ZW636高镜面塑料模具钢的开发
2022-09-25王建华曹立军崔瑞婷张长春张海英
王建华,曹立军,崔瑞婷,张长春,张海英
(1.唐山志威科技有限公司,河北遵化 064200;2.河北省工模具钢技术创新中心,河北遵化 064200)
1 引言
随着生活水平提高,人们对日常生活用品表面美观度提出了更高的要求,高端塑料模具消耗量飞速增长,高端镜面塑料模具钢需求量也随之提高。但高镜面塑料模具钢的生产企业多分布在日本、德国和瑞典等国家,其模具钢质量稳定性好,而我国生产能力不足,质量波动大,导致高端塑料模具钢大部分依赖进口,价格几倍于国产同质量水平的塑料模具钢[1]。发展高镜面等高端塑料模具钢势在必行。唐山志威科技有限公司生产的高镜面塑料模具钢ZW636,硬度38~42HRC,可抛光至8000#,目前最大厚度达800mm。
2 主要技术要求
(1)成分要求。成分按照表1进行控制。

表1 化学成分标准 wt%
(2)硬度要求。预硬化黑皮状态交货,截面硬度38~42HRC,芯部≥37HRC。
(3)非金属夹杂物。非金属夹杂物按GB/T 10561的A法进行检验,检验结果应符合表2要求。

表2 非金属夹杂物级别
(4)晶粒度。按照GB/T 6394进行晶粒度检测,实际晶粒度≥5级。
(5)超声检测。锻件要求逐支100%进行探伤,按SEP1921标准第三组进行探伤,合格级别满足E/e级要求。
(6)抛光等级。在模块冒口端面靠中心位置取100×100mm试块进行抛光。抛光流程:去除锯切痕(砂轮机和砂轮片)→砂纸抛光(100-1000#砂纸)→钻石抛光膏抛光(抛光面上无肉眼可见的抛光痕迹)→表面擦拭→评级。评级标准:1cm范围内0~1个麻点,抛光为合格,按8000#等级标准进行测试,通过测试为合格。
3 工艺流程
ZW636ESR生产工艺:电炉→钢包精炼→真空脱气→模铸→保护气氛电渣重熔→高温扩散→换向锻造→正火扩氢处理→调质处理→超声波探伤→表面质量检验→喷标→检斤入库。
4 生产试制
4.1 冶炼过程
电炉冶炼完毕后,取样检测磷含量,控制磷≤0.010%后出钢,出钢过程加入铝块进行沉淀脱氧、造渣料进行渣洗及合金化。钢水到达LF后,采用铝粒和高纯碳化硅进行扩散脱氧,精炼时间≥60min,白渣保持时间≥20min。钢水到达VD,通氩气搅拌,在真空度≤67Pa下,真空度保持时间20min,软吹>15min,氩气保护浇铸模铸电极坯。模铸电极坯表面磨光,渣料进行烘烤后进行电渣重熔。
4.2 高温均质化加热和锻造过程
高温均质化加热:坯料尽管已经经过电渣重熔过程,但铸态合金因凝固时溶质原子再分布,易导致凝固后合金元素的不均匀分布,从而引起枝晶偏析,通过高温扩散均质化加热,改善了C、Mn、Cr和Mo等元素的偏析情况[2]。
锻造和成形:保证足够锻比,保证芯部组织的锻透、压实和晶粒充分破碎,同时保证最后一火锻比>1.5。
4.3 正火扩氢和淬回火过程
电渣锭锻造成形后,进行正火扩氢和淬回火。此钢种为白点敏感钢,尤其在雨季,扩氢时间应适当延长。
5 产品检验结果
模块回火后进行探伤,根据探伤结果平头,检测硬度,并在两端取片进行高倍检验。经检验,探伤、硬度、高倍均符合技术要求。
以下检验结果为规格610×1,510mm模块实测结果。
5.1 成分检验结果
化学成分如表3所示。

表3 化学成分 wt%
[O]=6ppm,[N]=51ppm,[H]=0.5ppm,成分满足技术要求,且成分均匀。
5.2 硬度检验结果(两个端面5点L型硬度)
使用便携式里氏硬度计在模块两端锯切面检测硬度,图1所示为端面硬度点位置,结果如表4所示,满足技术要求,硬度均匀性为2.7HRC。

图1 硬度检测位置
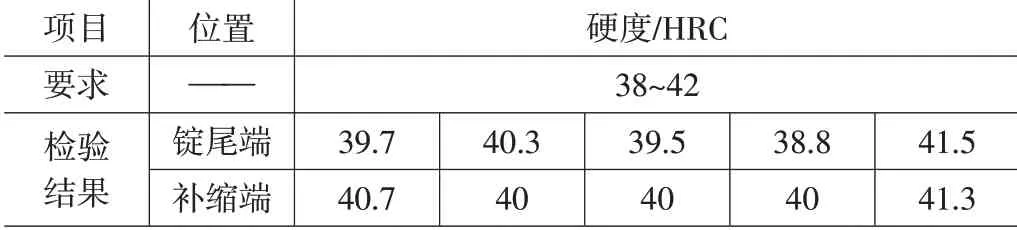
表4 硬度结果
5.3 非金属夹杂物检验结果
非金属夹杂物检验结果如表5所示。1/4宽度非金属夹杂物如图2所示,中心非金属夹杂物如图3所示。

表5 非金属夹杂物检验结果

图2 1/4宽度非金属夹杂物100×

图3 中心非金属夹杂物100×
5.4 晶粒度检验结果
检验位置:补缩端1/4宽度和中心
检验结果:如图4、图5所示,6级。

图4 1/4宽度晶粒度200×

图5 中心晶粒度200×
5.5 金相组织
在补缩端取片检验1/4宽度和中心位置观察金相组织,组织为回火索氏体。组织均匀,无明显偏析。如图6、图7所示。

图6 1/4宽度金相组织(50×和500×)
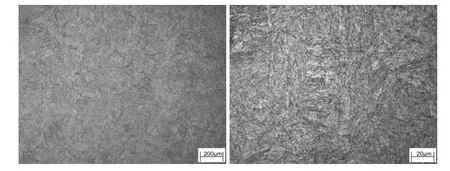
图7 中心金相组织(50×和500×)
5.6 超声检测
按SEP1921标准第三组进行模块大面和侧面探伤,未发现裂纹、疏松和缩孔等缺陷,未发现任何超声波缺陷,完全满足E/e级要求。
5.7 抛光检测
在材料端面靠中心位置取100×100mm试块进行抛光。抛光亮度为8000#,抛光效果评分为90%(1cm范围麻点数为0~1个),适用于大灯灯罩、尾灯双色和空调面板等模具。
6 结论
(1)ZW636ESR高镜面塑料模具钢生产工艺已成熟稳定,并已固化。
(2)ZW636ESR模块硬度38~42HRC,同截面硬度均匀性≤3HRC,满足要求。
(3)各类非金属夹杂物级别均≤1.0级。组织均匀,无明显偏析。晶粒度6级,满足技术要求。
(4)ZW636ESR具有优异的抛光性能,可抛光至8000#,适用于大灯灯罩、尾灯双色和空调面板等模具。
