基于侧开式预制条盒卷烟装填设备的开发与应用
2022-09-21吕小波马立桑丛李军邱仕强徐仕瑞聂鑫李芯茸
吕小波,马立,桑丛,李军,邱仕强,徐仕瑞,聂鑫,李芯茸
基于侧开式预制条盒卷烟装填设备的开发与应用
吕小波,马立,桑丛,李军,邱仕强,徐仕瑞,聂鑫,李芯茸
(红塔烟草集团有限责任公司,云南 玉溪 653100)
为解决预制条盒中支“玉溪境界”软盒硬化产品生产过程中存在的人工包装效率低下且成本较高问题。通过对YB65条盒包装机进行结构分析和改进,仅保留原机的二五排列的烟包推入装置,重新设计预制条盒供料及侧盖打开装置、烟包推入装置及预制条盒输出装置。预制条盒装填技术改变了原有条盒纸成型工艺,并对YB65条盒包装机与YB95条盒透明纸包装机的设备布局及相位进行调整,实现了侧开式预制条盒卷烟的包装成型工艺。以中支“玉溪境界”为测试对象,装填设备联机运行时速度达25条/min,设备效率达75.4%,废品剔除率为0.84%,较人工装填效率提升了19.3倍。设备投入使用后,实现了侧开式预制条盒卷烟的全自动生产,设备运行稳定可靠,且效率提升显著。
预制条盒;侧开式;YB65条盒包装机;烟包装填;效率
预制条盒卷烟包装属于异形包装的一种,预制条盒在高端卷烟中使用较多,其对增强烟包保护能力、提升卷烟档次感、品质感效果显著[1-2],同时可以将卷烟品牌和卷烟企业文化,包装风格所承载的信息直接地传递给消费者[3-6],但预制条盒与常规条盒纸在输送、成型过程中差异较大,现有包装设备无法满足生产需求[7],在实际生产中,各卷烟企业大多采用手工包装方式,由此带来生产效率低、成本高、供货周期长等问题[8]。针对以上问题,国外卷烟企业采用预制盒包装少,且批量小,常采用手工包装方式;国内已有卷烟厂开发了5支装、罐装、全开式、上开盖式等异形烟条包装设备,且有较多技术积累。如陆宇桢等[9]基于YB65A型条盒包装机开发了烟包翻转装置,实现了“十包立式”包装卷烟的生产,使包装机组运行效率由76.86%提高到85.40%;张钦等[10]开发出了基于X射线的异形烟烟包缺支检测系统,提高了异形烟包缺支检测效率;杨旭东等[11]针对异形烟条人工分拣效率低下的问题,开发了全自动异型烟码垛及包装流水线系统,实现了异形烟条的全自动堆垛及分