桩道成型钻应用频次对纤维桩粘接强度影响的实验研究*
2022-10-08方铁钧李建平吴少梅
方铁钧 李建平 吴少梅
纤维桩核是牙体缺损的重要修复方式之一,满意的粘接强度是纤维桩获得成功率的重要保证[1]。然而,纤维桩除靠牙冠剩余牙体组织粘接外,牙根内桩道是纤维桩更重要的粘接界面,是纤维桩在根管内固位的薄弱区域[2,3],纤维桩修复失败大部分原因是由于桩与根管的粘接失败造成[4]。桩道预备过程中,牙本质碎屑及残留的根充相关物质会对纤维桩粘强度存在重要影响,而纤维桩道成型钻的切削效率与桩道预备质量直接相关。本实验研究桩道成型钻应用频次的增加是否对其切削效率产生影响,从而影响纤维桩的粘接强度,为临床提供实验依据。
1.材料与方法
1.1 主要实验材料与设备 直径1.5 mm纤维桩成型钻(DMG,德国),1.5 mm直径玻璃纤维桩、纤维桩成型钻、Luxa Bond全酸蚀粘接系统、Luxacore-Dual双固化树脂(DMG,德国),慢速切割机(Buehler,美国),万能试验机(Instron,美国),扫描电子显微镜(JSM-IT200 JEOL,日本),profile机用器械(Dentsply,瑞士)。
1.2 实验样本 选取我院正畸拔除的第二前磨牙48颗。纳入标准:牙齿为单根管,根尖发育已完成,根长不小于15 mm,无形态异常,牙体完好无缺损,无龋齿,近远中径为4.5-5.0 mm,样本清洁干净后保存于生理盐水中。
1.3 实验方法
1.3 .1 样本制作与分组 将48颗离体牙在釉牙骨质界冠方2 mm处截冠后进行完善的根管治疗,采用profile机用器械,根管预备至0.04锥度,采用热牙胶垂直加压法根管充填。将所有完善根管治疗的离体牙随机分为8组,每组6颗,记为T1-T8组。各组桩道预备及纤维桩粘接过程如下:采用6支全新的1.5 mm直径纤维桩成型钻为T1组6颗样本进行桩道预备,每支预备一颗,保证根尖至少剩余4 mm牙胶封闭。桩道预备完成后,磷酸酸蚀桩道壁15 s,蒸馏水冲洗至少15 s,吸除多余水分,粘接剂A液涂布桩道壁20 s,气枪轻吹,粘接剂B液与C液等比例混合,反复涂布桩道壁至少20 s,纸尖吸除桩道底部多余粘接剂,将树脂水门汀注入桩道并把直径1.5 mm直径纤维桩置入桩道内,光照20 s完成粘接。粘接完成后纤维桩成型钻清洁干净,蒸馏水超声震荡5 min后进行高温高压灭菌消毒。T2至T8组的样本按照以上程序完成纤维桩粘接。
1.3 .2 薄片试件制作与测试 将各组样本在釉牙骨质界根方2 mm开始切取厚度2 mm的薄片,分为冠、中及根部3部分,每部位各取1片,将薄片冠部朝下固定在试验机载物台上,加载速度0.5 mm/min进行微拉伸实验,记录薄片中纤维桩脱出时相对应的力值F,公式(R为冠向纤维桩半径,r为根向纤维桩半径,h为薄片厚度)计算粘接面积。F值除以A得出粘接强度,单位为MPa。冠、中、根3个部位数值的平均值作为该样本的粘接强度,精确到小数点后两位。
1.3 .3 成型钻及粘接界面破坏后扫描电镜观察
全新纤维桩成型钻及T1-T8组桩道预备后的成型钻在电镜下扫描,考虑钻针根端磨损较明显,观察钻针根端1/3部分表面细微形态的变化。微拉伸试验后的根尖1/3标本根管粘接界面在扫描电镜下观察桩道壁表面情况及材料残留成分,分析界面破坏方式。界面破坏方式包括:牙本质与水门汀粘接破坏,桩与水门汀粘接破坏,内部混合破坏。
