高卷曲聚醚酯/聚酯并列复合纤维的制备及其性能
2022-09-22李军令靳高岭柯福佑王华平
何 崎, 李军令, 靳高岭, 刘 津, 柯福佑, 陈 烨, 王华平
1. 东华大学 纤维材料改性国家重点实验室, 上海 201620; 2. 东华大学 材料科学与工程学院, 上海 201620; 3. 中国化学纤维工业协会, 北京 100020)
消费者生活品质日益提高,对纺织品的要求也在满足舒适度的基础上,向着高附加值方向发展[1-2]。高卷曲纤维具有良好的蓬松性、弹性、柔软性、稳定性和透气性,是功能舒适性产品中的重要产品之一。对于内衣、运动服和夏装来说,除良好的舒适性外,还要具有优良的吸湿排汗性能[3]。并列复合纤维是利用2种相容性较好的高聚物之间的收缩率差和应力差,形成稳定的三维螺旋卷曲结构,具有优异的卷曲弹性及保形性能,在服用纤维上得到广泛的应用。
并列型聚酯基复合纤维的2个组分一般具有相容性好、热收缩差值大等特点。聚对苯二甲酸乙二醇酯(PET)和聚对苯二甲酸丙二醇酯(PTT)是应用最广泛的复合双组分弹性纤维的原料,2个组分在牵伸及后处理过程中产生的热收缩差及应力差,使复合纤维形成具有永久稳定的三维螺旋卷曲结构[4-6],其优异的卷曲弹性,在女士内衣、丝袜、织带等弹性织物以及高品质裤料、裙料等领域得到广泛应用。
并列复合纤维的高卷曲性和高弹性回复性是现在差别化纤维开发与应用所注重的,与传统的氨纶相比,此类并列复合纤维具有原料成本低、可熔融纺丝、生产效率高、弹性保持持久、耐氯漂、耐老化等优势[5-8]。但原料之一的PTT成本较高,在大规模生产上受到限制,所以选用价格低廉的聚对苯二甲酸丁二醇酯(PBT)代替PTT,但PBT/PET复合纤维仍存在卷曲率和卷曲回复率不足等问题,亟需进一步提高。通过共聚改性的方法在PBT中引入大分子链四氢呋喃均聚醚(PTMG)柔性链段,无定形的PTMG不仅可以提高复合纤维的弹性,醚键也易与水分子形成氢键,从而可进一步提升复合纤维的抗静电性能[9],使服用纤维具有高弹保形性能的同时,保持优异的舒适性。为此,本文以聚醚酯(PTMG-PBT)和PET为原料制备并列复合纤维,研究PTMG质量分数及热处理工艺对并列复合纤维亲水性能、力学性能、卷曲性能及染色性能等的影响。
1 实验部分
1.1 实验材料
PET和PBT切片,中国仪征化纤有限公司;聚醚酯(硬段为PBT,软段为PTMG,数均分子量为2 000 g/mol),上海益弹新材料有限公司,各原料参数如表1所示。分散蓝2BLN,深圳市德彩颜料化工有限公司。
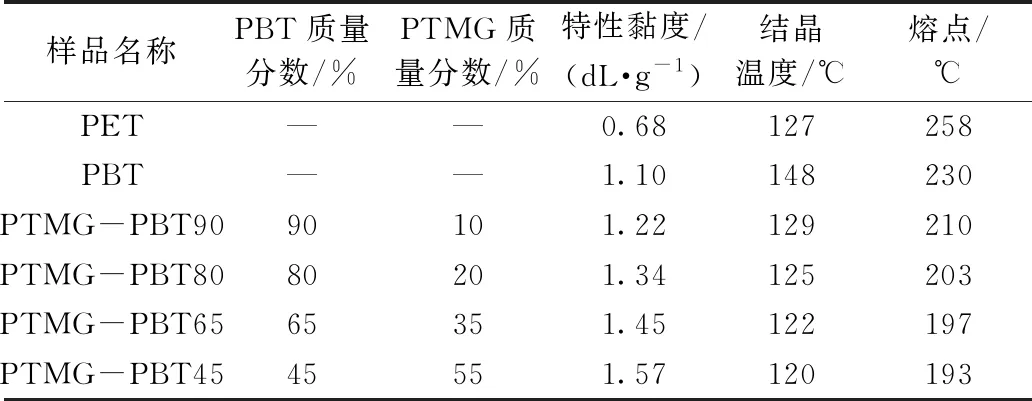