拣;王伟琦等[12]为解决需人工完成预制条盒外透明纸包装效率低下问题,对YB95设备增加了独立动力装置及控制系统,实现了预制条盒透明纸自动化包装,提高了条透明纸包装质量及效率,陈涛等[13]为适应云烟“软大重九”的生产,解决人工成本高,生产效率低等问题,开发了上开盖式预制条盒卷烟生产设备。杨可杰等[14]为满足立群“休闲云端”预制条盒卷烟的大批量生产需求,开发出了全开式预制条盒卷烟包装设备,提高了全开式预制条盒卷烟的生产效率。目前行业内针对预制条盒包装研究较多,但是对于侧开式预制条盒卷烟包装设备的研究未见报道,为此,以云南中烟红塔集团生产的中支“玉溪境界”卷烟产品为对象,通过对侧开式预制条盒卷烟成型方式及特点进行研究,在YB65条盒包装机上进行改造,研发侧开式预制条盒卷烟装填设备,填补了侧开式预制条盒卷烟包装研究空白,实现对侧开式预制条盒卷烟包装工艺的全自动联机生产,提高了生产效率,降低了生产成本。
1 存在问题
传统条盒纸厚度约为0.3 mm,条盒纸为平面结构,且采用预裁切在线成型工艺,而中支“玉溪境界”预制条盒厚度为2.0 mm,采用预成型在线装填工艺,预制条盒为立体结构,开启方式为侧开盖式,对烟包的保护能力显著增强,同时对卷烟产品品质感及高端感提升明显。传统条盒纸与侧开式预制条盒结构对比见图1。因预制条盒材质及成型工艺变化较大,原有YB65条盒包装机已无法满足生产要求,如果采用手工包装生产,则存在生产效率低、成本高等问题,不能满足侧开式预制条盒卷烟批量化生产的需求。
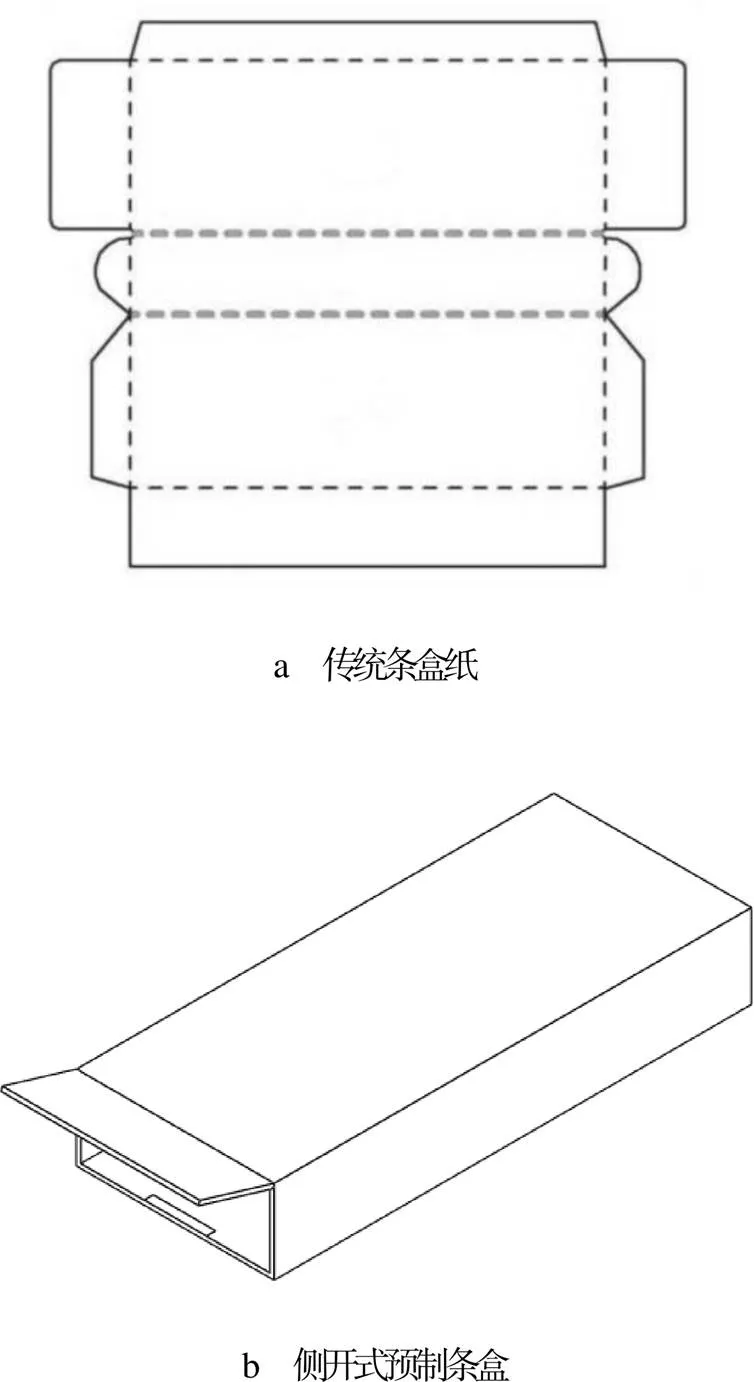
图1 传统条盒纸与侧开式预制条盒对比
2 改进方法
针对预制条盒中支“玉溪境界”软盒硬化产品生产过程中存在的人工包装效率低下且成本较高的问题,通过对YB65条盒包装机进行结构分析和改进,改造仅保留原机的二五排列的烟包推入装置,重新设计预制条盒供料及侧盖打开装置,烟包推入装置及预制条盒输出装置。预制条盒装填技术改变了原有条盒纸成型工艺,并对YB65条盒包装机与YB95条盒透明纸包装机的设备布局及相位进行调整,实现侧开式预制条盒卷烟的包装成型工艺。
2.1 成型工艺
