尿素成品低水分调控技术研究及应用
2022-10-06李克敏马彦祥
李克敏,马彦祥
[甘肃刘化(集团)有限责任公司,甘肃 永靖 731603]
0 引 言
尿素成品水分含量是尿素产品质量的主要指标之一,水分的高低直接关系尿素颗粒的强度,进而影响尿素产品的储存、运输和施用等环节。尿素产品要在市场竞争中立于不败之地,关键是成本低、产品优、服务好、信誉高、肥效佳,长期确保尿素产品质量的稳定且优质,并在此基础上突出一定的质量特色。
目前,我国的尿素产能中,煤制尿素约占78%、天然气(及焦炉气)制尿素约占22%。靖远煤业甘肃刘化(集团)有限责任公司(简称刘化集团)尿素生产原料主要为天然气,现有2套200 kt/a水溶液全循环法尿素装置和1套300 kt/a CO2汽提法尿素装置。其中,CO2汽提法尿素装置于2009年12月投产,总体运行情况较好,尿素成品质量大多数时候可保证为优等品,尿素成品质量偶有不佳主要表现为易结块,分析认为原因在于尿素成品水分含量较高。为解决尿素结块问题,刘化集团组织工程技术人员等成立项目课题组,对客户使用体验进行调查,制定降低尿素成品水分含量的研究方案,后通过对尿素蒸发系统一段、二段温度与真空度的试验研究,并进行成果验证与转化,采取巩固措施,最终实现尿素成品水分含量低于0.35%的目的。以下对有关情况作一简介。
1 尿素成品低水分调控技术研究
尿素成品低水分调控技术研究基于刘化集团CO2汽提法尿素装置,通过对其蒸发系统影响尿素成品水分含量的因素进行分析,找出主要影响因素,并制定相应的优化措施,以达到预期目标。
1.1 尿素产品质量指标
尿素产品质量国家标准《尿素》(GB/T 2440—2017)中规定,优等品水分含量≤0.5%(质量分数,下同)、合格品水分含量≤1.0%。刘化集团水溶液全循环法尿素装置和CO2汽提法尿素装置生产的尿素产品企业标准优于国家标准,尿素产品以优等品为主。
1.2 尿素蒸发系统工艺流程简介
刘化集团CO2汽提法尿素装置出低压精馏塔底部的尿液浓度约68%(质量分数,下同),经液位控制调节阀减压后送至闪蒸槽,闪蒸槽设计操作压力≤0.08 MPa(A),于此尿液温度降低,有相当一部分NH3、CO2和H2O被闪蒸出来;闪蒸槽出口尿液浓度约73%,流入尿液缓冲槽,再由尿液泵并经流量控制阀送入一段蒸发加热器,用调节阀控制低压蒸汽对尿液进行加热,生产中控制一段蒸发温度在123~130 ℃、压力≤0.04 MPa(A),在此尿液浓度由73%提浓至95%~96%,经一段蒸发分离器气液分离后,尿液进入二段蒸发加热器;用调节阀控制中压蒸汽对尿液进行加热,生产中控制二段蒸发温度在134~140 ℃、压力≤0.015 MPa(A),经二段蒸发分离器气液分离后,浓度约99.5%的尿液通过熔融尿素泵送至造粒塔造粒。
1.3 低水分调控的关键性技术及创新点
