预拌混凝土碳排放计算及低碳化技术路径分析与研究
2022-09-15罗小东张杰彭丙杰吴涛
罗小东,张杰,彭丙杰,吴涛
(成都建工赛利混凝土有限公司,四川 成都 610015)
目前,据不完全统计,我国预制混凝土与预拌混凝土的销售额占建材工业的20%左右,已成为建材行业中规模最大的的产业之一。所以,在国家“双碳行动”的大背景下,混凝土行业的绿色、节能、减碳势在必行。国务院于2021年10月26日发布了《2030年前碳达峰行动方案》(国发[2021]23号),明确指出要“加强新型胶凝材料、低碳混凝土、木竹建材等低碳建材产品研发应用”。意味着“低碳混凝土”将在国家“双碳”推动的历史性进程中成为建材产业的一个重要引擎和推手发挥重要作用。
预拌混凝土在混凝土行业内占据着较重的份额,如何实现预拌混凝土的低碳化,以及如何进行碳排放的计算和评价将是整个行业都需重点思考的问题。预拌混凝土的碳排放主要来源于原材料的碳足迹,以及其生产和运输过程的碳排放。原材料的碳足迹要重点考虑胶凝材料,尤其是水泥,其是混凝土中的碳排放大户,国家发展与改革委员会提出《关于“十四五”大宗固体废弃物综合利用的指导意见》(发改办环资[2021]381号)和《关于加快推进大宗固体废弃物综合利用示范建设的通知》(发改办环资[2021]1045号)的指导思想,也是基于混凝土胶凝材料及骨料的低碳化,以及生态、环保的要求。对于混凝土的生产系统和运输系统,则需综合权衡能源的消耗和质量的过程控制,不断提高智能化和信息化程度,通过综合控制,实现低碳型预拌混凝土智慧工厂的目标。同时,国家及行业标准GB/T 51366—2019《建筑碳排放计算标准》、GB 36888—2018《预拌混凝土单位产品能源消耗定额》和T/CECS《绿色建材评价 预拌混凝土》等,也为建筑和预拌混凝土的低碳化发展指出了可借鉴的方向。本文基于此,对预拌混凝土搅拌站的碳排放来源、计算方法和低碳化的技术路径进行了详细分析和汇总,并提出参考意见。
1 预拌混凝土碳排放的计算标准及评价方式
根据ISO—14067:2018《温室气体-产品碳足迹-量化要求和指南》,碳足迹指的是:在一个产品系统全生命周期中温室气体排放量和清除量之和,由二氧化碳当量表示。对于混凝土碳排放的计算和评价而言,其具有一定的指导意义。目前,GB/T 51366—2019中,从建筑工程的实施、运行和终结的碳排放计算做了具体的规定,其中,对混凝土的生产、运输,以及原材料的碳排放提出了具有参考意义的计算方式。涉及电力、燃料等能源的碳排放因子是基于单位热值的碳排放当量,并统计了碳氧化率。依此,可以对预拌混凝土的生产环节进行相对准确的碳排放计算。同时,其对低价值的废料应用可忽略其上游的碳过程,使用再生原料时,按其替代初生原料碳排放的50%计算。但单位燃料的热值数据未给出,混凝土原材料的碳排放因子不全,缺少粉煤灰、矿粉、硅灰等掺合料的碳排放因子,此类掺合料不能按废料计算。并且,砂石的碳排放因子是基于具体技术参数设置的,对混凝土原材料整体碳排放计算有一定的限制。
