MasterCAM在数控铣竞赛的应用
2022-09-27唐坤,刘波
0 前言
我国虽为制造业大国,与先进制造技术水平依然存在差距,大力提倡工匠精神。各行各业都在力推技术创新升级,为提高技能人才核心竞争力,相对应的要求越来越高,在机械制造行业里,技能人才不仅要熟练掌握机床操作,还要掌握自动编程及加工工艺流程等相关综合能力,实现人机交互相融合,减少各环节衔接节省时间。竞赛过程中如何将软、硬件有机结合起来尤为重要,分解加工特征,将刀具切削方案与加工策略合理匹配,制定加工流程方案,才能在竞赛中发挥最大优势。
1 竞赛题目特点
现国内各项大赛均根据《国家职业技能标准铣工6-18-01-02》实操要求进行实施,竞赛题目由不同特征组合而成:平面特征,凸台特征,型腔特征,曲面特征,孔及螺纹特征,倒角及刻字等特征。不同特征通过布局差异,几何特征形状差异,尺寸公差精度差异,特征数量差异,位置关系差异,通过不断演变及不同组合形成,竞赛者只需能快速分解结构特征,理清尺寸位置关系,特征相互位置关系,尺寸精度要求,确定好加工基准,转换基准之间的关系,从而建立加工思想构建体系。
2 刀具选择
平面选用立铣刀或端铣刀(精加工顶面或型腔底面选用镶片刀具);凸台及型腔选用立铣刀(精加工侧壁选用整体硬质合金刀具);倒角选用倒角刀、立铣刀或球头刀;曲面选用球头刀或立铣刀;孔特征选用钻头或立铣刀;螺纹特征选用螺纹铣刀或丝锥;刻字选用浮雕锥度刀或球头刀。
3 加工策略
3.1 平面加工
平面采用平面2D铣削策略,主要用于粗加工去除余量及精加工顶面。选择平面铣削策略,进入线框串连界面,选择闭封轮廓线确定加工区域,根据加工区域面积选择刀具,设置刀具相关参数,共同参数界面下,勾选安全高度参数,设置安全高度值,其余参数系统默认,根据实际加工余量多少还可设置轴向分层参数,对刀路进行分层,平面铣削刀路切削方式分为:双向铣削、单向铣削、动态铣削、一刀式铣削。双向铣削选择高速环的方式,可有效控制加工过程中的稳定性,提高加工精度。一刀式铣削刀具直径必须大于加工区宽度,否则生成不了刀路。
型腔底部平面采用区域铣削策略:主要用于精加工型腔底面。选择区域铣削策略,进入线框串连界面,选择闭封轮廓线确定加工范围,选择避让范围,为避免机床精度产生的误差,可将避让范围的加工余量适当设大些。根据区域范围最小间隙选择刀具,设置刀具相关参数,共同参数界面下,设置安全高度值,型腔加工后余量相对较小,轴向分层参数不再设置,其余参数系统默认即可.
