缩短烟草加料机非稳态时间的技术措施
2022-09-27白延洪
白延洪,高 强,杜 峰,杨 兴
(陕西中烟工业有限责任公司延安卷烟厂,陕西延安 716000)
0 引言
近年来,随着卷烟生产企业打造精细化加工,实现柔性化、均质化的生产需要,生产过程质量指标的稳定成为生产管理上水平的重要手段,受到烟厂质量体系建设工作的高度重视。烟草用加料机是通过定量喂料装置及皮带秤等附连设备将松散后的烟叶输送至加料机滚筒内,通过4 台变频驱动电机对滚筒传输动力,使滚筒进行旋转。从设备外侧来看,滚筒具有一定的轴向倾角,同时在筒内各拨料杆、导流板的疏导作用下,使得叶片在惯性和重力的作用下向出口方向输送。叶片进入滚筒1/3处时,增湿水在饱和蒸汽的引射雾化下,由双介质增湿喷嘴喷出,糖料通过压缩空气引射形成微小颗粒,同样由双介质料液喷嘴喷出,上述两种雾化后的介质施加至烟叶上后,达到提高烟叶水分、温度和改善烟叶吸味的目的。
增湿水的加注量是由现场西门子PLC 内的程序块进行控制的。通过入口的喂料机、限量管及电子皮带秤将物料瞬时流量、出口水分工艺要素的设定值,通过西门子工业以太网将实际测量值写入PLC 内的指定程序块,计算得出理论加水量,利用增湿水泵电机运行速度变频可调功能,根据加水质量流量计检测值实时调整泵电机的运行频率,从而达到加水流量可调、可控的目的。
非稳态时间是指生产过程中工序的质量指标,如含水率、温度,超出指标期望范围或处于非稳定生产状态,如料头、料尾、断料及数据异常等,持续时间的综合。本文根据西门子PLC可编程控制器的可靠、易操作及灵活等特点,通过简单的加减算法和赋值语句来完成料头水分快速达标的工艺控制任务。
1 缩短料头非稳态时间的意义
当前我国经济已由高速增长转向高质量发展阶段,制造业高质量发展是国家经济高质量发展的基础与关键,也是我国迈入工业化新阶段的必由之路。以“创新、协调、绿色、开放、共享”五大发展理念为引领,以提高制造业供给体系质量、更好满足消费升级需求为目标,以提高效率效益为根本要求,以创新为根本动力,优质高效、平衡协调和可持续的发展,实现制造业由“规模扩张”转向“质效提升”,应该脱落传统制造的运行、生产模式,必须向服务型制造、环保制造甚至智能制造等新模式,实现提升现代产业体系,摆脱传统产业体系。制造企业特别是传统制造企业要抢抓新一轮科技革命和产业变革的战略机遇,以深化供给侧结构性改革为主线,逐步提升网络化、数字化、智能化等前沿技术在各个制造领域和环节的应用推广,推动制造业发展变革,全面提升中国制造业发展质量和水平。
作为我国实体经济重要组成部分之一的烟草行业,认真贯彻落实习近平新时代中国特色社会主义经济思想,立足行业实际,全力推进高质量发展。烟草行业着眼于实现资源充分合理配置和效率最大化,坚持实施卷烟营销市场化取向改革,逐步形成“1+6+2”高质量发展政策体系,进一步明确了全面实施创新驱动发展战略的思路,提出了建设覆盖行业、统筹管理的生产经营管控一体化平台,以持续提升科技创新硬实力、软实力、支撑力,推动工艺技术突破、资源共享。随着各项技术、设备、原材料的不断更新,卷烟企业对质量相应的管理方法和控制优化手段也在逐步完善和创新发展。为了深化过程控制和稳定产品质量,《卷烟工艺规范》提出了“三个转变”,即:控制指标向控制参数转变、人工控制经验决策向自动控制科学决策转变、结果控制向过程控制转变,这为卷烟厂在挖掘原料(数据)使用价值、强化质量成本控制、注重加工条件保障、深化过程控制、加强工艺质量风险评估和控制等方面指明了原则和要点。
《卷烟工艺规范》定义非稳态时间为“生产过程中工序质量指标超出指标期望范围或处于非稳态生产状态持续的时间”。落实在加料机控制要求,应该分为料头水分从8%至标准下限所用时间与料尾水分从标准下限至8%所用时间的和需小于等于180 s。以每小时5200 kg 物料来计算,该主机设备每秒将通过物料1.44 kg,180 s 内将通过物料约260 kg,非稳态时间每缩短1 s,即可提供1.44 kg 的合格物料。对于工厂质量上水平、产品上水平有着重要意义。
2 现状调查及分析
为使生产方式从传统依靠人的经验,逐步实现数据驱动、模型预测、协同优化的智能化转变,从本质上提升生产过程的智能化水平,现代科学技术通过工业大数据分析、人工智能建模、云计算、边缘计算等前沿技术正在为烟草行业带来革命性的变革。在实现体系化技术能力跨越的过程中,需要逐步引入、应用、消化这些前沿的技术,并内化成为企业核心的制造能力。