基于此,同期实施的GB 36888—2018中给出了部分燃料和电力的低位发热量,见表1。同时,其针对特定预拌混凝土企业统计周期内的各环节能源消耗,给出了更为详细的计算方法,并且对预拌混凝土企业生产和运输环节的能源消耗做了具体的限额,见表2。

表1 部分能源折标准煤参考系数
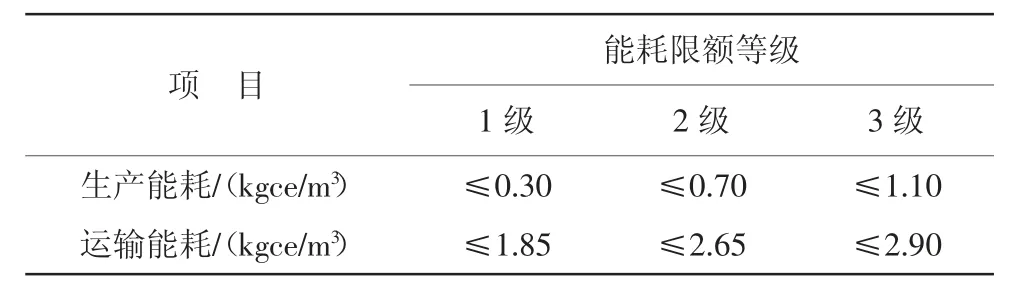
表2 预拌混凝土单位产品能耗限额等级
2020年3月1日实施的T/CECS 1047—2019对预拌混凝土生产企业提出了具体的绿色评价方式。其中设置的三星级评价指标中,重点突出了生产过程废弃物利用率达到100%,固体废弃物掺量≥30%,工业废水排放量为0,并且,避免远距离运输以及保持合理的混凝土强度富余量,避免了能源和资源的低价值或无价值体现。同时,在其讨论稿中对单位混凝土的二氧化碳排放量设置了限值。并且,其对C20~C60常规混凝土的碳排放计算进行了详细的设计,完善了混凝土常规原材料的碳排放因子,以及燃料等的低位发热量等数据。可能考虑地方差异,以及不同生产工艺的差异,在正式标准稿中将此部分删除,但此部分数据仍具有借鉴意义。至此,边界条件为混凝土原材料生产至混凝土运输到施工现场,预拌混凝土整个过程的碳排放可以实现较为详细的计算。
因此,从GB/T 51366—2019到T/CECS 1047—2019,对于预拌混凝土的碳排放计算越来越详细,并越来越具有针对性。但是,各原材料的碳排放因子为统计数值,每个单位的管理水平及生产工艺不同,以及地方差异,其碳排放因子会发生较大的变化。另外,每个预拌混凝土企业的质量控制水平不同,其配合比设计会有一定的变化,采用行业及国家标准的数据计算差异会较大。所以,建议各地方行政区域根据自身的特点,开展地方标准的制定,充分考虑地方特色和实际情况充分融合,实施一区域一标准的模式,推进国家双碳目标。另外,由于边界条件限制,现行标准中并未对混凝土的碳化过程碳吸收量进行统计。
2 预拌混凝土碳排放来源
2.1 预拌混凝土原材料
2.1.1预拌混凝土胶材体系
混凝土胶材体系包含水泥、掺合料以及非活性的惰性粉体材料等,其中水泥的碳排放量最大,或者说水泥熟料的碳排放量最大,混凝土中最大限度地降低水泥熟料的使用量对降低胶材体系碳排放至关重要。目前,水泥熟料生产的碳排放来源于原料的分解,包括碳酸钙、碳酸镁等,还有燃料的燃烧,以及电力、运输消耗的碳排放,其中邱贤荣和汪澜[1]根据统计数据指出,每生产1 t水泥会产生直接CO2排放0.815 t,其中0.390 t是由于燃料燃烧产生的,而0.425 t是由于原料的分解产生的,同时,由于电力消耗,每生产1 t水泥还会间接排放CO2约0.07 t。沈卫国[2]基于水泥的生命周期,对水泥的碳排放做了细致的分析,指出了我国水泥工业碳足迹中原料分解、燃料燃烧、电力消耗、运输消耗等的碳排放比重。而且,硅酸盐水泥的碳足迹中还有29.64%的CO2在100年之内被混凝土吸收,这对我国整体碳排放控制和消纳,具有较重要的意义。