3.2 凸台加工
倒角采用2D外形铣削策略,选择要倒角特征轮廓线,设置倒角刀具参数,进入切削参数界面,外形铣削选择2D倒角,倒角宽度按图纸要求设置,设置底部偏移值,倒角余量较大,可设置径向分层铣削,也可设置轴向分层铣削,为提高加工效率,进退刀设置为圆弧方式,取消直线参数设置,将不提刀参数勾选。
精加工:机床及刀具刚性较好用外形铣削方式2D策略,用刀具侧刃一刀加工完成,为便于尺寸调整,将刀具补偿功能打开,选择磨损方式,生成的加工程序带刀具半径补偿功能。启用刀具半径补偿的功能,进退刀采用直线相切和圆弧半径组合方式为最佳方式,切记不可单独采用圆弧半径的方式,否则机床不执行加工程序,G3与D1不能在同一行生成程序。

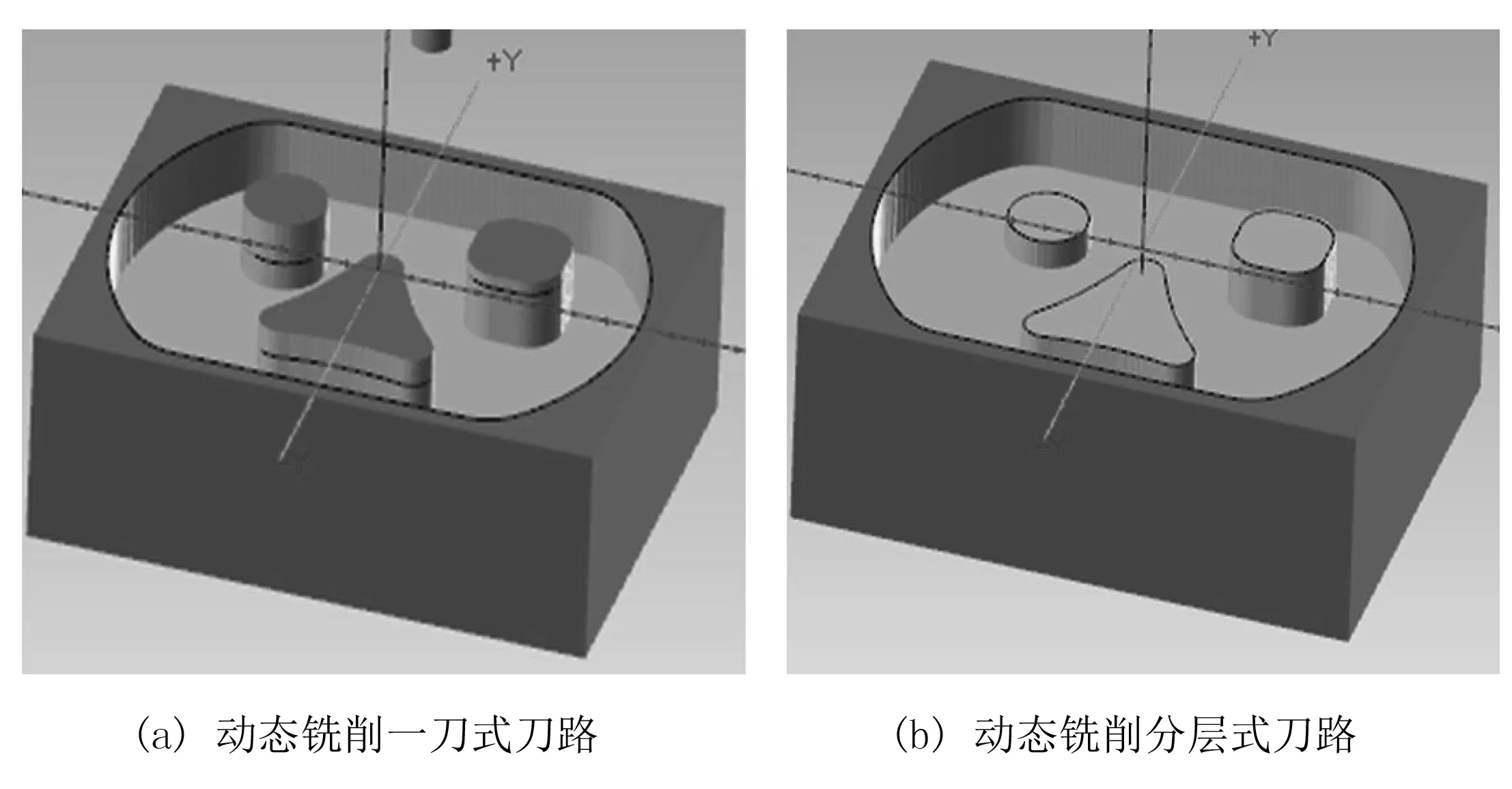
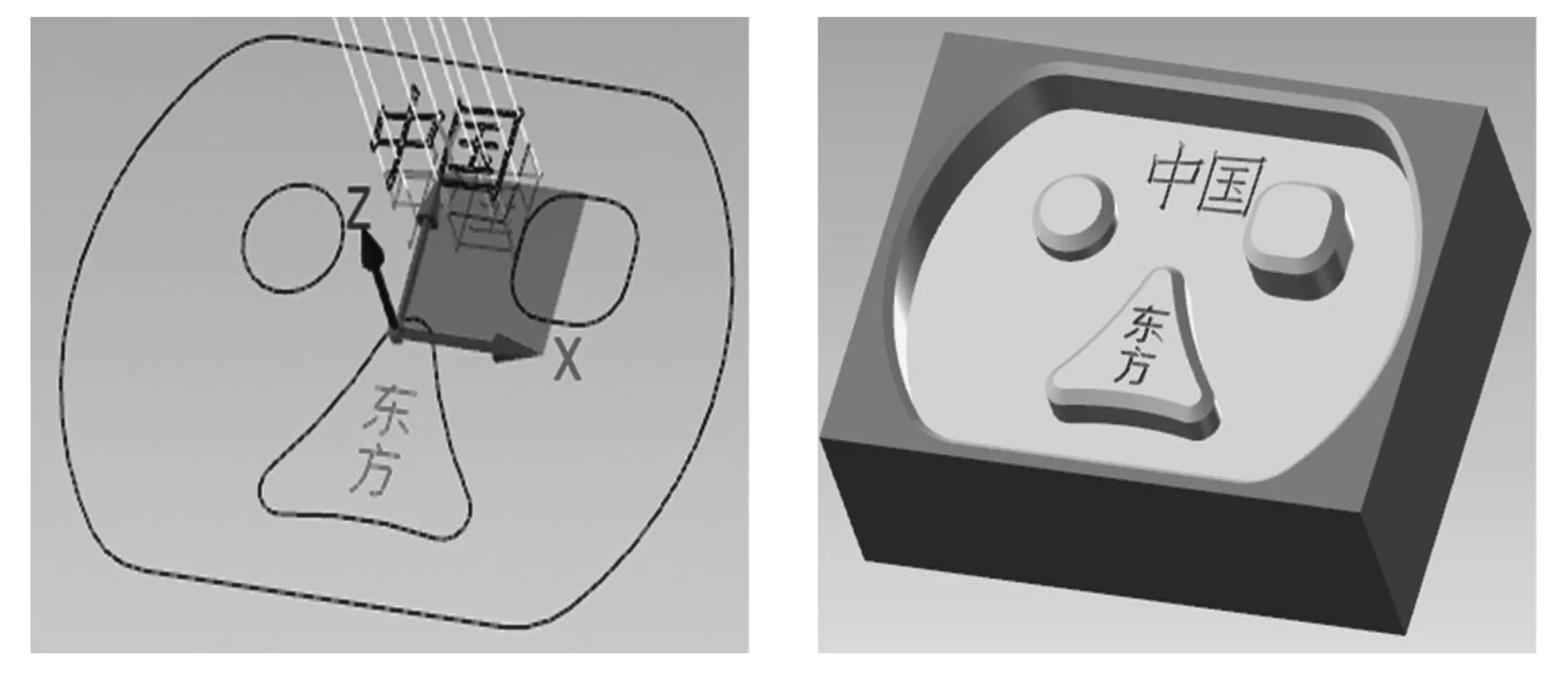
粗加工:加工余量较大可设置轴向分层参数进行控制,也可同时通过轴向与径向分层参数控制见图1(a)。加工特征带凸或凹拔模角度,可在轴向分层参数下设置锥度斜壁参数控制,凸台设置锥度角形成带拔模角度特征见图1(b),凹腔设置锥度角形成带拔模角度特征。