1.3 .4 统计学方法 采用SPSS 22.0进行数据处理,不同部位粘接强度与成型钻应用频次的关系采用一元回归分析,验证相关程度,列出回归方程。各组粘接强度比较采用单因素方差分析,组间两两比较采用SNK检验,P<0.05为差异具有统计学意义。
2.结果
2.1 统计学分析结果 各组试件冠、中、根1/3部位的粘接强度结果如表1所示,成型钻应用频次与各部位粘接强度关系的散点图如图1,可看出二者呈负相关。各部位回归分析结果如表2所示,粘接强度与成型钻应用频次存在明显相关性,冠、中、根1/3部位回归方程分别为y=15.650-0.717x,y=15.463-0.789x,y=15.374-0.886x。各组试件间粘接强度的差异具有统计学意义(P<0.05),组间两两比较显示,T1至T5组除T1与T5组间差异有统计学意义外,余组间差异均无统计学意义(P>0.05),T6、T7、T8组与T1至T5中的任一组间的差异均有统计学意义(P<0.05),T6至T8组间差异均有统计学意义(P<0.05),详见表3。
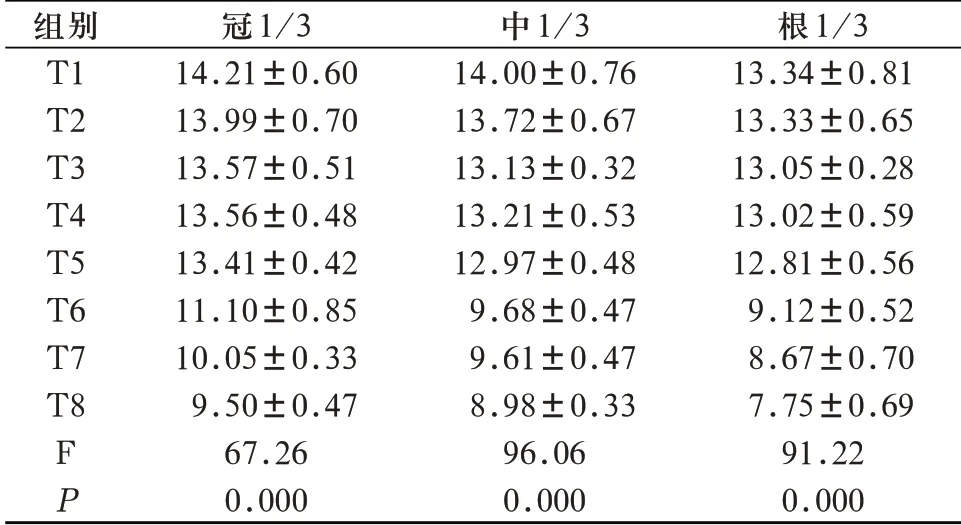
表1 各组试件冠、中、根1/3的粘接强度(单位:MPa)

表2 各部位回归分析结果
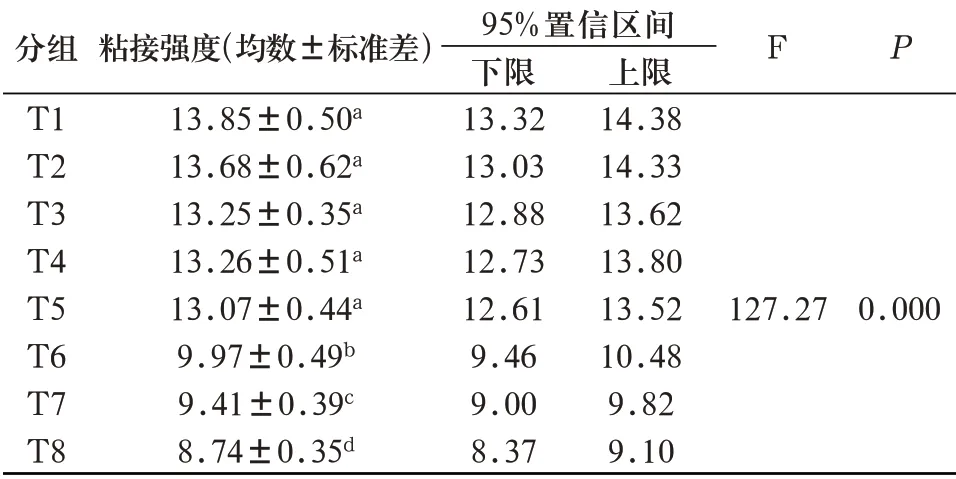
表3 各组粘接强度及统计学分析结果(单位:MPa)
2.2 成型钻电镜扫描表面情况 扫描电镜下各组成型钻根端部分表面细微形态如图所示。图2A为全新成型钻,表面干净,纹理清晰,边缘完整清晰锐利。图2B-D分别为T1至T3组成型钻表面形态,其表面干净度有所降低,材料纹理清晰度下降,但边缘仍完整,清晰锐利。图2E、图2F为T4和T5组成型钻表面,材料本身纹理消失,附着明显斑块,边缘仍完整,但锐利度降低,局部刃状边缘磨耗成小平面。图2G-I为T6至T8组成型钻表面,除附着明显斑块外,局部出现凹凸不平缺损情况,边缘锐利度进一步下降,呈圆钝形态,局部边缘出现不连续小缺损情况。
2.3 桩道壁电镜扫描表面情况 桩道根方1/3部位根管壁表面扫描电镜情况如图3所示。图3A至图3D为T1至T4组样本根管表面形态,镜下可见圆柱形纤维断裂残留部分,局部被树脂成分包裹。图3E为T5组样本根管壁表面形态,纤维成分减少,但仍多见树脂基质断裂后的块状残留,表面可见大量的开放的牙本质小管口。图3F至图3H为T6至T8组样本表面形态,无纤维成分残留,块状树脂残留也较少见,局部剩余粘接剂的树脂突,部分牙本质小管口逐渐清晰可见。
2.4 各组的界面破坏方式T1至T5组的界面可见纤维断裂部分或块状树脂基质残留,界面以内部混合破坏为主。T6至T8组无纤维残留成分,少见树脂基质残留,以牙本质和树脂水门汀界面破坏为主。
3.讨论
纤维桩修复是牙体缺损的重要修复方式之一,因其突出的美观效果和与牙本质接近的弹性模量[5,6],有效减少应力集中及牙体折裂风险[7],在临床上得到广泛的应用。纤维桩的粘接技术敏感性较高,是影响纤维桩成功率的关键因素[8]。桩道的根管壁是纤维桩的重要粘接界面,其预备质量是影响纤维桩粘接强度因素之一。成型钻切削效率的高低关系到桩道壁预备质量,经过根管治疗和桩道预备后覆盖于根管牙本质表面的玷污层会影响粘接树脂的渗透及有效的粘接[9]。有学者研究表明,高速金刚砂车针随着应用次数增加及高温高压消毒次数增加,其会出现磨损,切削效率会下降[10,11]。关于纤维桩成型钻应用次数及高温高压次数增加,其对牙体组织切削效率是否有影响,对纤维桩粘接强度是否存在影响,国内外文献尚未见报道。本实验就桩道成型钻应用次数(高温高压消毒)的增加对纤维桩粘接强度的影响进行体外试验。