实际生产中,刘化集团CO2汽提法尿素装置高压合成系统、低压分解系统的工艺指标控制较稳定,而且造粒塔系统、皮带输送及包装系统运行状况较好,总体上对尿素成品水分的影响可忽略;而蒸发系统的运行控制很关键,在真空度较低的情况下,若尿液中的水分不能被充分闪蒸,尿液浓度较低,造粒后尿素成品水分含量易超标,即蒸发系统的温度、真空度是尿素成品水分含量控制的关键所在。
(1)控制尿素成品水分含量的关键性技术。找到导致尿素成品水分含量偏高的主要原因,通过控制蒸发系统一段、二段温度与真空度,找出蒸发系统工艺参数最优操作区间。
(2)创新点。控制尿素成品水分含量在0.35%以下,有效防止尿素成品结块,形成产品质量的一大特色。
2 尿素成品低水分研究项目实施情况
2.1 尿素成品水分高原因分析及对策
尿素成品低水分研究项目确定以后,刘化集团研发组人员通过认真研讨与分析,认为尿素结块的主要原因是尿素成品水分含量偏高,在尿素粒子温度偏高的情况下,包装后在冷却过程中水蒸气冷凝产生水珠,使颗粒尿素表面溶解后形成结块。于是,从如下方面对尿素成品水分含量偏高的原因进行排查。
设备方面:主要是查找蒸发系统设备是否有泄漏,以确认是否存在泄漏导致的蒸发系统真空度控制不当,进而影响尿素成品的水分含量。
工艺方面:查找工艺参数是否严格控制在工艺指标范围内;温度仪表与真空仪表示数是否准确,若有偏差及时联系调校;检查蒸发表冷器的冷却效果是否良好,冷却水量是否足够;检查冲洗水阀,避免阀门内漏导致冲洗水漏入尿液中,若有内漏及时更换;环境温度高时,适当降低尿素粒子的粒径和送造粒尿液的温度,以降低尿素成品粒子的温度。
分析方面:刘化集团尿素成品水分检测采用《尿素的测定方法 第3部分:水分 卡尔·费休法》(GB/T 2441.3—2010),所用试剂为卡尔费休试剂和无水甲醇,仪器使用水分滴定仪和10 μL微量注射器,主要从分析过程、分析仪器的精度、溶液的配制等方面进行检查,确保分析结果的准确性。
对于尿素成品水分含量偏高的原因,经排查,设备方面和分析方面影响尿素成品水分含量属偶发性因素,这两方面刘化集团总体上做得较好,为次要原因,主要原因在于工艺参数控制方面。为此,讨论确定尿素成品低水分研究项目研发的突破口:严格控制工艺参数(主要是温度和真空度)在工艺指标范围内,当工艺参数达不到工艺指标要求时,及时查找原因并消除缺陷,确保工艺指标达标;对温度仪表和真空仪表不定期进行校验以确保其示数准确;加强岗位操作人员的责任心,使操作人员充分认识到严控尿素成品水分的重要性,避免尿素成品水分含量偏高而对市场销售及企业效益产生不良影响。对研发目标进行可行性分析,采取适当调控措施后,对生产装置和工艺操作不产生影响,也不改变现有生产设施,此举是可行的。
2.2 尿素成品低水分研究试验
尿素成品低水分研究试验共进行了三个阶段(为便于进行良好的对比分析,这3个阶段试验期间尿素装置负荷稳定在同一水平,尿素产量大致在43.5 t/h),以筛选与获取最佳的工艺操作区间:第一阶段试验,在蒸发系统真空度不变的情况下适当提高温度;第二阶段试验,在蒸发系统温度不变的情况下适当提高真空度;第三阶段试验,蒸发系统温度与真空度同时适当提高。
2.2.1第一阶段试验:调整蒸发系统温度
