超临界锅炉水冷壁高温腐蚀原因分析及治理措施
2022-09-21国能神福龙岩发电有限公司史双伟
国能神福(龙岩)发电有限公司 史双伟
某发电公司2×640MW 燃煤发电机组,其锅炉为东方锅炉厂生产的DG1900/25.4—II2型超临界参数变压直流炉,单炉膛、一次中间再热、平衡通风、露天布置、固态排渣、全钢构架、全悬吊结构Π 型锅炉。锅炉最大连续蒸发量1960t/h;锅炉(B-MCR)燃煤量239.1t/h(设计煤种),设计煤种为甘肃华亭烟煤与陕西黄陵烟煤2:1混煤。锅炉炉膛宽22.12m、深15.5m、高62m,容积热负荷79.9kW/m3,断面热负荷4.36MW/m2,燃烧器区域壁面热负荷1.63MW/m2。炉膛下部冷灰斗水冷壁和中部水冷壁均采用螺旋膜式管圈,炉膛上部水冷壁均采用垂直管屏。
锅炉燃烧系统采用前后墙对冲布置的旋流燃烧器,燃烧器采用HT-NR3低NOx燃烧器。燃烧系统共布置有16只燃尽风喷口,36只HT-NR 燃烧器喷口,共52个喷口。燃烧器分前后墙各三层布置,每层共6只;在前后墙距最上层燃烧器喷口一定距离处各设有6个主燃尽风喷口,2个侧燃尽风喷口。HT-NR3燃烧器燃烧的空气被分为三股,它们是直流一次风、直流内二次风和旋流外二次风。煤粉及其输送用风(即一次风)经煤粉管道、燃烧器一次风管、文丘里管、煤粉浓缩器、燃烧器喷嘴后喷入炉膛;二次风经大风箱、燃烧器内、外二次风通道喷入炉膛;其中内二次风(兼作停运燃烧器冷却风)为直流,通过手柄调节套筒位置来进行风量的调节;外二次风为旋流,依靠气动执行器进行风量的调节。单只燃烧器内、外二次风的风量分配通过调节各内二次风套筒开度和外二次风调风器开度来实现。
制粉系统采用中速磨煤机一次风正压直吹式制粉系统,每台炉配六台中速磨煤机,燃烧设计煤种及校核煤种时,五台运行、一台备用。磨煤机编号与燃烧器编号一致,前墙从上往下A、B、C,后墙从上往下D、E、F,锅炉点火装置为等离子点火燃烧装置,布置在后墙F 层、共6台。油燃烧器2013年进行了改造,拆除了启动油枪,仅保留了C、F层12只点火油枪,作为锅炉辅助点火装置。每台锅炉烟风系统配置2台动叶可调轴流式送风机,2台双级动叶可调轴流式引风机,2台双级动叶可调轴流式一次风机和2台三分仓回转式空气预热器。图1中X为离前墙的距离,Y 为离炉膛底部的距离,Z 为离左侧墙的距离。
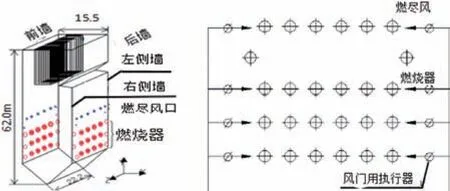
图1 锅炉燃烧器及燃尽风布局图
1 水冷壁存在问题
两台机组分别于2006年底和2007年中投产,2009年10月#6机组停运检查发现锅炉两侧墙烟气侧水冷壁(主燃烧区域)出现了严重高温腐蚀。水冷壁管高温腐蚀位置在A、B 侧墙中间位置,高度在第一层燃烧器至燃尽风上部,标高21.5米至39.5米,宽约7米。针对上述问题当时采取如下措施:对两侧墙腐蚀严重区域的壁厚低于5mm 水冷壁部分管段进行换管,共换500多根,面积约120m2;对未更换的水冷壁管进行喷涂处理。水冷壁管采用超音速电弧喷涂,丝材为45CT 镍铬合金丝材。喷涂区域为:A、B 侧墙中间位置,标高20m 至45m,宽约10m,面积500m2。