表1 原料切片基本性能参数
1.2 并列复合纤维的制备工艺
将PET、PBT和PTMG-PBT切片在DHJ914型转鼓烘箱中于120 ℃预结晶4 h,然后在165 ℃下烘料16 h,使切片中水分控制在0.003%以下。然后,通过自制的双螺杆熔融纺丝机制备得到并列复合纤维。牵伸温度为150 ℃,牵伸倍数为4.5倍。纺丝流程及工艺参数如图1和表2所示,所制得的并列复合纤维规格如表3所示。

表2 并列复合纤维纺丝参数
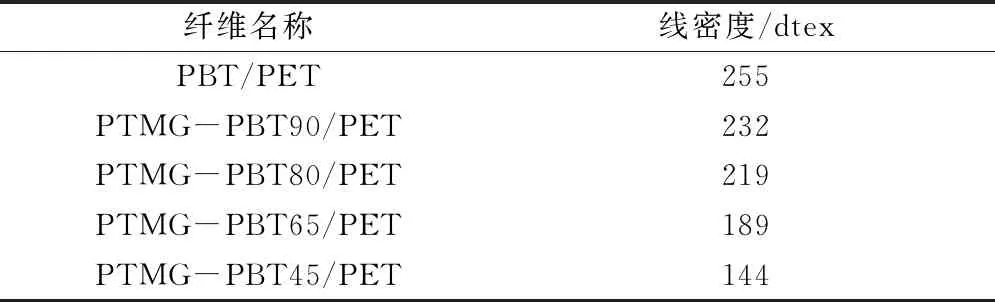
表3 并列复合纤维规格
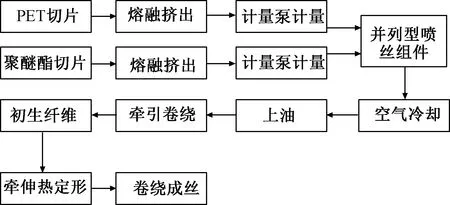
图1 并列复合纤维的制备流程
1.3 测试与表征
1.3.1 表面水接触角测试
首先,采用WZS10D型微型注塑机制备圆柱形PTMG-PBT聚醚酯样条;然后,采用OCA 40 Micro型接触角测量仪测试其水接触角,每个待测样选取5个不同点测试,结果取平均值。
1.3.2 吸水率与吸湿性能测试
按照GB/T 21655.2—2019《纺织品 吸湿速干性的评定 第2部分: 动态水分传递法》对聚醚酯试样的吸水率与吸湿性能进行测试。吸水率测试:将样条在120 ℃干燥24 h后取出称量,质量记为m1,然后浸泡在恒定温度为25 ℃的去离子水中,24 h后取出称量,质量为m2(均精确至0.1 mg)。吸湿率测试:另取试样质量为m3,在温度为25 ℃、相对湿度为65%的环境中平衡放置24 h后,取出称量,质量记为m4(均精确至0.1 mg)。通过下式计算试样的吸水率(W)及吸湿率(M):
W=(m2-m1)/m1×100%
M=(m4-m3)/m3×100%
1.3.3 体积比电阻率测试
采用ZC-90F型高绝缘电阻测量仪对并列复合纤维的电阻(Rv,Ω)进行测试,每个试样测试5次计算平均值,根据下式计算复合纤维的体积比电阻率(ρ):
ρ=RvS/d
式中:S为横截面积,m2;d为平均厚度,m。
1.3.4 取向性能测试
采用SCY-Ⅲ型声速取向仪测试并列复合纤维的取向度,预加张力约为0.1 cN/dtex。
1.3.5 力学性能测试
采用XN-1A型氨纶弹性仪测试并列复合纤维的断裂强度和断裂伸长率。夹持距离为200 mm,拉伸速度为200 mm/min,每个样品分别测试20次以上取平均值。
1.3.6 沸水收缩率测试
根据GB/T 6505—2017《化学纤维 长丝热收缩率试验方法(处理后)》,取一定长度并列复合纤维长度记为L0,将纱布包好的纤维在恒温水浴箱中浸泡30 min后,测试纤维的长度记为L1(均精确至0.01 mm),根据下式计算纤维的沸水收缩率(S):