在实际加工过程中,切入或切出进容易产生接刀痕迹,影响表面质量,在切削参数里设置重叠量参数,可有效解决此问题的产生。机床精度及刚性较差的情况下,用2D外形铣削策略,设置斜插方式,可提高加工侧壁精度,避免因机床主轴间隙产生的切削误差,确保加工尺寸的稳定性及可靠性,为提高加工效率,可提高主轴转速,加大进给率参数值。
3.3 型腔加工
上述三种信号只要一项达到危险条件就启动报警模块。方案一采用2输入四或门的7432或门芯片,三个信号接1、2、5口,输出3与4连,输出6接负载。方案二采用STC89C52单片机,当热释电红外传感器有信号、金属接近传感器无信号、DHT11温湿度传感器温度达到50℃三种情况有一项达到报警指标,即P1.1收到高电平信号,P1.2收到低电平信号,P1.3大于50℃信号,P1.4输出信号高电平,蜂鸣器鸣叫或触发继电器,达到报警效果。
(1)全省17市深层土壤中绝大部分元素的含量分布较均匀,区域变幅较小,变异系数小于0.40,尤其Be,Ga,Ge,Y,Nb,Rb,Ti,Al2O3,K2O,SiO2等元素(指标)变异系数小于或等于0.20,反映了全省17市深层土壤在长期历史中均匀演化作用的特征。
3.4 曲面加工
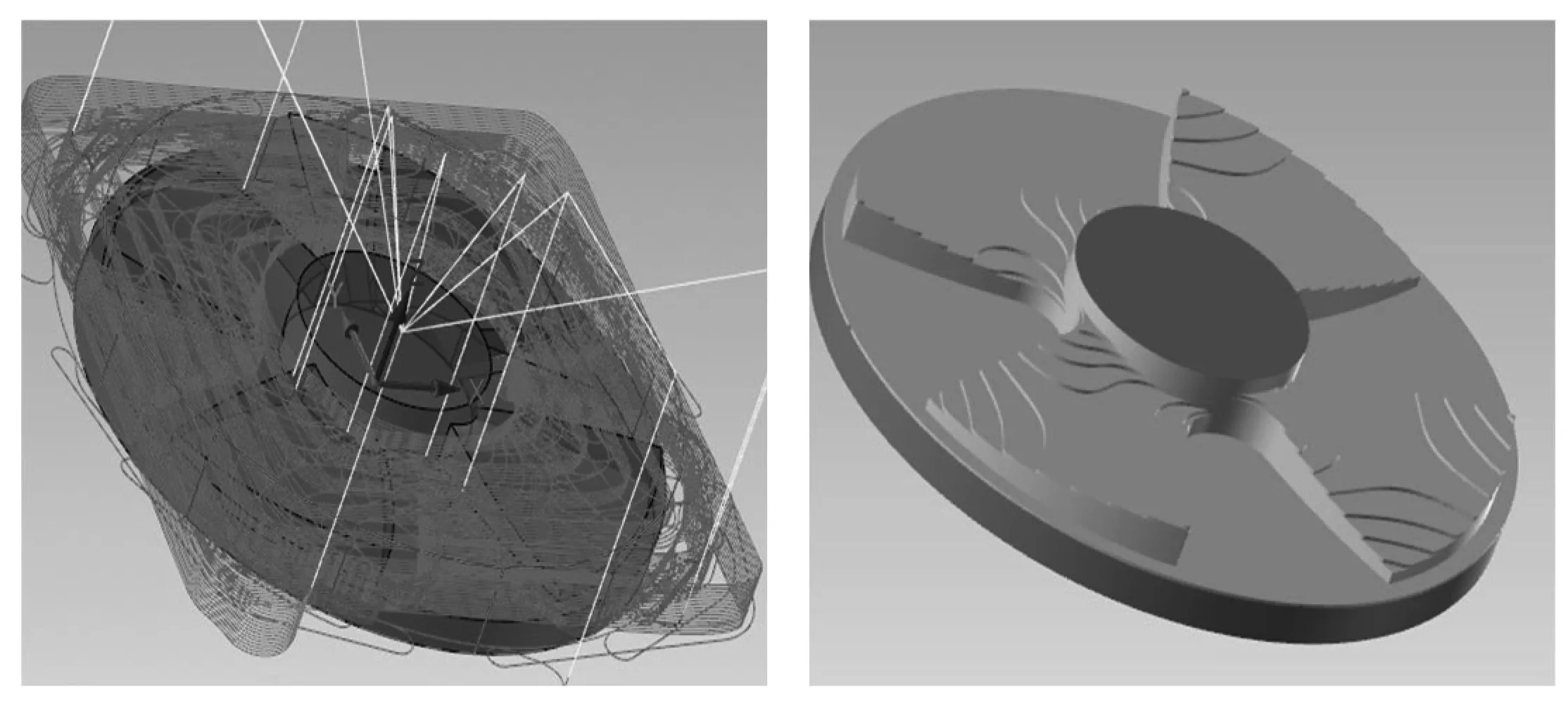