2011年2 月,#6机组停运检查发现两侧墙水冷壁从标高23.0m~38.5m 区域水冷壁烟气侧出现不同程度的高温腐蚀。此后几年每年对两台锅炉水冷壁高温腐蚀情况进行检查,发现问题不断蔓延,甚至冷灰斗位置也存在高温腐蚀现象且存在未燃尽煤粉颗粒及灰分粘附在管壁上。检查发现管道壁厚最薄为2.0mm,管壁腐蚀速度约1.2mm/年,每次机组A、B 级检修更换500~900根壁厚减薄超标的水冷壁管,并在换管后对高温腐蚀区域水冷壁管表面进行了防腐喷涂处理,但一直未能从根本上解决左右燃烧器区域侧墙水冷壁高温腐蚀严重的问题,严重影响机组安全运行。
2 高温腐蚀原因分析
经过对公司采购煤炭的成分及燃烧调整实验对水冷壁烟气成分统计分析,认为公司水冷壁高温腐蚀主要原因是硫腐蚀,还与腐蚀位置烟气存在的较高浓度还原性气氛CO 气体以及H2S 气体有关,个别严重位置还存在煤粉刷墙现象[1]。
入炉燃煤品质差是造成水冷壁高温腐蚀的主原因。公司地处不产煤地区,采购的煤炭品种较多,煤质波动较大,偏离设计煤种,入炉的掺烧煤硫分含量偏高(低硫煤含硫量约0.8%左右;高硫煤含硫量约2~3%)。高硫煤燃烧时产生的大量H2S、SO2、SO3、原子硫[S],破坏了管壁的Fe2O3保护膜后侵蚀管子表面,使金属管壁不断快速减薄,如不及时发现处理就会造成爆管。在使用挥发分较低的煤种时,因着火点温度相对较高、燃烧困难,容易产生不完全燃烧,在金属壁面附近形成CO 以及H2S 气体还原性气氛,增加对管壁的腐蚀性。

表1 改造前检测#6机组锅炉水冷壁还原性气氛(600MW O2=3.1%)
磨煤机分离器调节性能差。通过公司燃烧调整实验结果对制粉系统调节分析,针对神华煤种,推荐值R90在18%,但通过煤粉管道取样,发现各别磨煤机煤粉细度实测值R90在26%。较粗的煤粉颗粒质量重、惯性大,在对冲气流影响下冲刷侧墙水冷壁;而且煤粉的颗粒越大也就越不易燃尽,比较容易形成还原性气氛,产生高温腐蚀。同时,颗粒越大对壁面的磨损也越严重,也会破坏了水冷壁管外氧化保护膜,使烟气中腐蚀介质直接与管壁金属发生反应,加剧腐蚀[2]。
配风方式不合理,为追求低NOx、燃尽风比例过大,现场检查燃尽风小风门拉杆开度均位于最大值,致使燃尽风占比过高,导致主燃烧区域缺氧严重,煤中的硫由于缺氧生成H2S,此外SO2和SO3也会转变为H2S,从而加剧了水冷壁高温腐蚀;燃烧器存在缺陷。冷态检查燃烧器存在变形,损坏;燃烧器外二次风气动门不严密,导致燃烧器外二次风固定角度改变,最终导致当燃烧器开度一致时每个燃烧器进风量不一致。
燃烧器结构影响。公司采用的是HT-NR3燃烧器,它的外二次风导流筒扩散角较大、约为45°,较大的气流扩展角易导致气流飞边、煤粉刷墙贴壁,从而加剧了水冷壁的高温腐蚀。F 层燃烧器是等离子点火层,无煤粉浓缩器,燃烧器结构的发生改变导致输送煤粉的一次风刚性强、射流长,容易脱离二次风包裹,托底风不足煤粉掉落到冷灰斗。燃烧调整试验期间,试验停运F 层燃烧器,其冷灰斗处无煤粉且烟气气氛较好。
3 防止水冷壁高温腐蚀的治理措施
由于公司通过对水冷壁管减薄超过壁厚30%以上的水冷壁管进行换管处理,并对产生腐蚀的水冷壁及相邻区域进行防腐喷涂处理,未能从根本上解决水冷壁高温腐蚀的问题。通过对公司煤质、燃烧情况的分析,结合公司生产经营实际,公司对煤炭采购提出了严格“控硫分”要求,加强入炉煤粉细度监测,对锅炉进行了贴壁风改造改善侧墙燃烧状况,同时进行燃烧调整[3]。
3.1 严格控制采购煤炭的含硫量
公司明确规定采购煤炭的含硫量不得高于1.2%。
3.2 优化制粉系统,严格控制入炉煤粉细度