第一阶段试验是在一段蒸发/二段蒸发真空度不变的情况下,通过适当提高一段蒸发和二段蒸发温度,预期将尿素成品水分含量控制在0.35%以下。本试验阶段,一段蒸发真空度0.045 MPa(A)、二段蒸发真空度0.015 MPa(A)维持不变,适当提高一段蒸发和二段蒸发温度,试验期间原材料消耗情况为液氨1 130.65 t、CO21 590.12 t、蒸汽794.56 t(试验期间物料消耗=试验结束时物料累计消耗-试验开始时物料累计消耗,下同)。
蒸发系统温度对尿素成品水分含量的影响试验数据记录见表1。可以看出,适当提高一段蒸发和二段蒸发温度,对降低尿素成品水分含量效果不太明显,未能达到预期目标。
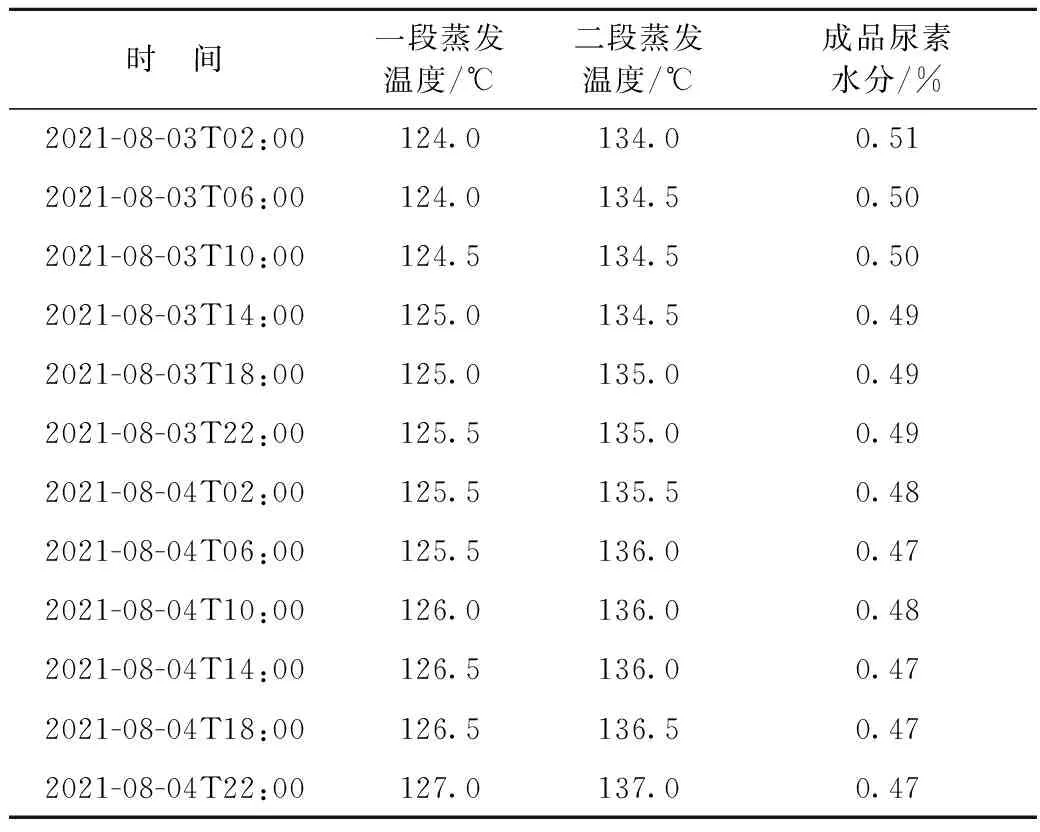
表1 蒸发系统温度对尿素成品水分含量的影响试验
2.2.2第二阶段试验:调整蒸发系统真空度
第二阶段试验是在一段蒸发/二段蒸发温度不变的情况下,通过适当提高一段蒸发和二段蒸发真空度,预期将尿素成品水分含量控制在0.35%以下。本试验阶段,一段蒸发温度124 ℃、二段蒸发温度134 ℃维持不变,适当提高一段蒸发和二段蒸发真空度,试验期间原材料消耗情况为液氨1 130.03 t、CO21 594.62 t、蒸汽784.82 t。
蒸发系统真空度对尿素成品水分含量的影响试验数据记录见表2。可以看出,适当提高一段蒸发和二段蒸发真空度,对降低尿素成品水分含量效果明显,基本上可达到预期目标,但不是很理想。

表2 蒸发系统真空度对尿素成品水分含量的影响试验
2.2.3第三阶段:联调蒸发系统温度与真空度
第三阶段试验是进行蒸发温度与蒸发真空度的联调——适当提高一段蒸发温度和二段蒸发温度,同时适当提高一段蒸发和二段蒸发真空度,预期将尿素成品水分含量控制在0.35%以下。本试验阶段,试验期间原材料消耗情况为液氨1 876.34 t、CO22 655.19 t、蒸汽1 383.06 t。
蒸发温度与真空度对尿素成品水分含量的影响试验数据记录见表3。可以看出:① 本阶段18组试验中,尿素成品水分含量均在0.50%以下,其中尿素成品水分含量≤0.35%的有7组;② 蒸发温度与蒸发真空度联调(适当提高),尿素成品水分含量降低效果明显,可得出尿素成品水分含量控制在0.35%以下的最佳工艺操作条件——一段蒸发温度127 ℃、二段蒸发温度137 ℃、一段蒸发真空度0.039 MPa(A)、二段蒸发真空度0.012 MPa(A);③ 尿素成品水分含量主要影响因素中,蒸发系统真空度的影响明显大于温度的影响。

表3 蒸发温度与真空度对尿素成品水分含量的影响试验
需要说明的是,进一步提高蒸发系统温度与真空度,可进一步降低尿素成品水分含量,但综合考虑各方面的因素并结合实际生产经验,若进一步提高蒸发系统温度与真空度,会导致蒸发系统加热蒸汽消耗增加、系统抽真空蒸汽消耗增加、成品尿素缩二脲含量增加与粉尘含量增大、工艺操作难度增大、系统运行稳定性变差等,且成品水分过低,会变相“减少”尿素产量。