保留YB65条盒包装机的传动箱体,拆除条盒纸输送及上胶装置,并将YB95设备向右侧平移230 mm(约为一条烟条长度),增加预制条盒料库供料装置、横向烟包推送装置、预制烟条输出装置。其工艺流程为:YB55小盒透明纸包装机输出的烟包由双联推杆将二五平包的10盒烟组向右推送5盒烟包宽度距离后(1位置),由YB65条盒包装机原机的推入装置将二五排列的烟包向前推送278 mm(2位置),再由横向烟包推杆将烟包推入已打开侧盖的预制条盒内(3位置),烟包装填完成后,由预制条盒输出装置推杆将预制条盒推出,同时由盒盖闭合机构完成侧开盖的闭合,输送至YB95条盒透明纸包装机(4位置);推杆回退时预制条盒在料库内因重力自由下落(5位置),在料库末端由开盖机构将预制条盒一侧盒盖打开(6位置),下落到料库最底端后再次完成烟包装填,其工艺路线见图2。
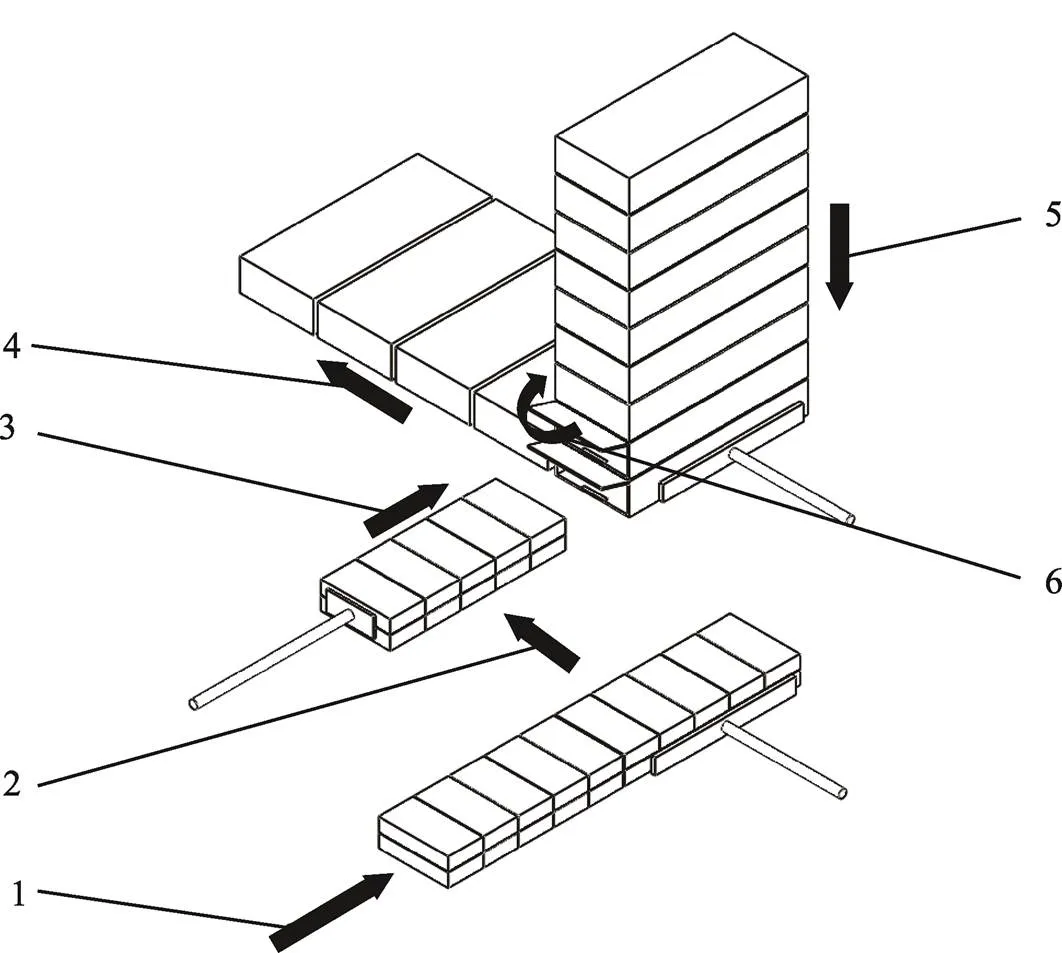
1.YB55小盒透明纸包装机输出烟包;2.YB65条盒包装机推烟杆将烟组向前输送;3.横向推杆完成烟包装填;4.预制条盒输出;5.预制条盒在料库内自由下落;6.开盖。
2.2 结构组成
侧开式预制条盒卷烟装填设备安装于YB65条盒包装机的箱体上并与YB95条盒透明纸输入通道连接,功能为将YB55小盒透明纸包装机输出的烟包完成预制条盒装填后输入至YB95条盒透明纸包装机第一提升器,完成条盒透明纸的包装。YB55小盒透明纸包装机通过万向联轴器将动力分别提供给YB65条盒包装机和YB95条盒透明纸包装机,侧开式预制条盒卷烟装填设备为外置动力,并保持整套系统密切结合、协调一致,因此系统设计时要做到:YB55小盒透明纸包装机、YB65条盒包装机、YB95条盒透明纸及侧开式预制条盒卷烟装填设备相位协调一致;需拆除原YB65条盒包装机的条盒纸输送、成型及检测机构,充分利用设备原有的安装空间;增加缺包检测、烟包阻塞检测,当发生缺包或烟包变形时及时停机[15],杜绝质量缺陷和防止设备损坏[16]。侧开式预制条盒卷烟装填设备结构组成见图3。
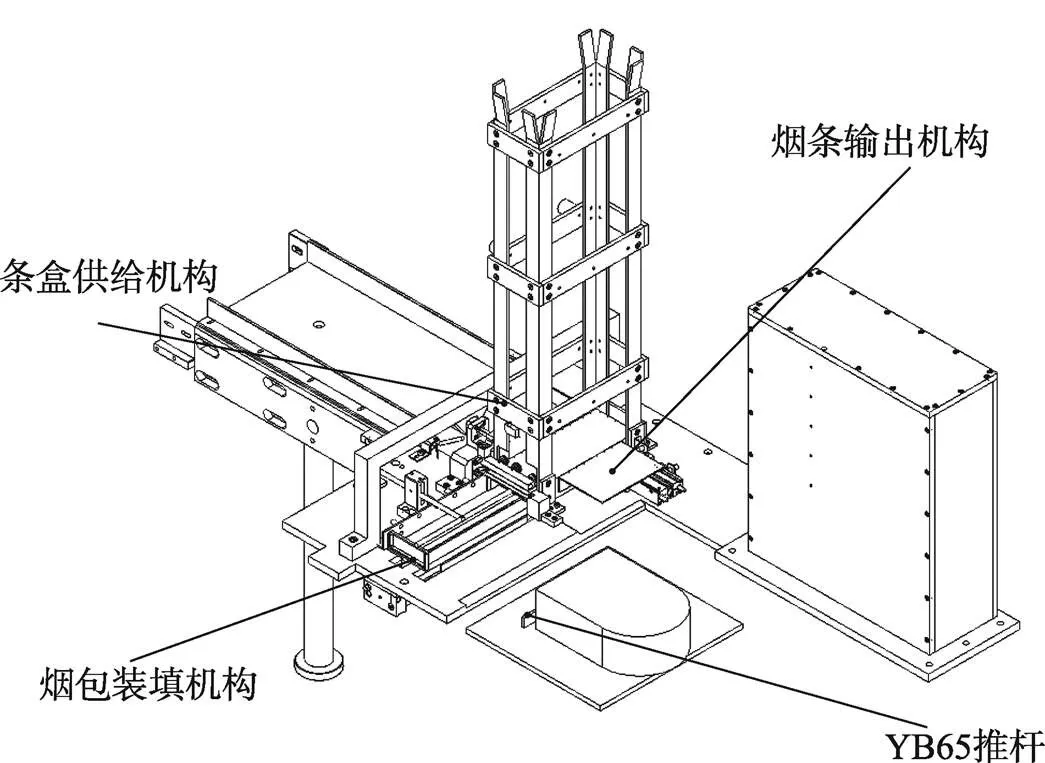
图3 侧开式预制条盒卷烟装填设备示意图