S=(L0-L1)/L0×100%
1.3.7 卷曲性能测试
取一定长度并列复合纤维固定一端,对纤维施加轻载荷,此时纤维长度为L2;再给纤维施加重负荷,记纤维长度为L3,保持30 s后除去重负荷,纤维回复2 min后记纤维长度为L4(均精确至0.01 mm),按照下式计算纤维的卷曲率(J)及卷曲回复率(Jw):
J=(L3-L2)/L3×100%
Jw=(L3-L4)/L3×100%
为分析干热处理和湿热处理对并列复合纤维卷曲性能的影响,对其进行进一步热处理。干热处理:将纤维在不同温度的鼓风烘箱中进行干热处理一定时间,取出后在标准环境下静置24 h后进行性能测试。湿热处理:将纱布包好的纤维在不同温度的恒温水浴锅中湿热处理不同时间,取出自然干燥后,在标准环境下静置24 h进行性能测试。
1.3.8 常压上染率测试
依据GB/T 6508—2015《涤纶长丝染色均匀度试验方法》,按照1∶20的浴比将并列复合纤维在60 ℃的皂液中煮练20 min,除去表面的油剂。然后,配制质量分数为2%的分散蓝2BLN染液,采用LambdaA35型紫外分光光度仪测量其吸光度,记为A0,并测量溶液的稀释倍数,记为N0;将纤维按照1∶50的浴比进行常压沸染60 min,取出纤维后测量染色后溶液的吸光度,记为Ai,计算染色后溶液的稀释倍数,记为Ni。按照下式计算纤维的上染率(Y):
Y=(1-AiNi/A0N0)×100%
2 结果与讨论
2.1 PTMG-PBT聚醚酯的亲水性能
图2示出不同PTMG质量分数聚醚酯的水接触角测试结果。可以看出:纯PBT的水接触角为88.12°;加入PTMG后,聚醚酯的水接触角逐渐降低,当PTMG质量分数为55%时水接触角最小,为63.81°。这是因为PTMG分子链中的醚键易与水分子结合形成氢键,使PMTG-PBT聚醚酯表面能增大,从而水接触角降低,亲水性能逐渐变好。

图2 不同PTMG质量分数PTMG-PBT的水接触角
表4示出PBT和PTMG-PBT的吸水与吸湿率及体积比电阻测试结果。

表4 PBT和PTMG-PBT的吸水吸湿性及体积比电阻
由表4可以看出,纯PBT的吸水吸湿性较差,加入PTMG后聚醚酯的吸水吸湿性变好,体积比电阻下降,吸水率最高可达4.10%,吸湿率为1.62%,体积比电阻为1.25×1010Ω·cm。这是因为 PTMG分子链中具有亲水性能的醚键,醚键上含有孤对电子,使通过质子实现电荷的转移更加容易,对聚醚酯的吸水吸湿性能具有促进作用;同时,柔性PTMG链段的质量分数增大,PTMG-PBT中无定形区的占比增大,分子链运动使得聚醚酯内部空隙变多,因此,吸水吸湿性及导电性能得到显著提升[10-11]。
