基于Run MyScr eens的西门子数控系统五轴回转中心自动测量功能开发
2022-09-26陈琪廖璘志
陈琪 廖璘志,2
(1.宜宾职业技术学院智能制造学院,四川宜宾 644003;2.韩国培材大学计算机工学系,韩国大田广域市35347)
0 引言
随着制造技术水平的不断提高,精密数控设备数量的不断增多,五轴数控加工中心在各领域应用越来越广泛。机床精度直接影响着零件产品的质量,其中五轴加工中心回转轴中心的零点偏差在加工过程中起着至关重要的作用。机床在长期使用过程中,由于加工振动、环境条件、不当操作等因素,回转轴零点会发生变化,因此不定期检测和校正回转轴中心的位置数据十分必要,但其检测标定方法相对比较烦琐。
鉴于此,本文基于Run MyScreens设计开发了一种快速、简单的用于测量回转轴中心零点位置的人机交互界面,通过常规的试切工件的方法获得机床回转中心最新的数据,重新设置机床参数以满足机床精度要求。实验验证表明,该方法切实可行。
1 回转中心检测原理及方法
摇篮式五轴加工中心的轴分配规定为:三个直线轴分别对应五轴的第一、二、三轴,即X、Y、Z轴,第一旋转轴对应第四轴,即A轴,第二旋转轴对应第五轴,即C轴;其中第一旋转轴的运动会改变第二旋转轴的倾向。图1为A、C轴旋转中心的测量及计算方法。
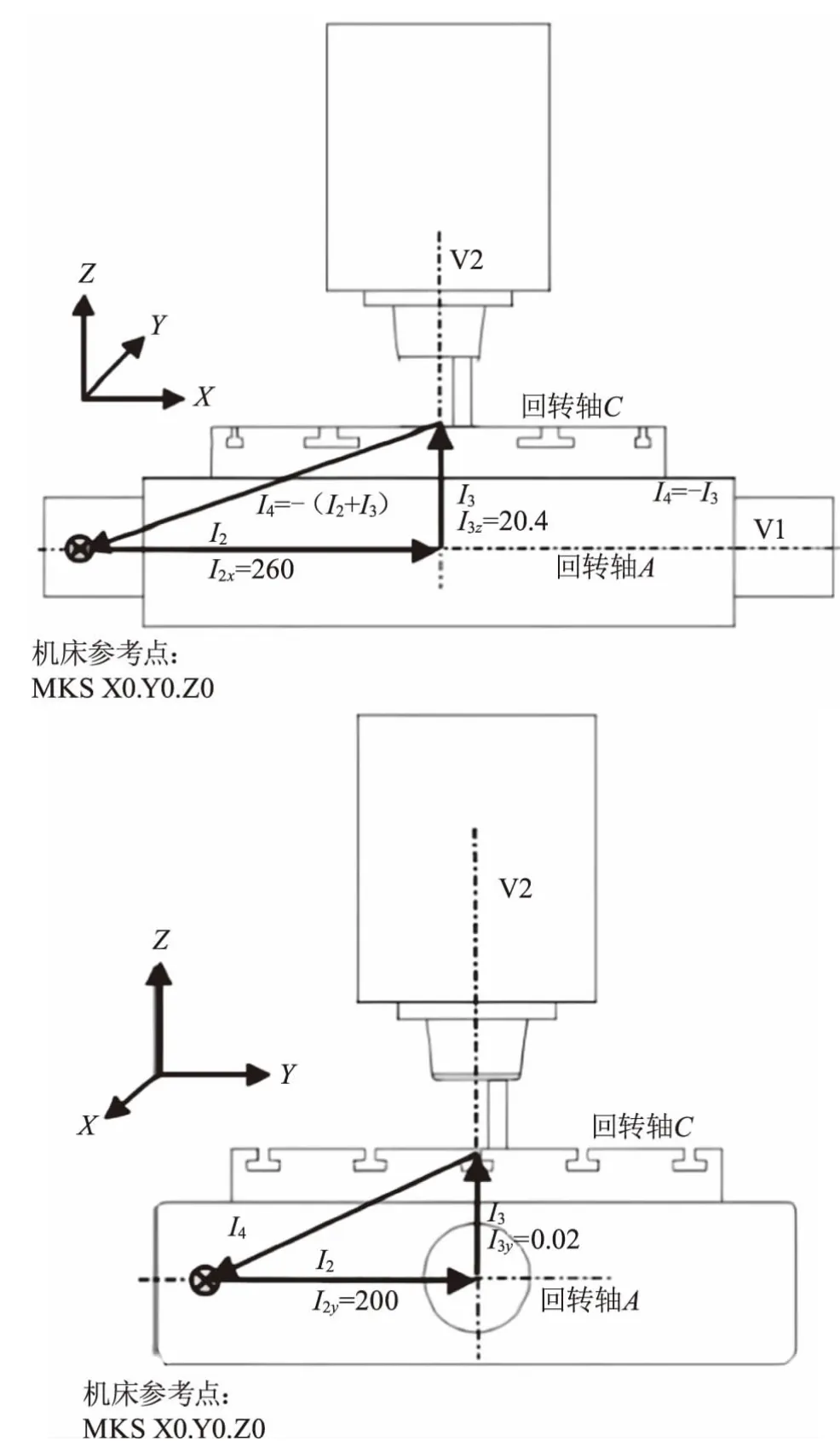
其中偏移矢量I指从机床基准点到回转轴1的旋转中心/交点的距离;偏移矢量I指从回转轴1的旋转中心/交点到回转轴2的旋转中心/交点的距离;偏移矢量I=-(I+I),如图2所示。

测量C轴中心坐标的方法:利用寻边器或刀具对测试件(图3~图6)位置进行寻边,得到相关数据,填入相应人机交互界面。
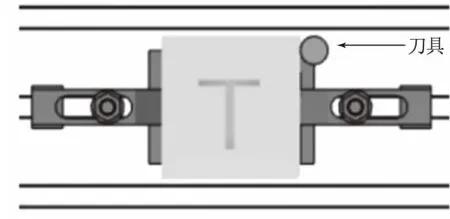