如图3所示,侧开式预制条盒卷烟装填设备包括烟包装填机构、条盒供给机构、烟条输出机构、YB65推杆。YB65推杆将YB55小盒透明纸包装机二五平包排列的烟组向前推送至烟包装填机构,完成缺包及烟包变形检测后被推入已打开盒盖的预制条盒内,完成烟包装填;条盒供给机构设置有料库,预制条盒在重力作用下自由下落,在料库末端由吸盘打开预制条盒的一侧盒盖,等待烟组推入;完成烟包装填后,由烟条输出机构将烟条推出,且由盒盖闭合机构完成盒盖闭合,最后输出至YB95条盒透明纸包装机的第一提升器,由YB95条盒透明纸包装机完成条盒透明纸包裹。
2.2.1 烟包装填机构
烟包装填机构包括底板、气缸、烟包推板、烟包到位检测器、烟包变形检测器、摆杆座、烟包变形检测摆杆、挡板、缺包检测器、YB65条盒包装机下折叠片、YB65条盒包装机推杆,见图4。挡板上设置5个缺包检测器,可完成缺烟包检测,同时设置烟包到位检测器,可检测烟包是否推送到位。当烟包发生变形时,烟包变形摆杆检测会发生摆动,触发烟包变形检测器,将信号传递到控制系统,设备停机。当烟包推送到位后,烟包推板在气缸的推动下,完成烟包的装填。
2.2.2 预制条盒供给机构
预制条盒供给机构包括底板、旋转气缸支架、旋转气缸、料库、开盖检测器、吸盘、旋转气缸摆臂、盒盖挡片,见图5。料库安装于底板上,预制条盒可在料库内自由下落,完成预制条盒供给。旋转气缸摆臂上安装有吸盘,吸盘与负压气路相连,在旋转气缸的带动下,旋转气缸摆臂可在0°至100°间摆动,实现预制条盒左侧盒盖打开;并在旋转气缸摆臂上方设置开盖检测器,可对预制条盒开盖状态进行检测,当盒盖未打开时,检测器将信号传递给控制系统,设备停机。当打开盒盖的预制条盒下落至底板时,盒盖挡片为盒盖提供支撑,使预制条盒始终保持盒盖打开状态,便于完成烟包装填。
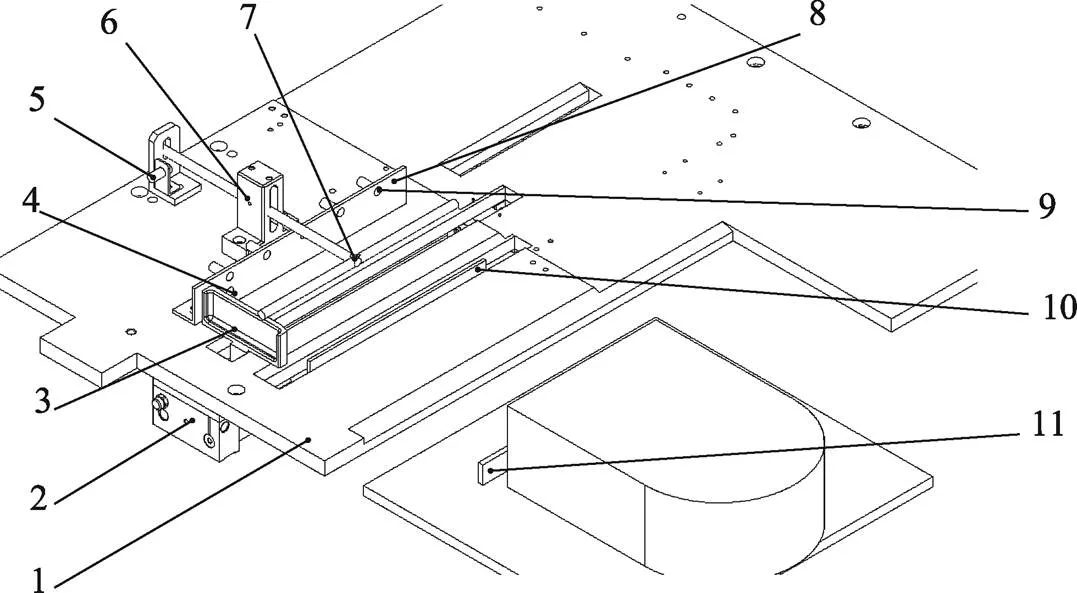
1.底板;2.气缸;3.烟包推板;4.烟包到位检测器;5.烟包变形检测器;6.摆杆座;7.烟包变形检测摆杆;8.挡板;9.缺包检测器;10.YB65条盒包装机下折叠片;11.YB65条盒包装机推杆。

1.底板;2.旋转气缸支架;3.旋转气缸;4.料库;5.开盖检测器;6.吸盘;7.旋转气缸摆臂;8.盒盖挡片。
2.2.3 烟条输出机构