2.2 取向性分析
图3示出PTMG-PBT/PET并列复合纤维的取向因子测试结果。可以看出,并列复合纤维的声速取向因子随着PTMG质量分数的增加呈现下降趋势,PTMG质量分数增加至55%时,取向因子从0.87降低至0.46,降低了约47%。在PTMG-PBT/PET并列复合纤维中,硬段PBT结晶微区规整度较高,而柔性PTMG链段呈无定形状态,PTMG质量分数越大,纤维内部不规则的非晶区含量越大,因此,取向度越低[12]。

图3 不同PTMG质量分数的并列复合纤维的取向性能
2.3 力学性能分析
表5示出PTMG-PBT/PET并列复合纤维力学性能测试结果。
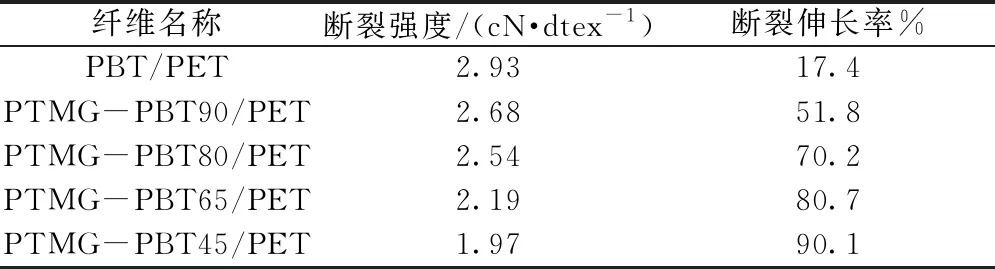
表5 并列复合纤维的力学性能
由表5可以看出,随着PTMG质量分数的增加,并列复合纤维的断裂强度整体呈现下降的趋势,当PTMG的质量分数为55%时,断裂强度仅为1.97 cN/dtex,而断裂伸长率则呈现上升的趋势,最高可达90.1%。这是因为高模量的PET组分对并列复合纤维的支撑作用被弱化,而低模量的PTMG-PBT组分逐渐起到主导作用。
2.4 沸水收缩率分析
图4示出PTMG-PBT/PET并列复合纤维的沸水收缩率随PTMG质量分数的变化。可以看出,并列复合纤维的沸水收缩率随着PTMG的加入明显升高,最高可达20%。这是因为柔性链段PTMG的增加使并列复合纤维中非晶区增加,在较高温度下无定形区受热易发生解取向,纤维发生热收缩从而使沸水收缩率提高[13]。
2.5 卷曲性能分析
并列复合纤维的双组分在经过牵伸取向后,由于双组份不同的取向产生的应力差赋予了纤维卷曲结构。图5示出不同PTMG质量分数的PTMG-PBT/PET并列复合纤维的卷曲率。可知,PTMG质量分数的增加赋予了并列复合纤维更好的卷曲率,最高可达到48%。
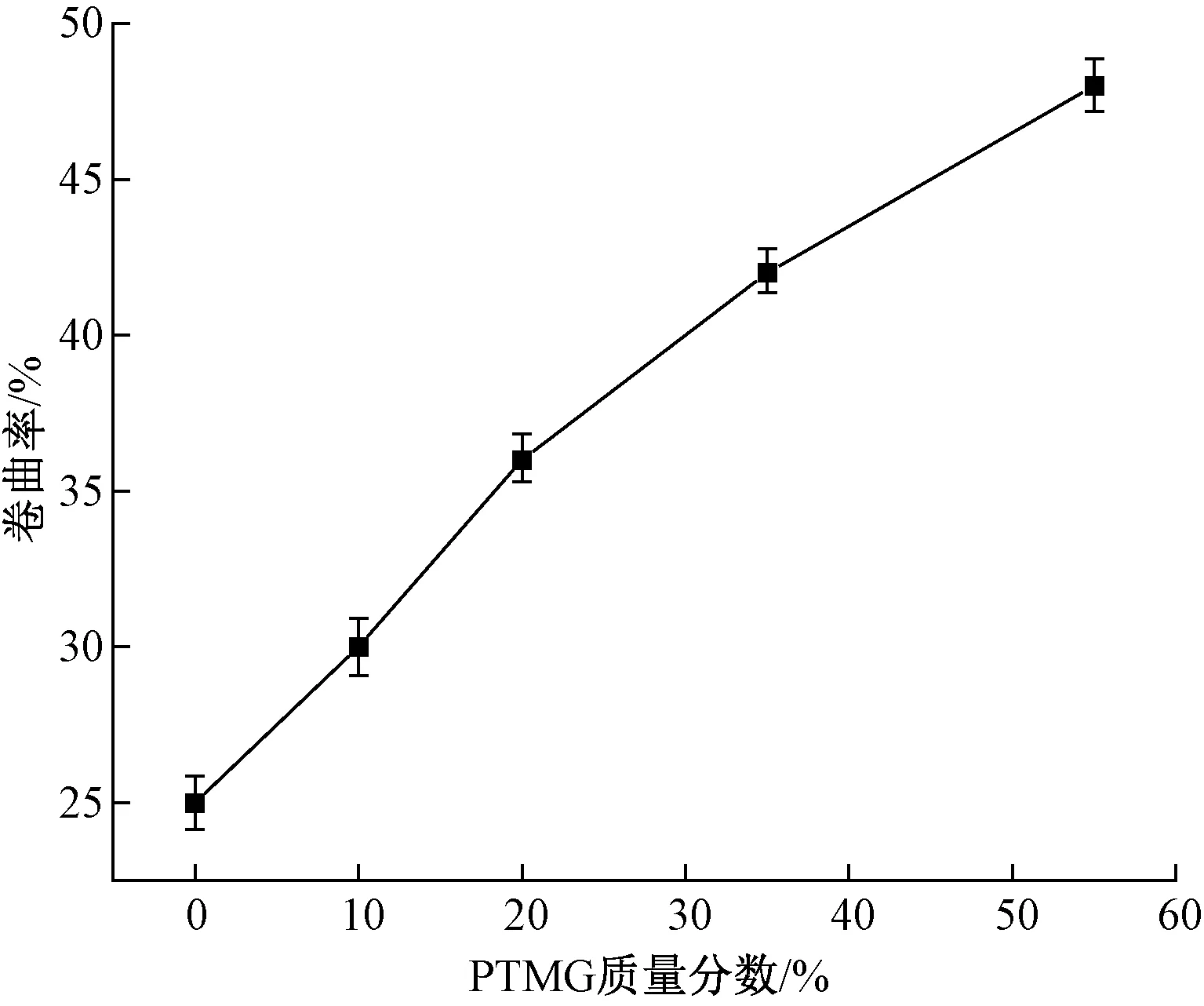
图5 不同PTMG质量分数的并列复合纤维的卷曲率
并列复合纤维的2个组分在受热时热收缩率不同,在热处理过程中,复合纤维内部的热收缩应力能够得到充分释放,从而获得更加稳定的三维卷曲结构,是提高并列复合纤维卷曲性能的重要方法,热处理可分为干热处理和湿热处理[14]。图6示出干热处理工艺对不同PTMG质量分数的并列复合纤维卷曲性能的影响。由图6(a)可知,当干热处理温度上升时,并列复合纤维的卷曲率呈现先增加后降低的趋势。这表明并列复合纤维在后期热处理过程中,PET纤维和PTMG-PBT纤维在100 ℃的收缩差达到最大值,从而表现出最好的卷曲性能。由图6(b)可知,并列复合纤维的卷曲率随着干热处理时间的增加先升高后下降。综上,PTMG-PBT/PET并列复合纤维在100 ℃的干热处理条件下处理5 min,卷曲性能达到最佳,其卷曲率为65%,卷曲回复率为52%。