依据GB/T 51366—2019,水泥的碳排放因子为0.735 tCO2e/t,结合混凝土其他粉料的生产工艺,水泥熟料是胶材体系中碳排放大户,减碳首先要考虑的是水泥熟料的优化生产和减量使用。
2.1.2 混凝土骨料体系
混凝土骨料主要包括砂、石,其碳排放主要来源于砂石的生产和运输,集中在电力和燃料消耗的碳排放。依据GB/T 51366—2019,生产阶段其碳排放计算式为:
式中:Cse——生产阶段碳排放,kgCO2e;
Mi——第i种建材消耗量;
Fi——第i种建材的碳排放因子,kgCO2e/单位建材量。
运输阶段其碳排放计算公式为:
式中:Cys——运输过程碳排放,kgCO2e;
Di——第i种建材的平均运输距离,km;
Mi——第i种建材的消耗量,t;
Ti——第i种建材的运输方式下,单位质量、单位运输距离的碳排放因子,kgCO2e/(t·km)。
现行砂石生产工艺多为湿法生产,其粉尘较小,即使是干法生产工艺,其粉尘均设置了回收系统,并且,即使是部分散失到大气中,由于其温度较低,不会分解释放CO2,所以,砂石的生产和运输仅考虑其电力和燃料的消耗排放,按式(1)和式(2)计算即可。同时,依据GB/T 51366—2019的附录中可以查到砂石在2个阶段的碳排放因子,单位距离砂(细度模数1.6~3.0)的碳排放因子为2.51 kg/t,石(10~30 mm)的碳排放因子为2.18 kg/t,其碳排放与水泥熟料相比较小,由于近几年环保管控原因,骨料厂可能还有其他耗电或耗油设备,但其碳排放数值和水泥相比,相差2个数量级,所以,其碳排放也远小于水泥。
2.1.3 混凝土外加剂
混凝土外加剂属于化工产品,仅考虑其生产过程的电力消耗,以及运输过程的燃料消耗即可。目前,并未出现单独针对外加剂的碳排放计算标准,可依据GB/T 51366—2019中的电力及化石原料油的碳排放因子,并结合GB 36888—2018的折标准煤系数进行计算。
式中:ADCO2——外加剂生产过程碳排放量,kgCO2e;
EIi——i过程使用的电力值,kW·h;
EFi——每消耗1 kW·h电力排放的CO2系数,kgCO2e/(kW·h)。
聚羧酸类减水剂生产电力消耗主要在母液合成阶段,10 t的母液合成反应釜功率在7.5 kW左右,若其合成母液为40%固含量,合成加热耗时8 h,依据GB 36888—2018中的电力折标准煤系数和GB/T 51366—2019中单位热值CO2排放因子,则每个固含量的碳排放量为0.0334 kg,如按照预拌混凝土C30配合比中外加剂用量5~6 kg/m3计算,母液固含量按12%~15%计,则其单方混凝土碳排放0.4005~0.5007 kg/m3,与单方混凝土骨料碳排放量相差1个数量级,较小。实际上,减水剂的生产还包括复配环节,其电力消耗和产量有关,相对合成过程消耗较小。
2.2 混凝土的生产和运输
2.2.1 混凝土的生产
混凝土的生产主要是电能损耗,其每方平均碳排放量可依据式(4)计算:
式中:Csc——生产1 m3混凝土CO2平均排放量,kgCO2e/m3;
Ed——年电能的消耗总量,kW·h;
Kd——电能的碳排放因子,kgCO2e/(kW·h);
N——年混凝土的总产量,m3。
如果骨料上料属于装载机转运形式,还需考虑装载机的油耗。以某预拌混凝土企业耗电量和装载机耗油量统计数据为例,依据式(4)和GB 36888—2018的折标准煤系数,将用电量和用油量转变为折煤量,再通过标准煤的热值,利用单位热值碳排放量计算单方混凝土的碳排放量,见表3。

表3 混凝土生产系统碳排放计算
由表3可见,混凝土生产系统CO2排放量为1.0~1.3 kg/m3。与骨料生产的碳排放因子属于一个数量级。
2.2.2 混凝土的运输
混凝土的运输可结合运距,综合考虑电耗或油耗,按式(5)计算:
式中:Cys——1 m3混凝土CO2平均排放量,kgCO2e/m3;
M——年混凝土的总运距,km;
T——单位距离的耗油量或耗电量,L/km或kW·h/km;
D——单位油料或电能CO2排放因子,kgCO2e/L,kg-CO2e/(kW·h);
N——年混凝土的总产量,m3。
目前,预拌混凝土企业混凝土的运输车以柴油车为主,因此,以某企业的混凝土运输车油耗统计数据为例,依据式(5)和GB 36888—2018的折标准煤系数,将柴油转化为折煤量,再通过标准煤的热值,利用单位热值碳排放量计算单方混凝土的运输碳排放量,见表4。
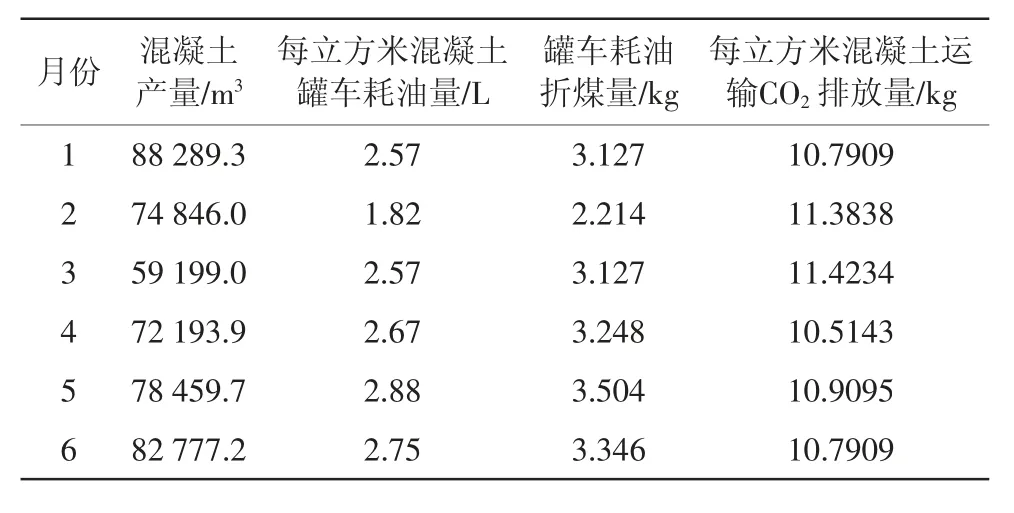
表4 运输系统碳排放量计算
由表4可见,混凝土运输系统CO2排放量为10~12 kg/m3。较生产系统碳排放量大。
3 混凝土低碳关键技术
通过前文分析,混凝土的低碳化包含4大方面,胶材体系的低碳化、配合比设计体系的低碳化和生产及运输体系的低碳化。前两方面均是从材料角度出发进行设计,后两方面主体针对智能化设备及管理体系进行设计。
3.1 混凝土用胶材体系低碳化分析与研究
混凝土胶凝材料的低碳化,主要是针对水泥熟料进行减量化设计,目前,国内已有较多此方面的研究和探索。宋少民等[3]对熟料含量为24%和32%的低熟料胶材进行了研究,结果表明,C30、C50混凝土采用低熟料胶材后,和易性与P·O42.5水泥混凝土相当,强度整体上较高,并且,抗渗性能较优。张吉松[4]采用粉煤灰+硅灰以及采用稻壳灰+硅灰分别替代50%的水泥制备低水泥用量超高性能混凝土,力学性能与基准相当。张同生等[5]利用水泥熟料与多种辅助性胶凝材料固有胶凝活性的差异,通过调控各组分种类、用量和粒度,优化浆体初始堆积状态和水化进程,使浆体结构逐渐均匀、密实,提高了复合胶凝材料的整体性能。
同时,业内人士比较关心的是水泥熟料用量降低后,混凝土的耐久性能是否有保证。对于此,宋少民等[6]对低熟料胶凝材料增强混凝土的抗裂性能进行了研究,表明在圆环约束法试验中低熟料胶凝材料所配制的混凝土相比普通水泥混凝土晚10 d左右开裂。Jiang W[7]和Pipilikaki P[8]等通过采用低熟料配制复合水泥,其浆体水化放热较为缓慢且放热量较小,浆体内部应力较小且分布均匀,从而提高了复合水泥浆体抗开裂性能和耐久性。同时,复合水泥浆体初始密实度增加,有害大孔较少,连通孔较少,干燥收缩应力也较小。