曲面由于其特殊性要比2D方式复杂,中间多了一个三维建模的过程,若只是简单的曲面可用线架加工方式,如果曲面特征确实比较复杂,用优化动态粗切方式也比较简便,在模型图形界面下,选择加工面及避让面,设置加工余量,选择策略为开放还是封闭。具体根据题目的要求来选择,在刀路控制中设置:切削范围及补正方式。选择适当刀具,设置共同参数相关切削参数, 动态粗切刀路及仿真见图3。
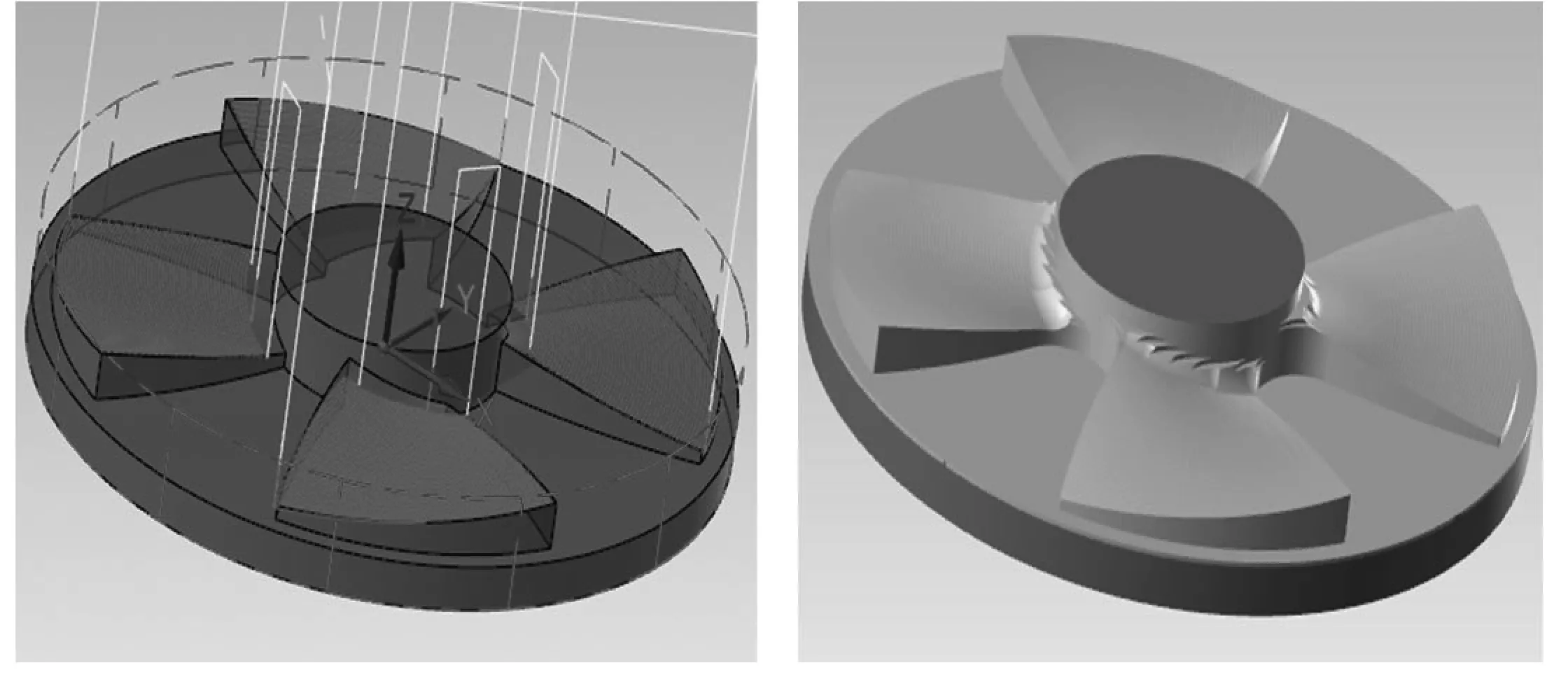
曲面精加工采用流线策略。选择流线,在模型图形中选择加工面,结束选择,系统弹出刀路曲面选择界面,点击曲面流线下曲面参数按键,进入曲面流线设置界面,设置方向切换下的相关参数,确定之后,选择合适的刀具,进入曲面流线精修参数下设置切削控制、断面方向控制参数及切削方向,即可生成刀路。点击刀路转换功能,进入转换操作参数界面,可对加工特征刀路进行镜像,平移,旋转功能设置,刀路旋转及实体仿真见图4。
3.5 孔及螺纹加工
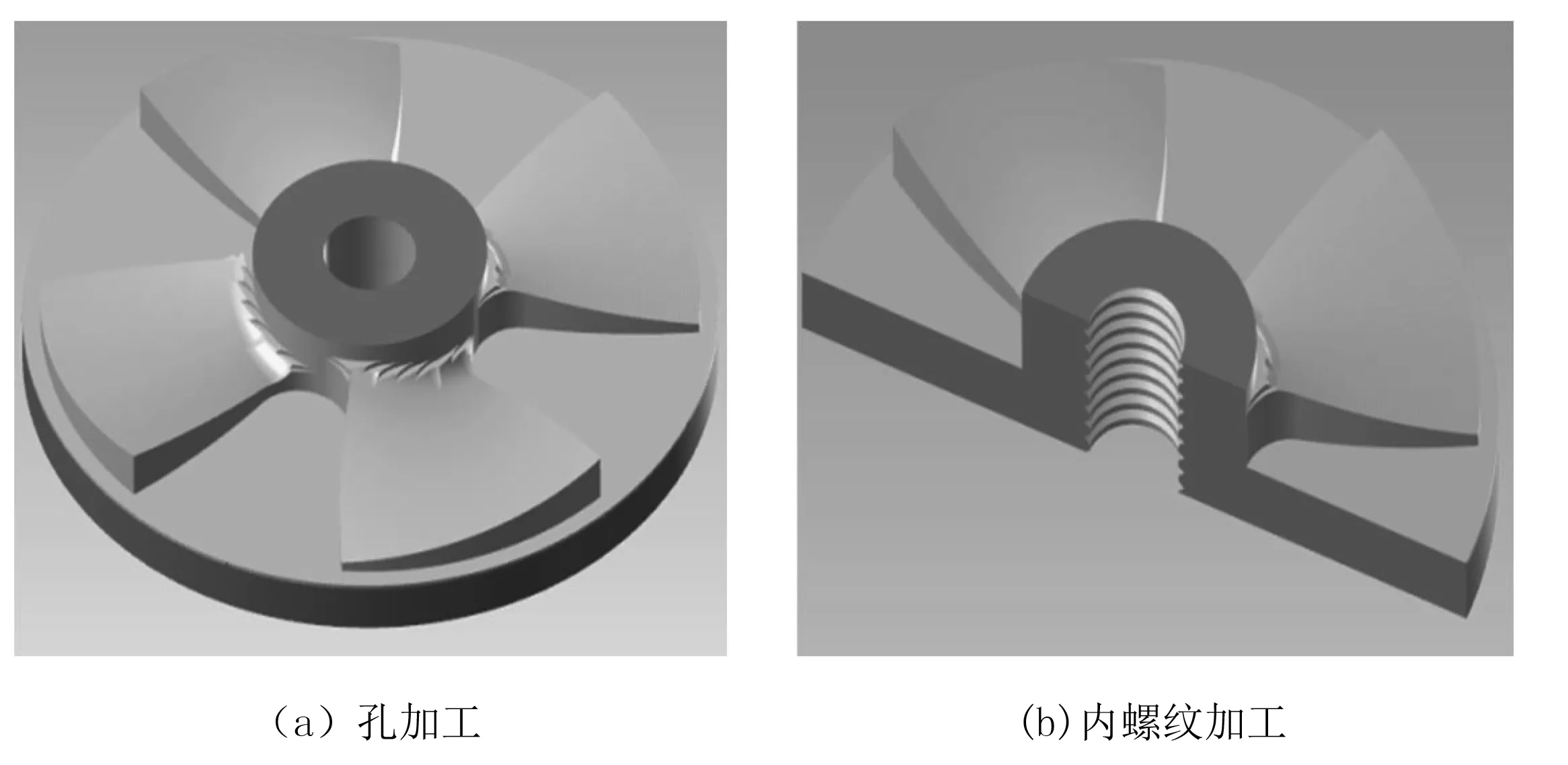
