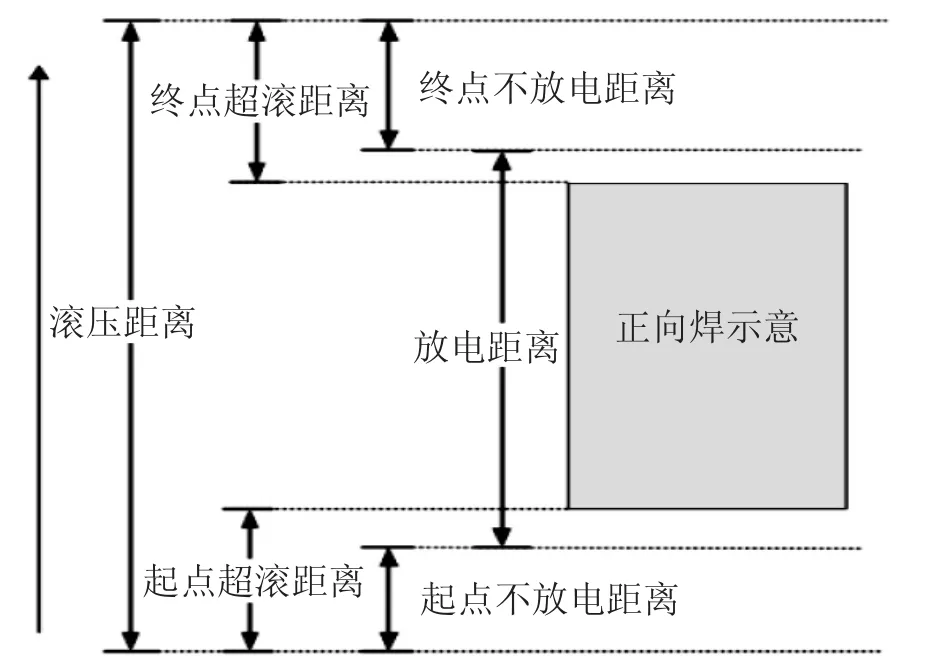
图5 封焊电极位置参数示意图
3 结束语
本文结合实际生产经验,对全自动平行缝焊设备缝焊管壳造成次品的原因进行分析,并对相关结构进行改进。通过其影响因素改良,不仅降低了设备制造成本,而且大大提高了产品的成品率,对全自动平行缝焊机设计优化具有一定的指导意义。
