螺栓圆角滚压强化工艺方法
2022-09-23夏春和
夏春和
(沈阳飞机工业(集团)有限公司,辽宁 沈阳 110850)
引言
近些年,随着飞机行业的高速发展,飞机性能和使用寿命指标也不断提升。紧固螺栓作为飞机上使用量较大的零件,对其性能也提出了更高的要求,尤其是抗疲劳性能,不仅要求螺栓外螺纹热处理后滚压成型,而且要求螺栓的应力集中区也进行滚压强化。对于紧固螺栓来说,螺栓头部过渡圆角属于应力集中区(见图1),长时间在交变应力作用下螺栓最容易从该区域产生裂纹缺陷。螺栓圆角滚压强化可以延缓应力集中区域裂纹的产生,降低应力集中区域对疲劳性能的影响,使螺栓使用寿命大幅提升。

图1 螺栓应力集中区示意图
1 圆角滚压强化定义和机理
圆角滚压强化是在一定的压力下用滚轮对被加工零件过渡圆角进行滚压或挤压,使其发生塑性变形,形成强化的一种工艺方法[1]。圆角滚压强化可以较大幅度地改善螺栓过渡圆角部位的抗疲劳、抗应力腐蚀能力[2]。圆角滚压强化作用如下:
1.1 产生残余压应力
滚轮在滚压力的作用下,使圆角表层产生塑性变形,并产生残余压应力。螺栓在使用过程中主要承受拉应力作用,产生的残余压应力可以部分抵消或全部消除拉应力的影响,从而提高疲劳强度。
1.2 硬度提高
滚压可以使金属组织压实,在圆角处形成高硬度的致密层。这个致密层可以使螺栓的机械强度和疲劳强度得到提高。
1.3 表面粗糙度值降低
滚压对螺栓过渡圆角有一个光整压光作用,可使圆角表面粗糙度提升1~2级,粗糙度值Ra达到0.8 μm以下,减小了圆角处的应力集中,提高了疲劳强度。
2 圆角滚压强化方式及工装结构
现在使用较广泛的圆角滚压强化方式是单滚轮滚压强化,即在普通车床上通过一个滚轮施加压力对水平放置的零件进行强化。单滚轮滚压强化示意图如图2所示。

图2 单滚轮滚压强化示意图
单滚轮滚压强化使用的滚轮应具有一定的硬度和耐磨型,一般选用高速钢材料。滚轮安装在滚压工装——滚压架上,应可以自由、灵活地旋转。滚压架带动滚轮对螺栓过渡圆角施加压力,压力可以通过滚压架中弹簧的变形程度进行控制。压力大小可以通过滚压架上的压力刻度标记进行估读,也可以通过与弹簧连接的传感器进行直接读取。滚压架结构图如图3所示。
3 滚轮圆角半径选择原则
选择滚轮圆角半径大小是圆角滚压强化操作前的关键一步,滚轮圆角半径大小选择是否合适直接决定螺栓过渡圆角滚压强化效果的好坏。

图3 滚压架结构图
滚轮圆角半径r应小于螺栓过渡圆角半径R,即r<R。如果滚轮圆角半径r大于螺栓过渡圆角半径R,即r>R(见图4),则滚压时会出现滚轮只有两点与螺栓台肩、光杆外表面接触,过渡圆角区域未接触,圆角45°方向上需要强化的区域基本未滚压上,滚压效果不好;由于滚轮与螺栓台肩、光杆外表面是点接触,施加滚压力后过渡圆角会从单R变成双R的结构,这种结构不符合标准中过渡圆角的外形尺寸要求;滚压时滚轮只有两点接触,滚压力完全作用在滚轮这两个接触部位,长时间使用会加速滚轮的局部磨损,导致滚轮圆角不圆甚至损坏,影响滚轮寿命。一般来说,滚轮圆角半径应比螺栓过渡圆角半径小0.10 mm,滚轮圆角与螺栓过渡圆角接触面积较大,滚压可以达到较理想的效果。
螺栓过渡圆角一般磨削成型,过渡圆角R公差加严控制,控制在±0.10 mm内,即R±0.1。为了满足“滚轮圆角半径比螺栓过渡圆角半径小0.10 mm”要求,可以一次性成组制造多个公差的滚轮,方便滚压强化时挑选。滚轮圆角半径可制成三个公差。也可以根据螺栓过渡圆角公差范围相应调整滚轮圆角的公差。