2.3 试验结论
(1)刘化集团CO2汽提法尿素装置运行状态良好或正常的情况下,环境温度、湿度、造粒机转速、造粒塔底部风量等对尿素成品水分含量的影响较小,属可控因素。结合实际生产经验,以及上述系统性的试验研究与分析,尿素成品水分含量的主要影响因素为蒸发系统真空度和温度。
(2)可将尿素成品水分含量控制在0.35%以下的最佳工艺操作区间为,一段蒸发温度126~127 ℃、二段蒸发温度136~137 ℃、一段蒸发真空度≤0.040 MPa(A)、二段蒸发真空度≤0.013 MPa(A),且此操作区间内成品尿素缩二脲含量、粒度等均较佳,系统运行稳定、消耗较低。
3 研发投入及成果应用转化与效益评价
刘化集团CO2汽提法尿素装置依据上述研究试验和蒸发系统最佳工艺操作区间进行试生产,降低了尿素成品水分含量,有效地防止了尿素成品的结块,达到了预期目的。
科技创新是国家鼓励企业进行的一项非常有意义的科研活动,研发投入在税收加计扣除方面享有一定的优惠政策。本次科技创新研发投入主要包括原材料(液氨、CO2)、机泵用电、装置生产用蒸汽、设备折旧和研发人员工资等,总共进行了三个阶段的试验,共计168 h,指导财务入账926万余元。
相较于高校或专门的科研院所,化工企业搞科技创新有其劣势——存在理论知识缺乏、高科技人才稀少的问题,但也有一定的优势——创新一般都基于现有生产装置,一旦研发成功可以立马用于常态化生产,为企业创造效益。尿素成品低水分研究课题是刘化集团2021年度的科技创新项目,2021年12月20日完成了该项目预期的各项目标并顺利通过了验收,研究成果应用于正常生产中效果明显,尿素成品水分含量均控制在0.35%以下,产品各项指标优于GB/T 2440—2017优等品标准,产品质量提升明显,有效地防止了尿素成品发生结块现象,减少了结块和粉尘,改善了农民的施肥环境,降低了施肥量,为保护环境做出了一定的贡献,具有明显的社会效益;同时,尿素产品质量的提高,也提升了刘化集团“黄河”牌尿素的市场竞争力,赢得了更好的口碑,利于现有销售市场的巩固与潜在销售市场的开发,从而提升了企业的经济效益。
4 结束语
产品质量在很大程度上决定着产品的销路和价格,也直接关系着企业的信誉与效益。为解决成品尿素结块的问题,刘化集团组织成立尿素成品低水分研究项目课题组,最终实现了将尿素成品水分含量控制在0.35%以下的目标。
业内一般企业在尿素产品已达国标优等品(优等品水分含量≤0.5%)的情况下不会有进一步降水分的措施,而刘化集团“尿素成品水分含量控制在0.35%以下”的目标,不仅是为了解决产品结块问题,也是打造产品特色的一部分;本研究获得的蒸发系统温度、真空度最佳操作条件,进一步缩小了蒸发系统正常生产时的操作区间,有利于精细化操作与系统的稳定运行,可助力CO2汽提法尿素装置的优质运行,这对业内也有一定的参考价值。此外,水溶液全循环法尿素装置与CO2汽提法尿素装置蒸发系统的工艺流程基本相同,本研究对水溶液全循环法尿素装置产品质量的提升也有一定的借鉴意义。