螺纹加工策略,点击螺纹铣削,螺纹特征加工可通过内螺纹及外螺纹进行切换选取,内螺纹为螺孔特征,外螺纹为螺柱特征,加工内螺纹选择孔定义,选择加工孔,通过右螺纹及左螺纹进行切换被加工螺孔是左旋还是右旋,可通过此参数进行切换选取,具体根据图纸要求选用,内螺纹铣削刀具须不于孔径,否则会损坏螺纹刀具,外螺纹只要不干涉就不存此问题, 内螺纹加工仿真见图5(b)。
本次补充调查对象主要以种子植物为主,下一步将对蕨类植物进行收集整理。此外,受个人水平和时间所限,还有一些领域尚未涉足,如禾本科、莎草科、唇形科等,可以说保护区的植物资源相当丰富,还有很大的潜力可挖,期待同行专家前来考察指导。
孔加工选择2D钻孔策略,点击钻孔,弹出刀路孔定义,选择加工孔,确定之后在2D刀路钻孔界面,择选与之匹配的刀具,设置相关参数即可。钻孔顺序可根据选择孔的先后顺序决定,也可以在排序参数里选择适合加工特征排序方式,根据孔加工精度要求,决定是否采有铰孔或外形铣削方式采用2D策略斜插方式,孔加工仿真见图5(a)。
3.6 倒角加工
凸台采用外形铣削方式2D策略,用于粗加工去余量或精加工侧壁面。选择开放或闭封轮廓线确定加工区域,通过切换补正方向参数来控制区域方向,根据轮廓尺寸选择刀具,进/退刀设置为默认值。下刀点的位置也可根据实际需求进行设置,选择几何图形,右击串连起始点,有三个选择方式,起始点向前移动,起始点向后移动,动态移动,常用的是动态移动方式,在图形的任意位置点击即可,生成刀路后便在点击处下刀,操作非常方便简单。