笔者利用多种工业废渣(锂渣、高钙灰、水渣、建渣粉、玻璃粉等),依据Fuller紧密堆积原理,与水泥熟料进行“区间窄分布,整体宽分布”的紧密堆积设计[5],多种工业废渣的各区间粒度含量见表5。

表5 各粉料的粒径分布
通过多元复合紧密堆积计算,实现复合水泥浆体的初始紧密堆积,实现了大掺量工业废渣复合水泥的设计,强度符合GB 175—2007《通用硅酸盐水泥》的规定。由其配制的混凝土与P·O42.5水泥配制的混凝土相比,抗碳化性能得到提升,见表6。

表6 混凝土碳化深度
并且,通过扫描电镜(见图1)发现,水化反应进行到28 d,掺合料活性得到充分激发,生成的水化产物大幅度增加,混凝土的微观结构密实度进一步提高,结合废渣粉的填充性,提高了混凝土的整体密实性,从而,使得混凝土的力学性能及耐久性能得到改善。
对于混凝土而言,水泥或辅助性胶凝材料为过渡性材料,其性能指标应以满足混凝土性能为主,并且应以混凝土性能来评价胶凝材料性能。笔者对水泥-粉煤灰-矿粉体系做了大量统计试验,发现其综合复合活性超过60%后,采取50%的掺量取代水泥,对C30混凝土进行优化设计,即可通过与骨料共同作用,贡献满足设计要求的强度。所以,当下混凝土胶材体系应更多的利用低活性辅助性胶凝材料,尤其是低品位工业废渣和建筑废渣,与高活性材料协调激发,发挥多元复合效应。同时,这也符合《关于“十四五”大宗固体废弃物综合利用的指导意见》《关于加快推进大宗固体废弃物综合利用示范建设的通知》等国家低碳环保的指导方向。
通过以上分析可知,对混凝土胶材体系低碳化而言,应对胶材体系进行高活性辅助性胶凝材料、水泥熟料、低活性辅助性胶凝材料、惰性材料等开展多区间设计,充分发挥胶材体系的活性效应和紧密堆积效应,在大幅降低水泥熟料用量的情况下,有效保证或提高混凝土的性能。
3.2 混凝土配合比设计体系低碳化分析与研究
混凝土配合比设计低碳化的主要路径是在优化其材料性能的同时,大幅降低高碳排放材料的使用量。赵筠和路新赢[9]指出,提高全系列固体颗粒的堆积密实度,水泥的“凝胶效率”会同步提高,普通强度混凝土的水泥可用30%~50%活性或非活性矿物掺合料替代。因此,混凝土配合比设计应充分考虑粗骨料形成的骨架效应,和低活性或惰性废渣粉体材料的填充效应。蔡志达等[10]利用裹浆厚度设计混凝土配合比,以致密配比为基础,配合Fuller曲线,对骨料浆膜层厚度进行详细推算,对混凝土性质做了更精准的定量分析,但过程过于复杂。傅沛兴[11]针对混凝土骨料,提出了比粒度的概念,研究骨料的紧密堆积,为混凝土骨料级配设计提供了新思路。