一直以来,PID 作为传统的自动化控制器,以其实现简单、控制有效的特性被广泛应用于工业中的控制问题。然而在烟草制丝工艺中,一些关键工艺具有高度非线性和大滞后的特性。例如,在一般的烘丝工艺中,在烘丝之前,首先需要检测瞬时流量和入口水分,烟丝才进入滚筒,在滚筒中运行很长一段时间,烟丝出筒时再检测出口水分。在这个过程中滞后现象非常严重。当检测到的出口水分超标时,再做出补偿控制,已经滞后了相当长的一段时间,而此时已不能再对滚筒内的烟丝做出合理有效的控制。
为了解决制丝工艺中的高度非线性和大滞后的问题,国内采用一些先进控制方法代替传统PID 控制器,例如预测控制、无模型自适应控制、基于组合积分控制器的双重控制等。胡宇航、何毅等将烘丝过程水分控制相关数据看作多元时间序列,应用多元时间序列分析方法建模预测,并且在传统线性的ARX(Auto-Regression with Exogenous)模型基础上做了一些改进,使其能更好的适应非线性系统情形。他们用烘丝过程的历史数据进行建模,最终得到0.05 的预测残差绝对平均偏差以及0.07的标准偏差值,说明该方法的预测效果相对较为理想。倪潇、汪文斌等提出用组合积分控制器来替代传统PID 控制器,同时引入双重控制与组合积分控制器相结合。他们对基于组合积分控制器的双重控制与传统PID 双重控制以及预测PI 控制器的双重控制进行了仿真对比实验,发现在烟草烘丝过程中,组合积分控制器在性能上不仅大大优于传统PID 控制器,相比预测PI 控制器也更具优势。
从工厂角度出发,结合上述技术手段的特点和功能,应该努力逐步实现制丝关键工序关键工艺指标的智能化精准控制和质量提升的目标。在实际现场对叶片加工过程中根据各影响因素,进行分析总结,实时预测工艺指标值,给出松散回潮出口水分加水系数的控制设定值,实现制丝关键工序的关键工艺指标智能控制,进而提高整体控制稳定性和精确性。
2020 年10 月在公司的大力支持下新加料机安装就位,设备运行稳定性和各项保障工艺技术措施的功能上均有大幅提升,但新加料机的料头非稳态时间一直存在波动,时有超出时间范围的现象。从2021 年1~6 月每月初10 批次统计数据可以看出自产牌号A,共计60 批次,超出批次有25 批,造成工厂稳定性评价得分略低。结合日常维修经验总结非稳态超出工艺要求范围的主要原因有:
(1)在加料机开始生产时,操作工人工在系统内输入加水系数设定值时不及时、不准确,可能会造成出口水分不能快速到达工艺设定要求。
(2)加料机料尾时,滚筒的快速倒料功能接入时机不及时,造成料尾物料稀疏不能集中通过,延长了尾料通过时间。
3 解决措施
在前250 kg 物料通过时,增加加水系数修正功能,通过给定不同加水系数的数值,来控制纯净水的加入量,从而改变物料出料水分。通过论证分析,对料头通过的物料模拟划分为3 个阶段,分别为:
(1)第1 阶段,皮带秤有料开始的20 s 内,通过西门子PLC的乘实数MUL_R 语句,实现实际加水系数为画面系数的1.1 倍功能。
(2)第2 阶段,皮带秤有料后的20~60 s,加水系数为画面系数的1.08 倍。
(3)第3 阶段,皮带秤有料后60~90 s,加水系数为画面系数的1.05 倍。非上述阶段时,按照画面所给加水系数直接参与控制,如图1 所示。
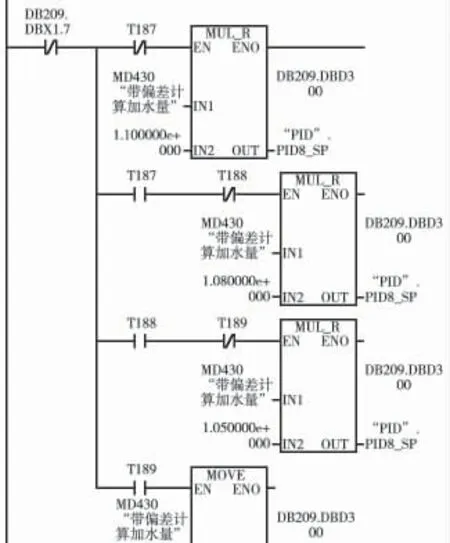
图1 加水系数修正程序
料尾时,优化物料检测延时,由皮带秤无料30 s 进入高速倒料环节,调整为皮带秤无料20 s 进入高速倒料,倒料延时120 s 或者皮带秤检测到来料5 s后结束高速倒料状态,如图2 所示。
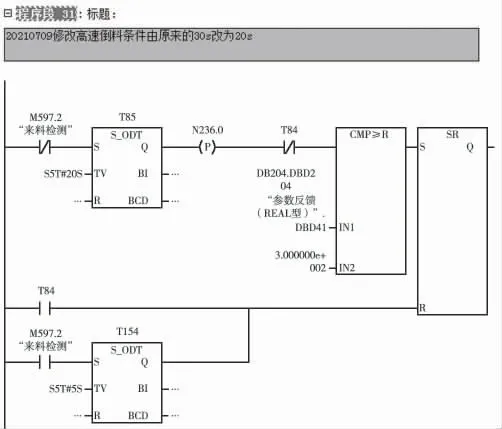
图2 料尾控制程序
4 效果验证
通过优化加料机料头控制模式,实现梯度加水功能,以及修改料尾快速倒料介入时机,从7 月份统计数据看出,非稳态时间(t1+t2)均在2 min+43 s 以内,完全满足工艺管控要求(图3)。
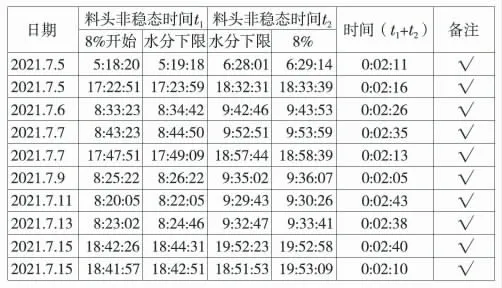
图3 加料机非稳态时间统计