烟条输出机构,如图6所示,包括底板、盒盖导片、盒盖导杆、输出通道、后部挡板、导向片、活动导片、烟条推板、气缸。活动导片由气缸带动,可自由上下移动,当预制条盒下落前,活动导片向上运动,对预制条盒起导向作用,当完成烟包装填后,活动导片下落,烟条推板由气缸带动,推动烟条向前输送,预制条盒盒盖在盒盖导杆、盒盖导片、导向片的导向作用下,完成预制条盒盒盖闭合,由烟条推板的推动下向前输送,经输出通道输送至YB95第1提升器,完成烟条的输送。
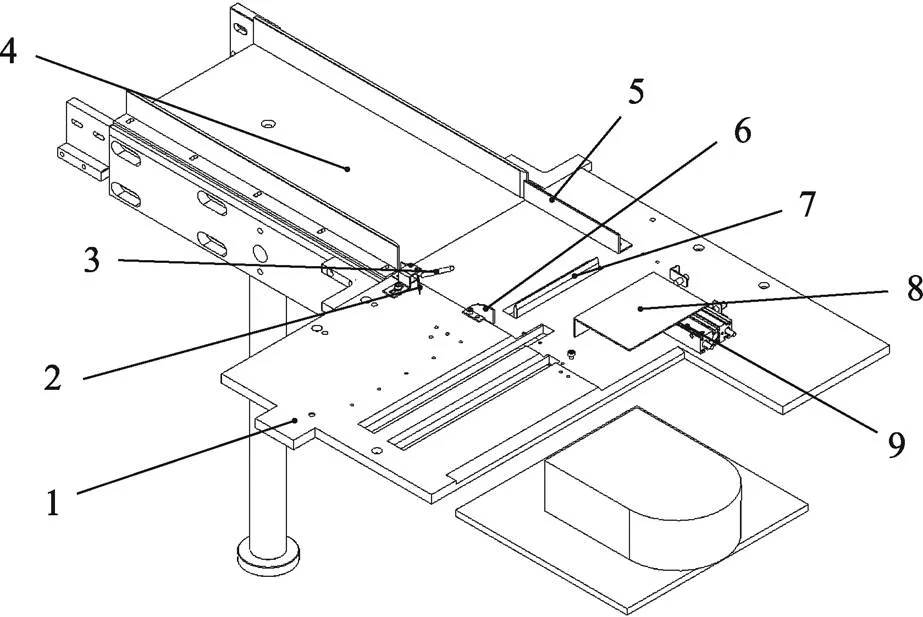
1.底板;2.盒盖导片;3.盒盖导杆;4.输出通道;5.后部挡板;6.导向片;7.活动导片;8.烟条推板;9.气缸。
2.2.4 控制系统设计
侧开式预制条盒卷烟装填设备在YB65条盒包装机基础上进行改造,通过对传动万向联轴器的调整,使YB95条盒透明纸包装机第1提升器相位与装填设备烟条推出相位协调一致。改进前YB65推杆、YB95第1提升器相位图见图7,改进后YB95第1提升器、烟包推板板、烟条推板、活动导板、旋转气缸相位图见图8。对比图7与图8可得,改进后第1提升器运动节拍向后推迟,由原来的在相位78°下降变为从150°开始下降,由原相位190°上升变为从260°开始上升,使烟包推板,烟条推板,活动导片运动相位协调,不发生干涉。
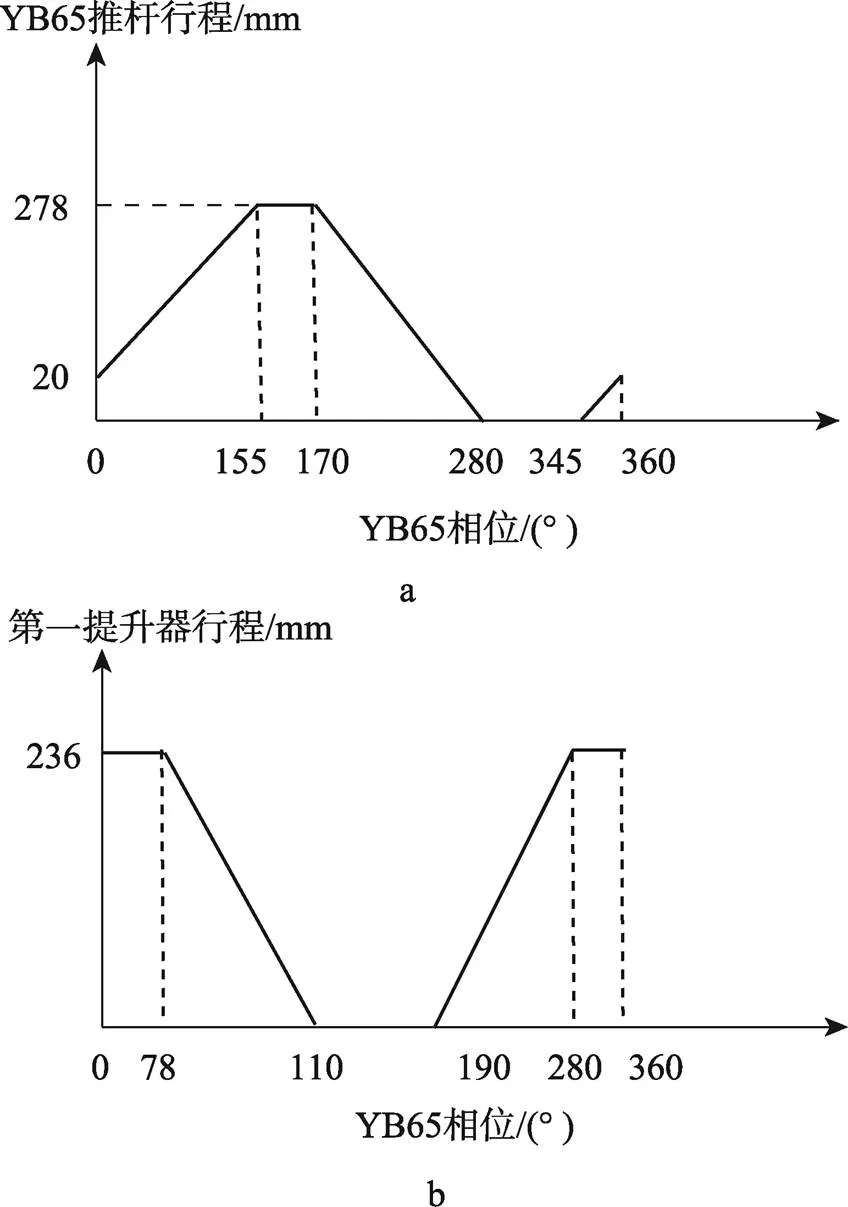
图7 改进前相位图
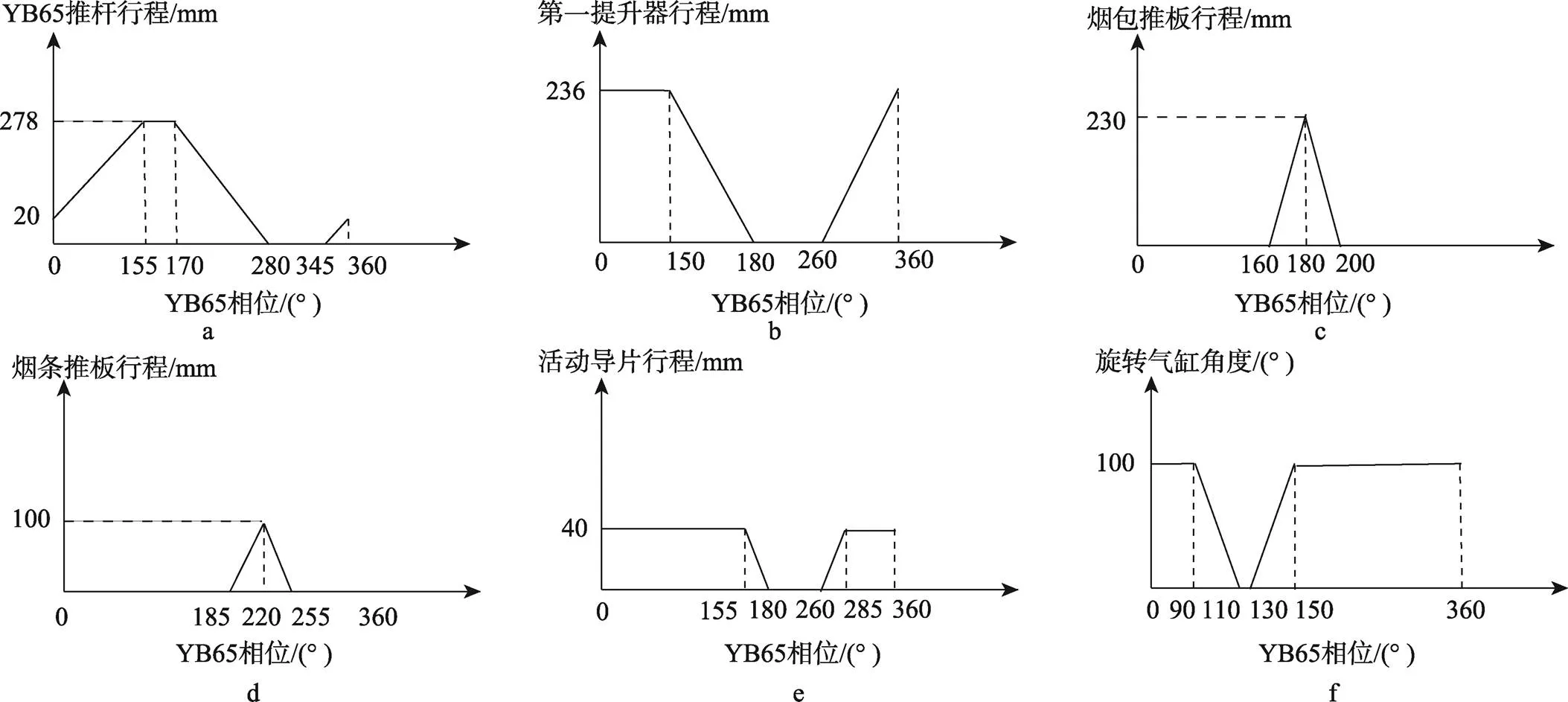
图8 改进后相位图
烟包推板需要保证烟组推送到位后开始运动,YB65推杆在155°达到行程顶点,烟组推送到位,烟包推板在160 °相位时开始动作,在180°时将烟组完全推入预制条盒完成烟包装填,并快速返回;烟条推板将烟条推入第一提升器时需保证第1提升器处于最低位置保持静止状态,即推动相位需在第1提升器静止相位在180°~260°,且需在烟包推板完成烟组装填相位180°之后,设计烟条推板在相位185°时开始向前推动烟条,在220°时完成烟条推出,255°时烟条推板返回至起点位置;活动导片在预制条盒下落时起导向作用,但当烟条推板运动时需保持在最低点,防止与烟条推板发生干涉,活动导片在180°~260°间保持在行程最低点;旋转气缸需在烟条推板完成烟条推出前完成盒盖开启,设计旋转气缸在150°时完成盒盖开启,且在255°时负压关闭,便于预制条盒下落,完成单次烟组装填,其单次烟组装填流程见图9。
