镀锌板汽车零部件电泳黑斑缺陷分析
2022-09-17鲁安平赵晓萌张玉杰宋志超
鲁安平,赵晓萌,张玉杰,宋志超
(河钢集团邯钢公司技术中心,河北 邯郸 056015)
随着国民经济和汽车工业的不断发展,汽车的使用越来越广泛。2021年中国汽车保有量已达3.95亿辆。汽车不仅要求美观,更要具备能够长期在日晒雨淋的恶劣工况下使用的性能。汽车零部件(尤其是外板等裸露零件)出现锈蚀是较为常见的缺陷,严重影响汽车的美观和使用寿命。镀锌汽车板相较于普通冷轧板具有更好的冲压成型能力和耐腐蚀能力。因此目前很多汽车主机厂在设计零部件(尤其是汽车外板零件)时选用或考虑切换成镀锌板[1]。另外,汽车零部件冲压成型后采用磷化+电泳的表面处理工艺,不但能提升零件美观性,还能增强零件的耐腐蚀性能,进而延长其使用寿命[2]。
某汽车主机厂使用邯钢的镀锌汽车板来生产外板零件侧围,零件冲压、焊接性能及表面品质均满足要求,但在后续磷化和电泳后出现较多的黑斑缺陷,需返修打磨才能使用,严重的甚至造成零件报废,对生产进度造成极大影响。本文针对该汽车外板的黑斑缺陷,从镀锌基板、磷化层和电泳层三方面进行分析,探讨黑斑产生的原因,并提出改进措施。
1 零件的生产工艺
黑斑缺陷零件为某主机厂生产的侧围板(售后零件),零件经冲压成型后进行电泳涂装,具体生产流程及关键工艺参数为:冲压成型(5序冲压,表面涂油清洗润滑)[3]→预脱脂→脱脂(游离碱6.5点,温度65 ℃)→热水洗(温度45 ℃)→表调(pH = 9)→磷化(总酸30点,游离酸1.2点)→热水洗→去离子水洗→沥水→电泳(固体分22%,灰分17%,电导率1 500 μS/cm,电压245 V,温度31.5 ℃,pH 5.8)→水洗→烘烤。其中磷化采用低锌磷化体系,膜层的主成分为Zn3(PO4)2·4H2O。
2 黑斑缺陷分析
2.1 宏观特征
如图1所示,零件电泳下线后表面存在较多黑斑缺陷,在线检查发现零件在磷化后表面同样存在类似的黑斑。这些黑斑呈圆形,直径为0.3 ~ 0.5 mm,分布无明显的规律性。