绝缘子涂层缺陷检测研 究 …………………………………………………………………… 刘 雨,田立国(34)
3.7 刻字加工
单线文字刻字采用外形铣削策略,选择外形铣削策略,进入线框串连选界面,选择加工字体特征,选择刀具,设置好刀具相关参数,选择切削参数,以切削参数界面上将补正方式选择为关,外形铣削方式选择为2D,取消切削参数下进/退刀设置,其余采用系统默认参数即可。刀路及仿真见图6。
型腔采用2D动态铣削策略:主要用于粗加工去余量,加工效率相当高,刀路轨迹成摆线方式,对刀具有一定的保护作用,提高刀具的使用寿命,选择加工范围轮廓线,若加工范围内有避让范围区域,则选择避让范围轮廓线,根据加工区域选择合适的刀具,设置好刀具相关切削参数,切削参数及进刀参数均采用系统默认参数,避让范围轮廓线可作为岛屿进行加工见图2(a),在切削参数里选择轴向分层切削,勾选轴向分层切削,勾选使用岛屿深度,软件自动检测岛屿深度见图2(b),勾选轴向分层切削里锥度斜壁,设置锥度角参数,腔壁或岛屿壁均可实现带拔模角度。

空心双钩文字刻字采用木雕刻字策略,选择木雕,进入线框串连选界面,选择封闭串连的字体特征,选择刀具,设置好刀具相关参数,选择切削参数,进入粗切/精修参数界面,粗切分为4种方式,可根据加工实际要求选择,切削图形根据图纸需求进行选择,其余系统默认,刀路及仿真见图7。
4 技巧及注意事项
1对机床进行试切,了解精度及刚性,便于选用加工策略及设置相关切削参数。
2程序后置处理预先设置相关参数:点击机床、点击控制定义、点击圆弧,将圆心形式:XY平面、XZ平面、YZ平面设置为正负半径,否则存在过切的风险。
3有利于加工效率的前提下灵活运用技巧,可做辅助线或面来产生特征提高综合能力。
(1)完善医院成本核算体系及预算管理体系。我们要从财政部规范的政府成本核算体系和卫生系统建立的全套医院成本核算的实施方法出发,不断完善医院成本核算体系及预算管理体系,以保证医院成本核算工作顺利开展。此外,为了使医院能够做好发展规划和医疗教学任务的安排,必须要加强医院成本预算管理,为医院财务工作的有效开展打好扎实基础。
4 统筹安排注重细节,人机交互无懈可击,尽可能利用好竞赛过程中的所有时间。
5当加工要素受限制可改变刀具直径的大,可调整特征尺寸大小来控制尺寸要求。