图4 r>R时滚轮与螺栓接触情况
4 圆角滚压强化控制参数
圆角滚压强化属于一种特殊过程。滚压强化完毕后,破坏试验外滚压强化的效果无法直接、直观地检测出来,必须依靠滚压强化工艺参数、强化区域的变形量及外观质量等控制。
4.1 圆角滚压强化工艺参数
圆角滚压强化工艺参数主要分为滚压力和滚压时间[3]。工艺参数根据不同的材料强度、螺栓直径及过渡圆角会有所不同,参数大小可由疲劳试验确定。工艺参数确定后,制造过程应按要求严格控制。某材料圆角滚压强化工艺参数见表1。
4.2 圆角滚压强化变形量
螺栓过渡圆角进行滚压会在临近部位造成凸起变形,所产生的凸起变形过大,会影响螺栓的装配使用。另外,凸起变形量也成为是否严格控制滚压强化工艺参数的间接检测指标。变形量应使用光学投影仪检验。圆角滚压强化所允许变形量示意图如图5所示。所允许的变形量值参见表2。

表1 某材料圆角滚压强化工艺参数
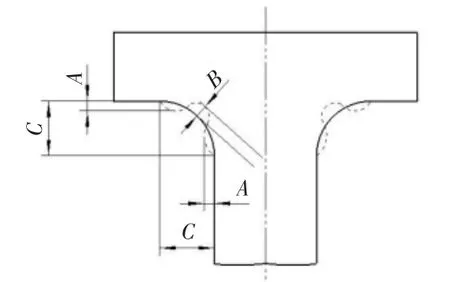
图5 圆角滚压强化所允许变形量示意图
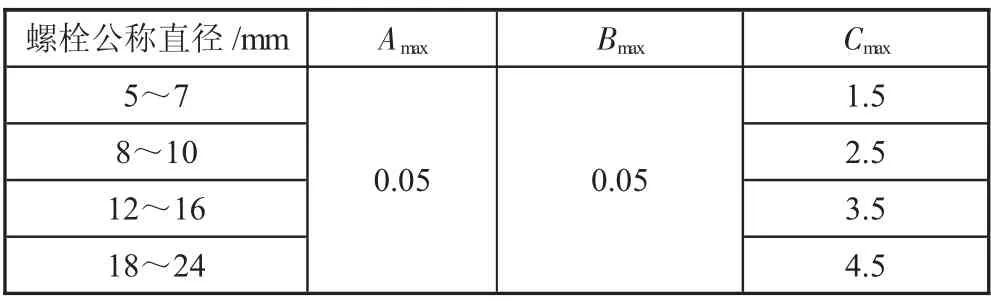
表2 所允许的变形量 mm
4.3 圆角滚压强化外观质量
螺栓过渡圆角滚压强化外观质量也是一个关键的参数。滚压强化后,圆角尺寸、表面粗糙度应符合相应图纸要求;滚压表面应呈光滑压光形貌。滚压后压光形貌如图6所示。目视检查圆角和所有承载表面,应无发裂或夹杂的痕迹。对于是否为裂纹存在争议时,可以采用磁粉探伤方法确认。