基于此,对混凝土骨料颗粒的物理密实度进行了较详细的研究。将连续级配骨料进行筛分,区分为三级骨料,粒径范围分别为5~10、10~20、20~31.5 mm,进行不同比例搭配,同时进行Fuller紧密堆积计算,测试骨料空隙率、堆积密度和比表面积比值,见图2。
由图2可见,骨料空隙率和骨料比表面积比值无相关性,但和骨料堆积密度有较好的相关性,相关系数达0.812,随着空隙率的增大,骨料堆积密度不断降低,此种关系可作为混凝土骨料紧密堆积设计的依据和理论基础。
同时,对混凝土粉料体系的物理密实度进行了分析与研究,其物理密实度同样依照Fuller紧密堆积理论,并且为接近生产实际,掺合料掺量设定为30%,选取了普通混凝土常用粉体材料进行级配分析与设计,见图3。
通过各粉料粒度分布计算,并结合图3可知,在水泥占比70%、粉煤灰占比18%、矿粉占比12%时,得到的粒度分布曲线趋近于标准Fuller曲线。同时进行了对比试验验证(见表7),实测数据与计算值相符。
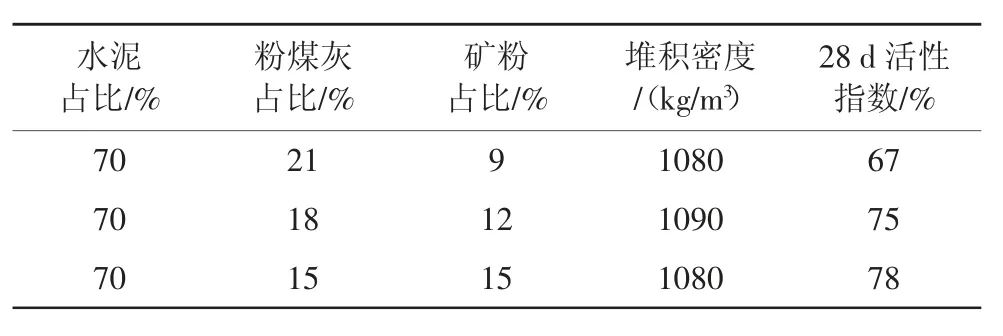
表7 粉体堆积密度和活性
同时,以此结合前文的骨料级配设计,开展混凝土验证试验,结果见表8。
由表8可见,采用Fuller紧密堆积原理进行全级配设计后,混凝土状态与基准相当,由于其空隙率较低,所以,减少了混凝土配合比中胶材用量。C30、C40分别降低胶材26、30 kg/m3,混凝土状态依然与基准相当,但无论是标准养护,还是同条件养护,强度并未降低,反而有一定幅度的提升。这是由于混凝土的初始密实度较大,骨架作用得到了较大程度的体现,同时,骨架作用对混凝土提高抗裂性和弹性模量也是有益的,这也正是设计混凝土全级配紧密堆积的最终目的。

表8 固体颗粒紧密堆积设计对混凝土状态和强度的影响
因此,通过以上分析,混凝土配合比设计的低碳化路径:一方面,要优化骨料级配和形貌,骨料颗粒首先要达到静态的紧密堆积;另一方面,要优化胶材体系级配,实现多区间设计,单区间窄分布,整体区间宽分布,在达到紧密堆积的同时,有效降低胶材用量,充分发挥大掺量工业废渣和建筑废渣与水泥熟料的协调效应,实现基于配合比设计的低水泥熟料+大掺量掺合料体系的应用。
3.3 预拌混凝土智能生产和运输体系低碳化分析与研究
混凝土生产和运输体系低碳化路径主要是利用智能化的设备和计算系统减少人力、物力的不必要消耗,同时达到节约燃料油和电力消耗,实现废水、粉尘、固废的零排放及循环利用等,并且,在此基础上,实现混凝土整体性能的过程可控。混凝土生产系统涉及的内容较多,包含厂区的合理布局、原材料进场的储存方式、降尘和收尘、配料系统的精确性及传输计算的关联及时性、搅拌系统的智能化、废浆废水及固体废弃物的回收及循环利用等,需依次进行关联性设计。