2.1.5 重复性考察 按照“2.1.4”项下分别制备Lut-SD和Lut-PC-SD供试品溶液,各6份。按照“2.1.1”项下色谱条件分别进样,结果显示Lut-SD峰面积的RSD为0.79%,Lut-PC-SD峰面积的RSD为0.62%。
5 结论
所有加工策略首次设置参数后均可默认继承,为后序编程节省了时间,2D加工特点简便高效,只需线性特征便可快速出加工刀路,3D加工又弥补了2D加工的不足,两者相互交替融合,可高效完成竞赛要求,通过实体仿真能及时反应出加工状态,为加工安全性提供有力保障,任意复杂的零件都由不同结构特征组合而成,善于分解特征,结合特征合理运用加工策略,熟悉并灵活运用软件,掌握加工技巧,在竞赛中必然得心应手。
[1]《东方汽轮机》(东方汽轮机)编辑部.
[2]马志国.Mastercam2017数控加工编程应用实例.机械工业出版社.2017.05.
[3][德]奥利菲.博尔克纳.机械切削加工技术.湖南科学技术出版社.2014.12.
[4]苏宏志.数控加工刀具及选用技术.机械工业出版社.2014.06.
[5]周敏.Mastercam数控加工自动编程经典实例.机械工业出版社.2015.08.
[6]赵焰平. 机械加工技术.机械工业出版社.2017.09.