图6 滚压后压光形貌
5 圆角滚压强化操作流程
在普通车床上单滚轮滚压强化圆角,滚轮存在不能自动定心找正的缺点,容易造成需要滚压强化的区域没有强化到位或强化的区域较小未达到规定要求,螺栓过渡圆角出现起皮、双眼皮等问题。为了降低单滚轮滚压强化圆角方法缺陷的影响、提升滚压强化圆角的效果,在螺栓过渡圆角滚压强化操作流程上作了相应的要求。滚压强化的操作说明见下页表3。
6 结语
圆角滚压强化是一种提高螺栓抗疲劳性能的工艺方法,滚压强化过程中将滚轮圆角半径选择原则、滚压强化控制参数、滚压强化操作流程等因素进行合理的运用,可以有效地提升滚压强化效果。
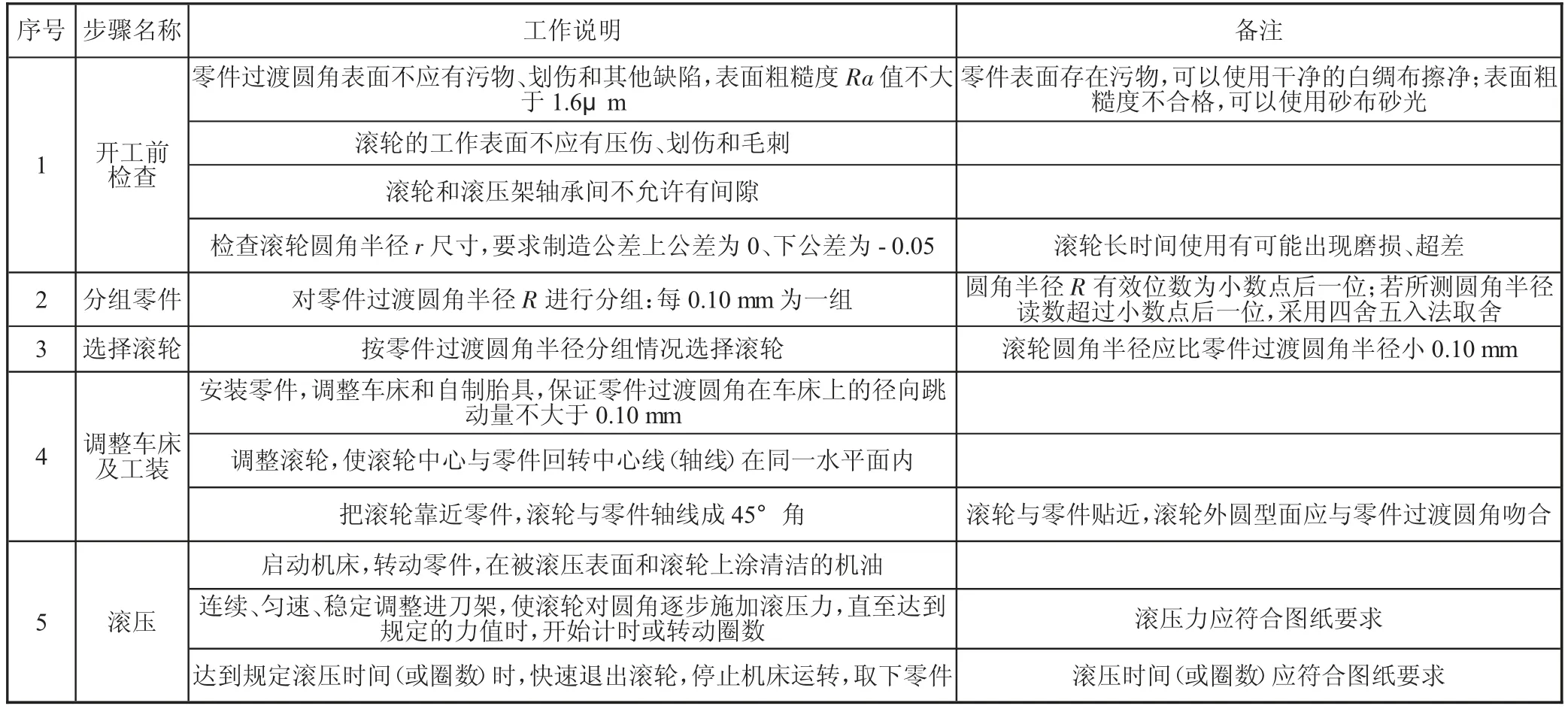
表3 滚压强化的操作流程说明