图1 电泳(a)及磷化(b)后试样表面的黑斑Figure 1 Black spots on surfaces of samples after electrophoretic coating (a) and phosphating (b), respectively
2.2 电泳缺陷试样的微观形貌和成分
2.2.1 表面形貌和成分
取电泳缺陷样,超声清洗、烘干后用Zeiss Sigma HD场发射扫描电子显微镜观察缺陷部位。如图2所示,缺陷处的电泳漆膜不连续,表面存在凸起和圆形凹坑,凹坑直径为0.10 ~ 0.25 mm。对凹坑底部进行能谱分析发现,缺陷处含有C、O、Zn、Al、P等元素,说明对应部位无漆膜或漆膜过薄而露出磷化膜。
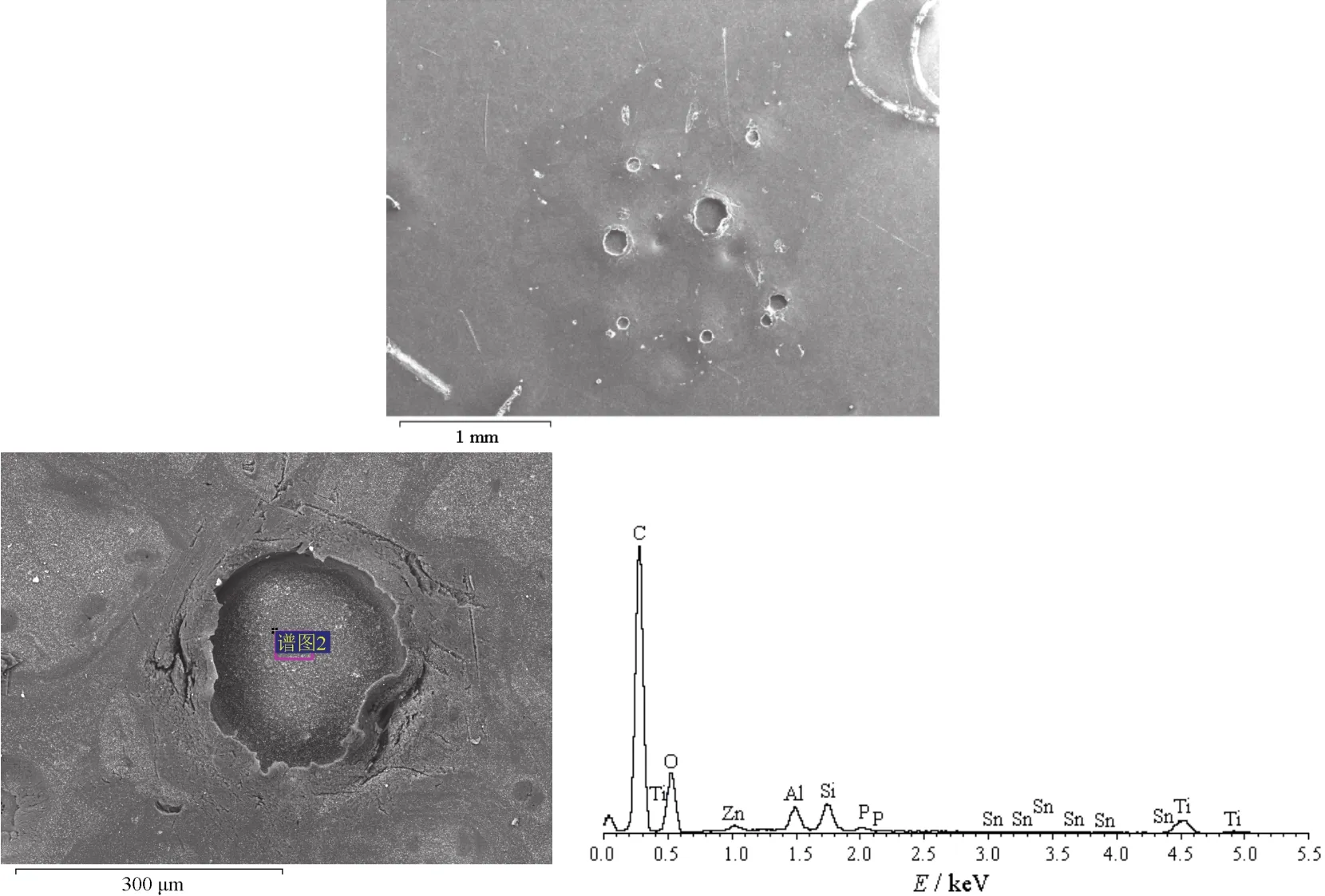
图2 电泳黑斑缺陷试样的表面形貌和能谱图Figure 2 Surface morphologies and energy-dispersive spectrum of electrophoretic coating sample with black spots
2.2.2 截面形貌
由图3可见,零件表面包含了3层结构,由上而下分别为漆膜层(灰黑色)、磷化层(黑色)和锌层(灰白),厚度分别为18.5、3.8和5.8 μm。缺陷处电泳层呈明显的凹型,两边漆膜较其他部位更高,漆膜不完整,但受景深的影响,仅通过电镜截面形貌无法确认缺陷处电泳层和锌层是否存在缺陷。

图3 电泳黑斑缺陷试样的截面形貌Figure 3 Cross-sectional morphology of electrophoretic coating sample with black spots
2.3 磷化缺陷试样的微观形貌和成分
取磷化黑斑缺陷样,超声清洗并烘干后观察其表面形貌。如图4所示,磷化黑斑近似圆形,直径约515 μm,缺陷部位与正常部位之间存在明显的分界,正常部位结晶均匀、细致,而缺陷部位结晶较粗糙,不连续,局部无结晶。

图4 磷化黑斑缺陷试样的表面形貌Figure 4 Surface morphology of phosphated sample with black spots
如图5所示,无磷化膜部位主要含Fe、Zn、C和Al元素,磷化膜则含O、Zn和P。一般在钢基板与镀锌层之间存在Fe、Al、Zn的三元中间相[4],可见缺陷处表面锌层受损而露出了中间结合层。

图5 磷化黑斑试样无磷化膜(a)和有磷化膜(b)部位的能谱分析结果Figure 5 Energy-dispersive spectra of the areas with (a) and without (b) phosphating film on phosphated samples with black spots
2.4 原因分析
综上可知,零件电泳后形成黑斑的原因为:镀锌板表面锌层较软,在零件冲压成型时锌层受损,加速了零件在冲刷和脱脂过程中的腐蚀和破坏,形成局部低点,在磷化时形成涡旋,导致磷化膜结晶粗大,甚至不成膜,对应部位电阻低,导电能力强,电泳时出现局部电流密度过高现象,使电泳成膜异常,局部变厚和形成缩孔,产品对应部位漫反射异常,目视为点状黑斑。
3 解决措施和效果
根据现场拟定以下措施:
(1) 优化模具冲压参数,由原先的连续冲压400件后清模,改为连续冲压200件后清模,以提升模具清洁度,减少锌层损伤,改善零件冲压表面品质。
(2) 优化磷化前脱脂工艺,避免脱脂工艺不当造成锌层腐蚀。具体为:将脱脂液pH从原先的14降至11 ~ 12,以及令温度降低5 ℃。
(3) 在脱脂液中添加合适的缓蚀剂,减轻对镀锌基板的腐蚀。
采取上述措施后黑斑缺陷消失。