煤粉的粗细程度也会影响到燃烧的情况,如煤粉颗粒较粗燃烧的就不够完全,难以燃烧的煤粉将会腐蚀或是磨损管壁。由于公司采购煤种不一致,其高硫煤哈氏可磨性系数108、容易破碎,煤粉细度能够满足最佳值R90=13%,神华煤哈氏可磨性系数59、不易破碎,且前后墙最底层燃烧器对应的F、C磨煤机分离器折项挡板调节性能差,煤粉细度很难达到最佳值R90=18%,且磨煤机出力越大煤粉细度越难控制,根据公司实际情况对运行规程进行明确规定:如果不是影响机组负荷,给煤机最大给煤量不超过42t/h。制定煤粉细度监测制度,定期开展煤粉细度检测,对不合格的及时调整磨煤机分离器折向挡板,使煤粉细度达到要求标准。
3.3 对F 层和前后墙其他层两侧燃烧器进行改造
对F 层和前后墙其他层两侧燃烧器进行改造,并消除原有燃烧器存在的缺陷,并开展燃烧调整试验,根据实验结果调整燃烧参数[4]。
对两侧燃烧器进行改造,针对#1、#6 燃烧器将燃烧器外二次风导流筒扩散角从45°改成35°,降低二次风扩散范围,使一次风与二次风提前混合,强化风包粉,弱化燃烧器区域还原性气氛;将F 层燃烧器增加煤粉浓缩器,形成外浓内淡煤粉分布,弱化一次风刚性,减小一次风射流强度,强化风包粉效果。
增大主燃烧区过量空气系数。由于燃尽风的存在,导致锅炉主燃烧区域存在缺氧燃烧,其过量空气系数一般在0.75~0.9。为减小燃尽风进风量,增大主燃烧区过量空气系数,控制主燃烧区域过量空气系数在0.9左右;提高锅炉整体氧量,根据燃烧调整实验结果,580MW 推荐省煤器出口氧量3.0%,480MW 省煤器出口氧量3.5%,370MW 省煤器出口氧量4.6%。
3.4 开展水冷壁贴壁风改造
2019年4 月,#6机组B 修期间对减薄超标水冷壁管道进行了更换、燃烧器区域水冷壁进行了防腐喷涂处理,尤其是开展了水冷壁贴壁风改造,增加两侧墙氧量,降低两侧墙水冷壁区域还原性气氛。设计为改造后锅炉效率没有降低,炉膛两侧墙水冷壁近壁区烟气中O2浓度大于1%,炉膛两侧墙水冷壁近壁区烟气中CO 浓度小于3000ppm,两侧墙水冷壁近壁区烟气中H2S 浓度小于100ppm。改造方案如下:
在两侧墙各布置三层贴壁风,每层对应布置四个贴壁风喷口,喷口采用割除水冷壁鳍片与水冷壁让管形成,能有效覆盖水冷壁壁面区域,防止锅炉水冷壁管的高温腐蚀。在前后墙布置两层高速射流贴壁风,与侧墙贴壁风相互补充,实现对侧墙水冷壁的全覆盖。新增设的贴壁风喷口位置见图2;贴壁风系统改造后炉膛出口过量空气系数维持原设计值不变,贴壁风风率不大于锅炉入炉总风量的5%;侧墙贴壁风风道经侧墙的热二次风箱取风,通过小风道与侧墙水冷壁相连接;前后墙贴壁风取自空预器出口热一次风母管,上层插入侧燃尽风层,下层插入第三层燃烧器层[5]。
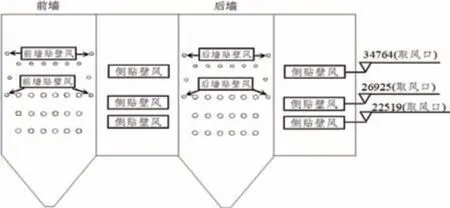
图2 贴壁风技术改造方案示意图
结论:公司在进行媒质优化、贴壁风改造和燃烧优化调整后,经试验测量,除冷灰斗处、其余位置有较好烟气气氛,水冷壁大部分近壁区烟气中CO浓度小于3000ppm。2020~2022年连续三年检查水冷壁高温腐蚀情况明显好转,没有发生大面积水冷壁管减薄超标情况,降低了水冷壁高温腐蚀速度,进而有效延长水冷壁的使用寿命,提升了机组的可靠性,同时减少水冷壁检修工作量,降低检修费用,缩短检修工期,获得了良好安全效益的和经济效益。