3 效果验证
3.1 试验设计
材料:中支“玉溪境界”牌卷烟,红塔烟草集团有限责任公司玉溪卷烟厂提供。
设备:ZB25包装机组包括YB25软盒包装机、YB55小盒透明纸包装机、YB65条盒包装机、YB95条盒透明纸包装机(上海烟草机械有限责任公司)。
方法:测试设备运行效果和废品率。按设备25条/min的生产速度计算,单班理论生产时间为5.5 h计算(减去班前保养及班中保养时间0.5 h),连续统计3周实际产量、生产时间、设备运行效率(机组效率=实际产量/额定生产速度下的理论产量×100%)、废品率。
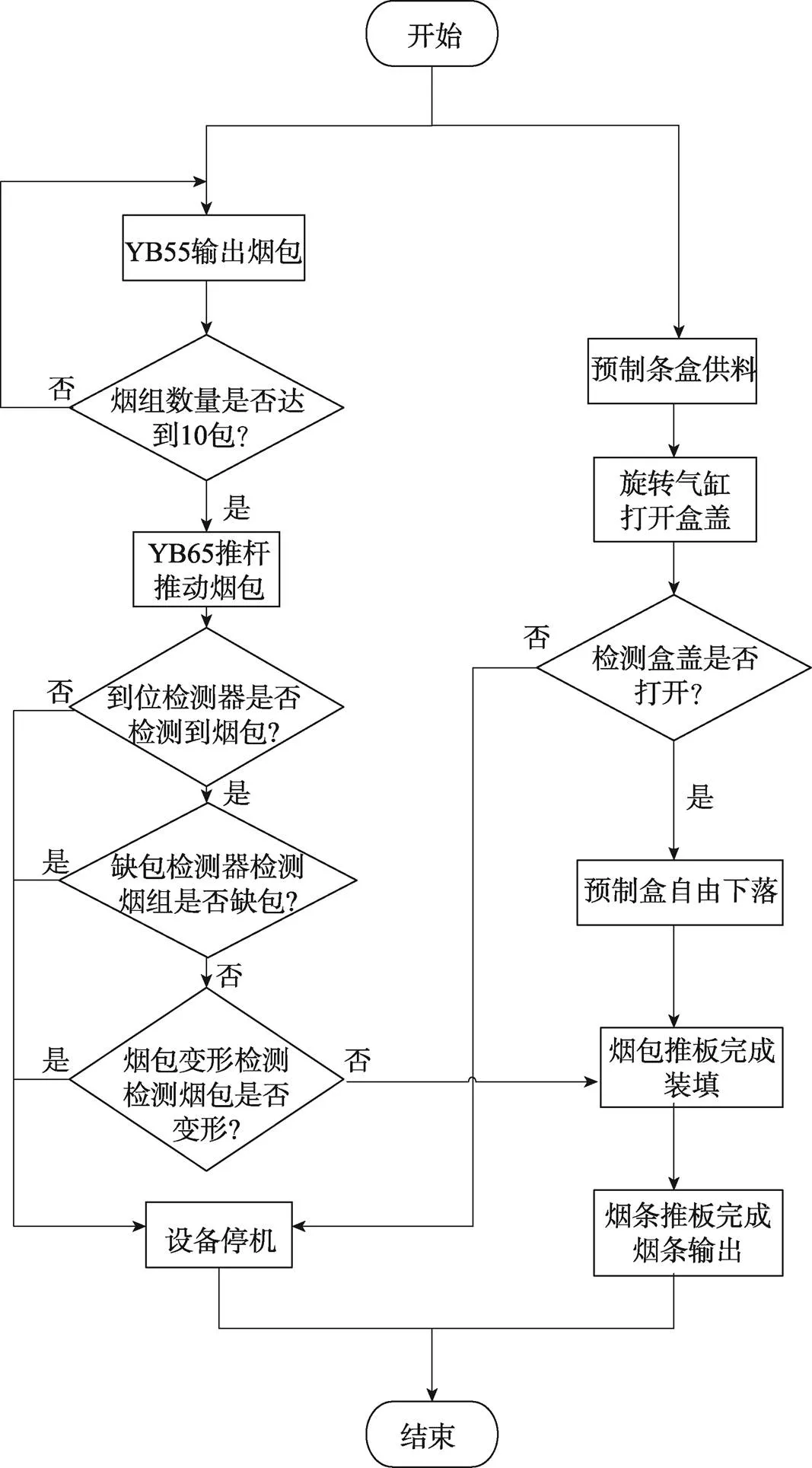
图9 改进后流程
3.2 数据分析
由表1可见,改进后平均每周产量为295箱(1箱=250条=5万支卷烟),平均生产时间为73.1 h,平均设备效率为75.4%,平均废品率0.84%,整线设备运行需要3名操作工;如依靠手工包装,则单条产线需要8名操作工完成半成品烟条的拆解、重新装填、条盒透明纸包装等工序,其单周产量平均为15.3箱,因此,设备应用后,人工成本可减少5人,周产量提升19.3倍,且产品符合工艺质量要求。
表1 改造前后主要数据比较表
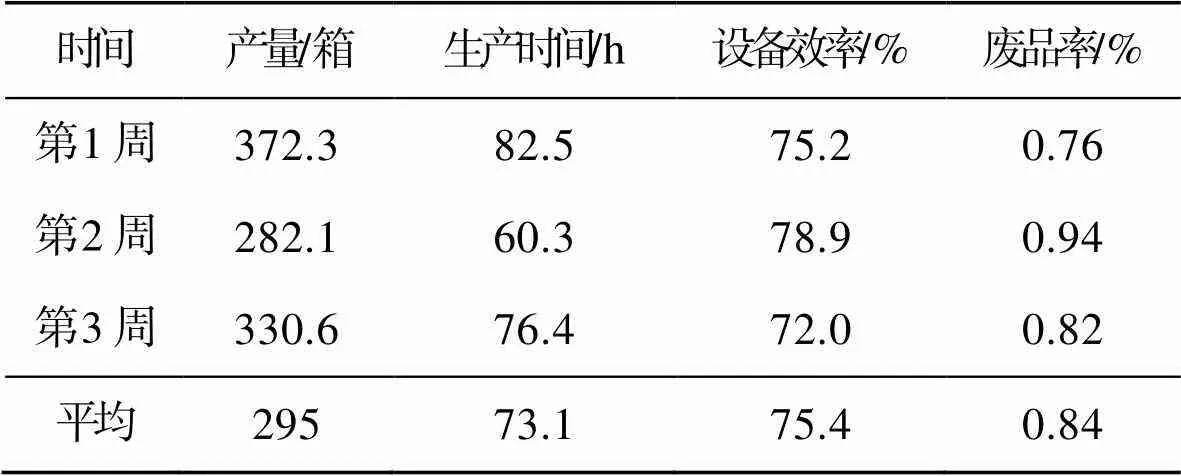
Tab.1 Comparison of main data before and after modification
4 结语
由于侧开式预制条盒在条盒输送、成型工艺上变化较大,,且考虑条盒透明纸包装机与条盒包装机的动力传递与动作协调,在原YB65条盒包装机上进行改造,拆除原条盒输送、上胶系统,增加烟包装填机构、条盒供给机构、烟条输出机构,能高效、稳定地完成侧开式预制条盒的烟包装填,实现了侧开式预制条盒卷烟包装的全自动联机生产。结果表明:以中支“玉溪境界”为测试对象,设备运行速度达25条/min,装置应用后设备运行稳定可靠,设备效率达75.4%,废品率为0.84%,相比改造前单周产量提高19.3倍,效率提升明显。该技术可为提高卷烟异型包装生产效率提供技术参考。