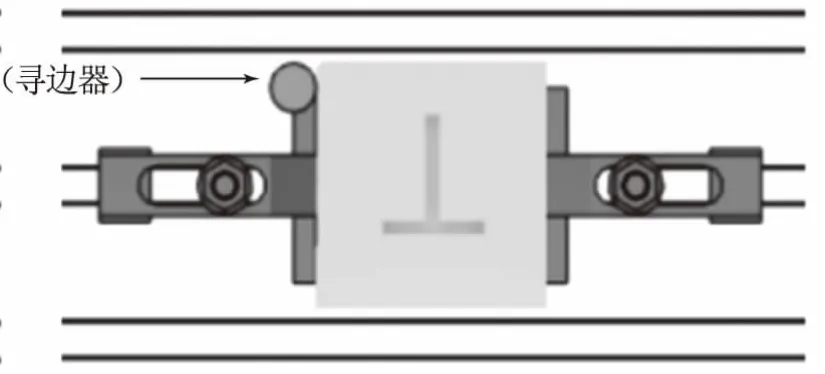

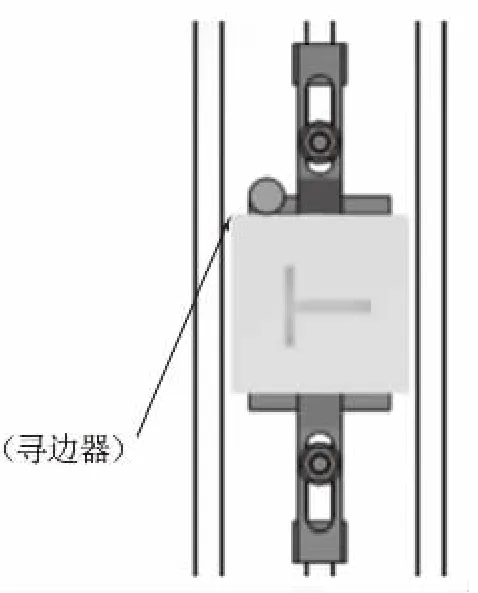
测量A轴中心坐标的方法:利用寻边器或刀具对测试件(图7~图9)位置进行寻边,得到相关数据,填入相应人机交互界面。
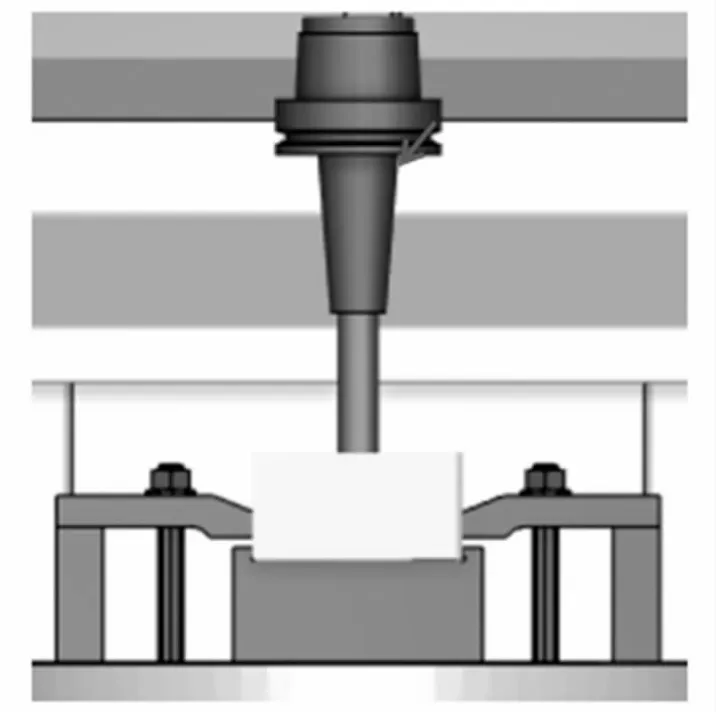
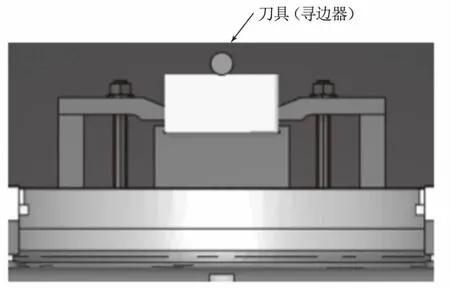

被测件如图10所示,为100 mm×100 mm×50 mm尺寸的方料。

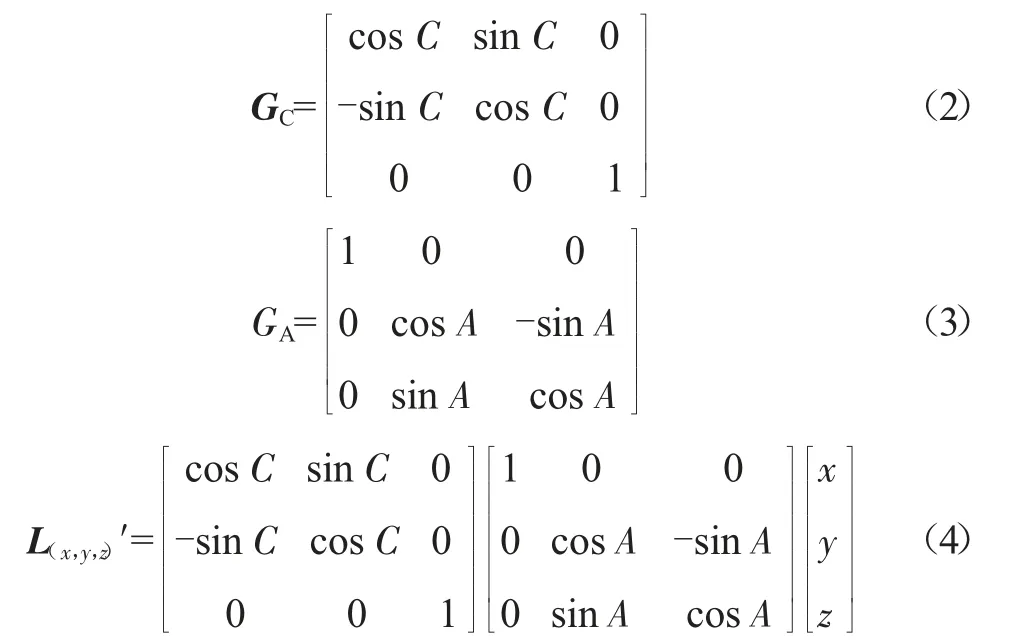
用于计算的矩阵算法如下:

式中:G为绕Z轴旋转C角后在XY平面内的坐标变换;G为绕X轴旋转A角后在YZ平面内的坐标变换;L为x,y,z初始坐标。
其中:
2 人机界面开发[6-16]
2.1 开发环境及项目结构
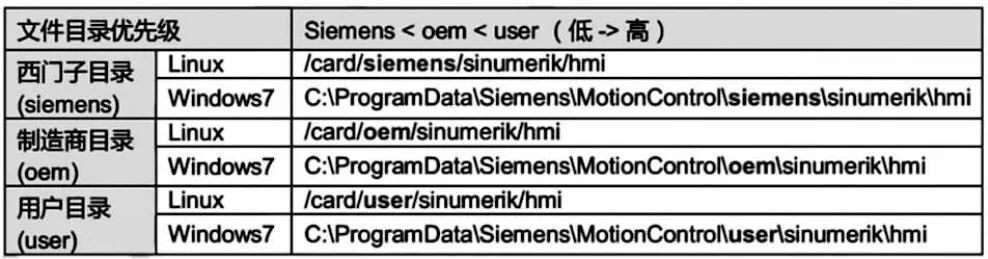
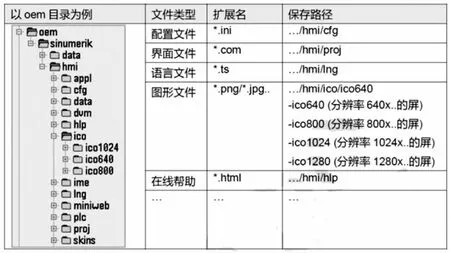
Run MyScreens界面开发是基于系统定义好的框架和固定语法进行编程,运用界面底层的代码和算法实现用户工艺应用的需求,通过.com编译器和.ini初始文件来实现。开发工具采用Notepad++或记事本,界面文件按图11所示进行优先级划分,开发的程序代码文件按图12进行配置。
2.2 人机界面设计
主配置文件“easyscreen.ini”,用于定义界面使用的.com界面文件及其属性,文件放置在“...usersinumerikhmicfg”,程序代码如下:

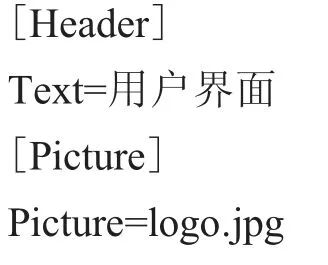