图6 干热处理对并列复合纤维卷曲性能的影响
图7示出PTMG-PBT45/PET并列复合纤维在100 ℃不同热处理工艺下的卷曲性能。可以看出,复合纤维的卷曲性能随着热处理时间的增大先提升后下降,且湿热条件下更利于纤维卷曲性能的提升。当湿热处理5 min时,并列复合纤维的卷曲率及卷曲回复率达到最高值,分别为70%和55%。在相同温度下,水分子比空气具有更高的能量,更有利于并列复合纤维吸收能量释放内应力,赋予纤维更好的卷曲性能[11]。

图7 不同热处理下并列复合纤维的卷曲性能
2.6 纤维的染色性能
并列复合纤维因其特殊的三维螺旋卷曲结构及优异的卷曲弹性,在染色时温度不宜设置过高。图8示出不同并列复合纤维常压沸染的上染率测试结果。

图8 不同PTMG质量分数的并列复合纤维的上染率
由图8可以看出:不含PTMG的并列复合纤维的上染率仅为84.12%;随着PTMG质量分数的增加,并列复合纤维的上染率逐渐上升,当PTMG质量分数为55%时,上染率最高,为93.25%,较PBT/PET并列复合纤维高12%。这是因为在较高温度下,柔性PTMG链段的加入提升了纤维无定形区含量,分子链运动时产生大量的瞬间孔隙,与醚键具有良好亲和性的染料分子能够更好地扩散进入到纤维内部,使纤维上染率提高[15]。
3 结 论
以聚醚酯(PTMG-PBT)和聚对苯二甲酸乙二醇酯(PET)为原料通过熔融纺丝制备了一系列添加不同质量分数PTMG的并列复合纤维,研究了PTMG质量分数及热处理对聚醚酯及其并列复合纤维亲水性能、卷曲性能和染色性能的影响,得到如下主要结论。
1)PTMG的质量分数越高,PTMG-PBT聚醚酯的亲水性能越好,水接触角越小,其中当PTMG质量分数为55%时,吸水率为4.10%,吸湿率为1.62%,接触角为63.81°,体积比电阻为1.25×1010Ω·cm。
2)并列复合纤维的卷曲性能随着PTMG质量分数的增加而增加;热处理能够进一步提升纤维的性能,在100 ℃下湿热处理5 min,PTMG质量分数为55%的PTMG-PBT/PET的并列复合纤维的卷曲率可达70%,卷曲回复率可达55%。
3)在常压沸染下,PTMG-PBT/PET并列复合纤维的上染率随着PTMG质量分数的增加而增加,上染率最高可达93.25%。