[1] 刘亚利, 宋永杰, 刘慧超. 中国高端卷烟发展趋势分析[J]. 中国市场, 2016(27): 84-87.
LIU Ya-li, SONG Yong-jie, LIU Hui-chao. Analysis of Development Trend of High-End Cigarette in China[J]. China Market, 2016(27): 84-87.
[2] 朱红艳, 沈芳. 新古典主义对黄鹤楼卷烟包装设计的影响与意义[J]. 设计, 2015(23): 20-21.
ZHU Hong-yan, SHEN Fang. The Significance of the New Classical Doctrine on the Cigarette Packaging Design of Yellow Crane Tower[J]. Design, 2015(23): 20-21.
[3] 邢军, 雷樟泉, 刘锋, 等. 世界各国卷烟包装标识现状与分析[J]. 烟草科技, 2008(6): 63-65.
XING Jun, LEI Zhang-quan, LIU Feng, et al. Status Quo and Analysis of Cigarette Package and Label in the World[J]. Tobacco Science & Technology, 2008(6): 63-65.
[4] 宣润泉. 从卷烟包装看卷烟文化[J]. 包装世界, 2014(4): 118.
XUAN Run-quan. Viewing Cigarette Culture from Cigarette Packaging[J]. Packaging World, 2014(4): 118.
[5] 易斌. 中国近代卷烟包装设计的特色[J]. 包装工程, 2007, 28(12): 259-260.
YI Bin. Characteristics of Neoteric Cigarette Packaging Design in China[J]. Packaging Engineering, 2007, 28(12): 259-260.