配置文件“custom.ini”,用于创建用户启动窗口(图13),文件放置在“...usersinumerikhmicfg”,程序代码如下:

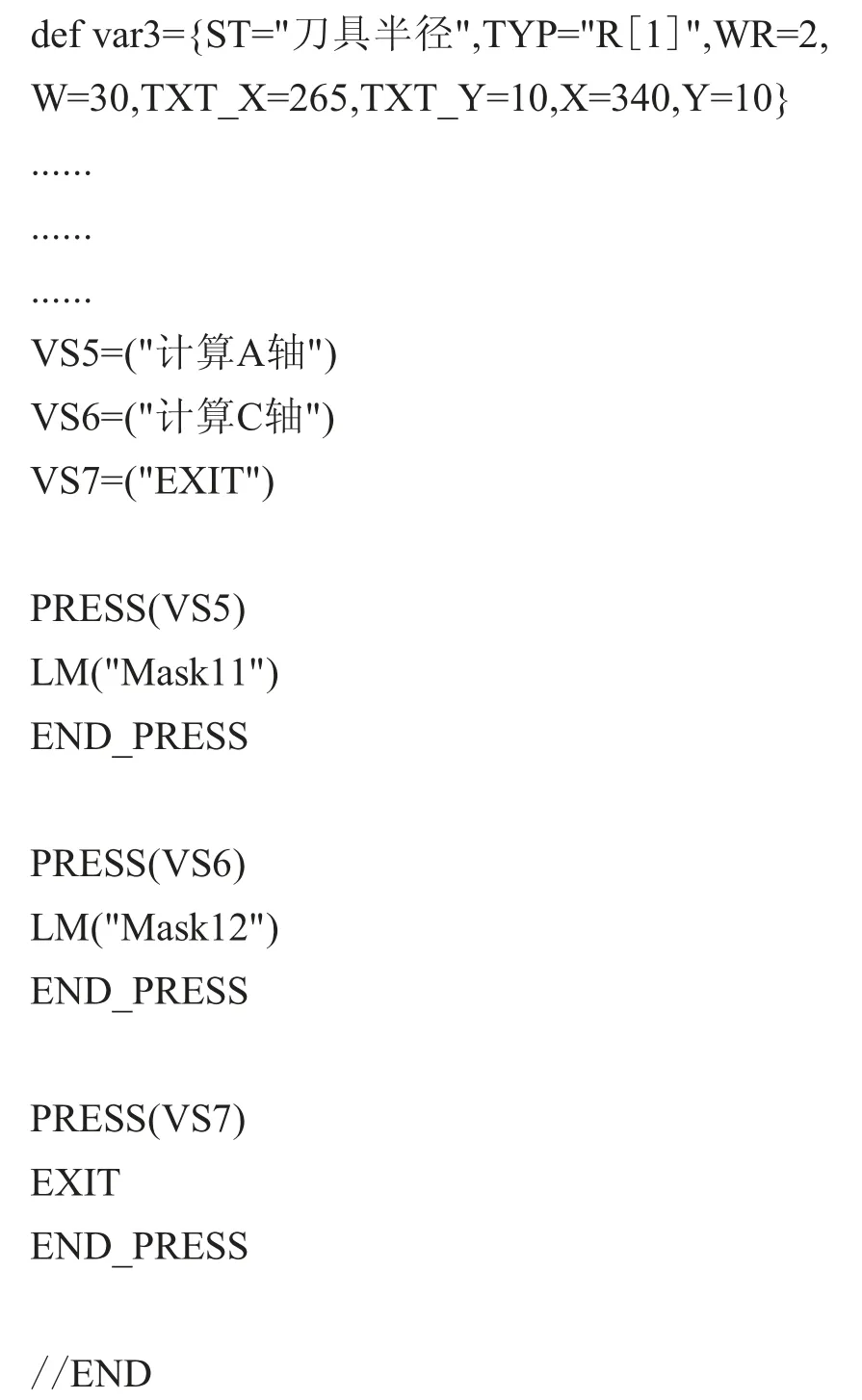
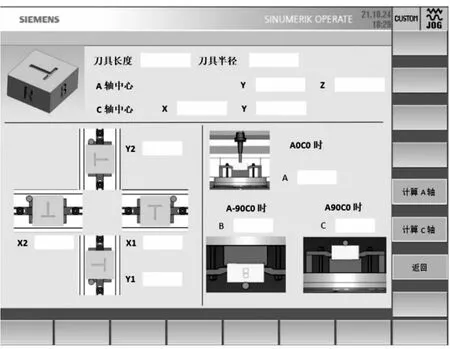
回转中心测量程序文件“custom.com”开发设计了A、C轴回转中心零点自动计算的功能,文件放置在“...usersinumerikhmiproj”,界面如图14所示。其程序代码如下:

3 结语
本文所设计开发的五轴回转中心自动测量界面以G996RT数控加工中心为例,应用于西门子数控系统,能快速实现机床回转中心位置的测量,通过对数控系统参数的调整,保证回转轴的精度指标,避免在长期加工过程中由于零位的变化造成加工精度下降,能够提高零件的加工尺寸精度,因而具有一定的推广应用价值。