实验结果显示,桩道位置不同,其粘接强度不同,从大到小依次为冠1/3、中1/3、根1/3,随着应用频次的增加,各部位粘接强度逐步下降,从T6组开始,尤其在根中、根尖段粘接强度下降较明显。回归分析结果显示,成型钻应用频次与纤维桩粘接强度存在明显的负相关性,由求得的回归方程得出,冠、中、根部位的回归系数分别为-0.717、-0.789、-0.886,表明越向根端,成型钻应用频次的增加对纤维桩粘接强度下降的影响越大。粘接强度T1至T5组间差异无统计学意义,T6、T7、T8组与T1至T5任一组之间差异均有统计学意义,T6、T7、T8组间差异均有统计学意义。以上说明成型钻应用1次至5次之间,其不会对牙体切削效果产生明显影响,不会影响纤维桩粘接强度,第6次开始,其对牙体切削效率开始下降,纤维桩粘接强度随着下降,而且随着使用次数增加,粘接强度的下降均有统计学意义。成型钻扫描电镜下观察,T1至T5组随着使用次数增加,表面干净度下降,材料纹理逐渐模糊,附着明显斑块,边缘锐利度有所降低,但仍清晰完整。T6至T8组,表面除附着明显的斑块外,主要变化为局部出现凹凸不平缺损情况,边缘逐渐呈圆钝形态,局部边缘出现不连续的小缺损。以上镜下所见可推测随着应用次数增加,成型钻刃部边缘磨耗逐渐呈圆钝状态,边缘不连续小缺损是导致成型钻切削效率下降、纤维桩粘接强度降低的主要原因,与回归分析结果相吻合。
微拉伸试验后根管表面电镜扫描观察,T1至T5组样本可见圆柱形纤维断裂残留部分,局部树脂包裹,多见树脂基质断裂后块状残留,以上说明该组以材料内部混合破坏为主,加载力超过树脂本身可承受的抗力,导致树脂折裂,纤维断裂。T6至T8组样本表面基本不见纤维成分残留,块状残留树脂少见,局部剩余粘接剂树脂突,牙本质小管逐渐清晰可见,这表明该组以牙本质和树脂水门汀粘接界面破坏为主,这很可能是由于成型钻出现磨耗,切削效率下降,不能有效去除根管壁残留的多余物质,从而导致粘接强度降低。
研究表明,根管壁的粘接强度受多个因素的影响[12,13],如根管牙本质的性质、是否存在玷污层、树脂水门汀的种类及厚度、粘接剂的类型及其聚合模式等。玷污层的去除,胶原纤维的改变及牙本质小管暴露水平是牙本质粘接质量和强度的决定因素[14],玷污层的有效去除能确保树脂粘接剂进入牙本质小管获得有效的粘接强度[15]。研究发现,如果根管桩和根管牙本质间获得良好的粘接面,则大部分应力会传递至根管牙本质里,从而不会集中在粘接界面上[16]。根管治疗及桩道预备过程中根管深部牙本质表面的玷污层难以确切有效地去除[17,18],加之越向根方牙本质小管数量越少[19-21],随着纤维桩成型钻应用频次的增加而出现钻针本身的磨耗,其切削效率逐渐下降,最终导致纤维桩粘接强度降低。
综上所述,纤维桩成型钻应用次数增加会影响纤维桩粘接强度,基于本实验,纤维桩成型钻制备5个牙的桩道(高温高压消毒)后,从第6个牙桩道预备开始,其切削效率下降,纤维桩粘接强度下降具有统计学意义。临床建议结合基牙实际情况,及时更换桩道成型钻针,保持有效的切削效率,保证纤维桩粘接强度,提高纤维桩修复的长期成功率。本文未将高温高压灭菌消毒作为一个独立研究因素,其是否会影响成型钻的切削效率将在后续实验中进一步证实。