[6] 慕红霞. 数字化技术在卷烟包装设计中的应用研究[J]. 中国包装, 2020, 40(11): 22-24.
MU Hong-xia. Research on the Application of Digital Technology in Cigarette Packaging Design[J]. China Packaging, 2020, 40(11): 22-24.
[7] 姜兆华. 立足“三个服务” 把握“三个关系”——就异型卷烟分拣工作访国家局副局长徐〖FP00000382SP〗[N]. 东方烟草报, 2016-06-04(1).
JIANG Zhao-hua. Deal with “Three Relations” Based on “Three Services”---Interview with Deputy Director Xu of National Tobacco Administration on Sorting of Special-shaped Cigarette[N]. East Tobacco, 2016-06- 04(1).
[8] 卢洪林, 陈涛, 刘翔, 等. YB65型条盒包装机异型包装改进[J]. 烟草科技, 2021, 54(4): 100-106.
LU Hong-lin, CHEN Tao, LIU Xiang, et al. Rebuilding of YB65 Cartoner for Special Packaging Format[J]. Tobacco Science & Technology, 2021, 54(4): 100-106.
[9] 陆宇桢, 马立, 吕小波, 等. YB65A型硬条包装机小盒烟包翻转装置的设计[J]. 烟草科技, 2019, 52(8): 95-100.
LU Yu-zhen, MA Li, LYU Xiao-bo, et al. Design of Cigarette Packet Turning Device for YB65A Cartoner[J]. Tobacco Science & Technology, 2019, 52(8): 95-100.
[10] 张钦, 汪明主, 秦思, 等. 基于X射线的异形烟烟包缺支检测系统[J]. 包装与食品机械, 2021(5): 84-88.
ZHANG Qin, WANG Ming-zhu, QIN Si, et al. Detection System of the Shortage of Cigarettes of Special-Shaped Packets Based on X-Ray[J]. Packaging and Food Machinery, 2021(5): 84-88.
[11] 杨旭东, 葛庆宽, 彭弢, 等. 异型烟全自动码垛及包装流水线的研究与应用[J]. 机械设计与制造, 2019(10): 154-157.
YANG Xu-dong, GE Qing-kuan, PENG Tao, et al. Research and Application of Fully Automatic Shaped Smoke Palletizing and Packaging Line[J]. Machinery Design & Manufacture, 2019(10): 154-157.
[12] 王伟琦, 包俊. YB95A条外透明纸包装机独立运行设计[J]. 烟草科技, 2013(12): 28-30.
WANG Wei-qi, BAO Jun. Design for Independent Running of YB95A Carton Overwrapper[J]. Tobacco Science & Technology, 2013(12): 28-30.
[13] 陈涛, 李泓燊, 王朝富, 等. 烟条成型礼盒自动化装填生产线的研发[J]. 科技创新与应用, 2020(26): 10-14.
CHEN Tao, LI Hong-shen, WANG Chao-fu, et al. Research and Development of Automatic Packaging Production Line for Cigarette Forming Gift Boxes[J]. Technology Innovation and Application, 2020(26): 10-14.
[14] 杨可杰, 于永龙, 徐羽明, 等. 自动化装填设备的技术应用研究[J]. 现代工业经济和信息化, 2021, 11(12): 131-133.
YANG Ke-jie, YU Yong-long, XU Yu-ming, et al. Technical Application of Automatic Filling Equipment[J]. Modern Industrial Economy and Informationization, 2021, 11(12): 131-133.
[15] 蔡培良, 罗勇, 郑利明, 等. 立包包装机出口烟条缺包检测装置的设计[J]. 包装工程, 2022, 43(5): 211-218.
CAI Pei-liang, LUO Yong, ZHENG Li-ming, et al. Design of Detecting Device for Package Missing at Outlet of Vertical Packaging Machine[J]. Packaging Engineering, 2022, 43(5): 211-218.
[16] 赵长财, 刘国栋. YB65A硬条包装机烟条缺包检测装置的研发[J]. 电脑知识与技术(学术版), 2021, 17(31): 141-142.
ZHAO Chang-cai, LIU Guo-dong. Research and Development of Detection Device for Cigarette Missing Package of YB65A Rigid Packaging Machine[J]. Computer Knowledge and Technology, 2021, 17(31): 141-142.
Development and Application of Cigarette Filling Equipment Based on Side-open Prefabricated Carton
LYU Xiao-bo, MA Li, SANG Cong, LI Jun, QIU Shi-qiang, XU Shi-rui, NIE Xin, LI Xin-rong
(Hongta Tobacco (Group) Co., Ltd., Yunnan Yuxi 653100, China)
The work aims to solve the inefficiency and high cost of manual packaging in the production process of soft box hardening product of "Yuxi Jingjie" in prefabricated carton. Through structure analysis and improvement on YB65 carton packaging machine, only the 25-row cigarette bag pushing device of the original machine was retained. The prefabricated carton feeding and side cover opening device, the cigarette bag pushing device and the prefabricated carton output device were redesigned. The prefabricated carton filling technology changed the original carton paper forming process, and adjusted the equipment layout and phase of YB65 carton packaging machine and YB95 carton transparent paper packaging machine, thus realizing the packaging process of side-open prefabricated carton cigarette. Taking "Yuxi Jingjie" in Zhongzhi as the test object, the online running speed of filling equipment reached 25 cartons/min, the equipment efficiency reached 75.4%, the rejection rate of waste was 0.84%, and the efficiency of was increased by 19.3 times compared with manual filling. After putting the equipment into service, the fully automatic production of side-open prefabricated carton cigarettes is realized. The equipment runs stably and reliably, and the efficiency is improved significantly.
prefabricated cartons; side-open type; YB65 carton packaging machine; cigarette packaging filling; efficiency
TS434
A
1001-3563(2022)17-0282-07
10.19554/j.cnki.1001-3563.2022.17.037
2022–04–28
红塔集团科技类重点项目(2020GY04)
吕小波(1971—),男,高级工程师,主要研究方向为烟机设备维修及技术创新。
李军(1995—),男,工程师,主要研究方向为烟机设备修理。
责任编辑:曾钰婵