依据GB 36888—2018,电力的折煤系数远小于柴油的折煤系数,所以,混凝土生产系统中的骨料上料系统应由柴油铲车频繁转移骨料的方式转变为高位立体料库,从消耗柴油转变为消耗电力。陈方等[12]设计了一种基于绝对值编码器的立体料库骨料全自动布料系统,具备信号干扰小、一键启停的特点,其通过现场验证,此系统具有可靠性、稳定性、准确性的优势,避免了在搅拌站运转时铲车频繁转移骨料。同时,生产控制系统是依据已优化的配合比,实现配料的精准性,避免配料误差大、精度低、故障率高等问题,从而实现减碳的目的。艾小松[13]运用基于遗传算法改进的神经网络算法对混凝土配料过程误差进行补偿,通过工控机和PCL,配以高精度的数字模块化,组成一体化计算机多级自动控制系统,利用对混凝土搅拌站配料系统的集成自动控制,实现了高智能化配料的高精度、高速度。并且,基于生产系统智能化的减排环保手段,还有原材料质量控制智能化、全封闭智能除尘、冲料系统智能化、厂区绿化,以及智能检测系统等。
运输系统的低碳化主要是通过智能化的调度系统,减少车辆的等待时间,实现多点的协同供应。Feng等[14]利用一般遗传算法,仿真模拟了单一商品混凝土站供应多个工地的调度问题,但其建立的模型过于理想化。郑武[15]利用配送中心理论建立了预拌混凝土供应车辆调度模型,并计算了出车顺序和出车时间,期望做规律化调整等。无论是国内,还是国外,提出的关于车辆调度窗口时间的设计方法比较多,但均存在实用性较低的共性问题。原因是施工项目管理和进度的不可控。所以,要达到车辆的无价值运转时间有效减少,务必要将搅拌站的生产和施工进度做到有机的结合,进行整体化控制设计,降低综合碳排放。
同时,目前市场上标载化的推行,预拌混凝土搅拌站需综合考量油车和电车的性价比。另外,搅拌站的绿色低碳化还包括厂区内废浆废水,以及固体废弃物的综合利用等,尤其是零排放智慧工厂的推行,更促进了预拌混凝土企业的智能化改造。
4 结论
(1)目前,混凝土各原材料,以及燃料类、电类等的碳排放因子的统计工作还不够完善,依据现行标准进行预拌混凝土的碳排放评价,准确度相对不高。尤其是地方差异、材料生产工艺的差异,其碳排放因子会发生较大的变化。所以,建议积极开展地方标准的编制,将地方和国家、行业标准相结合,推进国家双碳目标的实现。
(2)综合预拌混凝土的碳排放来源,降低水泥或水泥熟料用量是减少预拌混凝土碳排放的有效措施,一方面,应充分考虑骨料级配和形貌,骨料颗粒要达到静态的紧密堆积;另一方面,要优化胶材体系级配,实现多区间设计,单区间窄分布,整体区间宽分布,在达到紧密堆积的同时,有效降低胶材用量,充分发挥大掺量工业废渣和建筑废渣与水泥熟料的协同效应,实现基于配合比设计的低水泥熟料+大掺量掺合料体系的应用,从而实现减碳的目的。
(3)预拌混凝土搅拌站的生产和运输体系低碳化路径:一方面,是生产系统的智能、高效运转,减少中间无价值消耗,最大化的降低自产废料量或实现回收利用,达到零排放的目的和花园式工厂模式;另一方面,是运输系统和施工项目进度控制得到有机结合,进行整体化控制设计,减少车辆的无价值运转时间,降低综合碳排放。
(4)预拌混凝土搅拌站除了考虑直接减碳技术,还应充分考虑间接减碳技术,有效提高混凝土的品质和寿命,有效降低维护成本。同时,预拌混凝土作为重要的建材之一,还应充分考虑吸碳设计,做到一个混凝土搅拌站等同于一片森林,真正实现零排放生产。
