装配式桥梁预制墩柱生产及安装施工质量控制
2022-09-14关永强
关永强
(广州公路工程集团有限公司,广东 广州 510000)
0 引言
随着我国桥梁建设规模的不断加大,装配式桥梁预制墩柱技术得以飞速发展。装配式桥梁指以工厂化、标准化预制构件为主,经自动化运输、机械化装配并连接后所形成的桥梁结构。我国运用装配式预制结构的时间较早,但实际应用规模并不大。目前已有的研究成果主要集中于装配式墩柱连接节点抗震及受力性能及预制墩柱运输、吊装及安装测量等方面,而对预制墩柱生产过程的研究较少。结合《预制拼装桥梁技术规程》(DG/T J08—2160—2021)的相关规定,在完成墩柱预制后必须进行墩柱、钢筋尺寸、灌浆连接套筒定位等的复测,并将各项偏差控制在±2mm以内[1]。结合施工经验及混凝土墩柱预制生产数据,墩柱生产过程中各项目精度要达到±2mm存在较大难度。为此,本文将结合具体的装配式桥梁预制墩柱生产及安装施工过程,对其预制墩柱生产及施工质量控制展开分析。
1 工程概况
东晓南路—广州南站连接线南段工程第二标段项目主要以桥梁工程为主,全线长约5.85km,大部分墩柱、盖梁、防撞护栏及所有上部结构均采用装配式预制构件拼装施工工艺,其中预制墩柱184根,具体规格及数量见表1。预制构件均在工厂生产加工完成,再运输至施工现场进行安装。
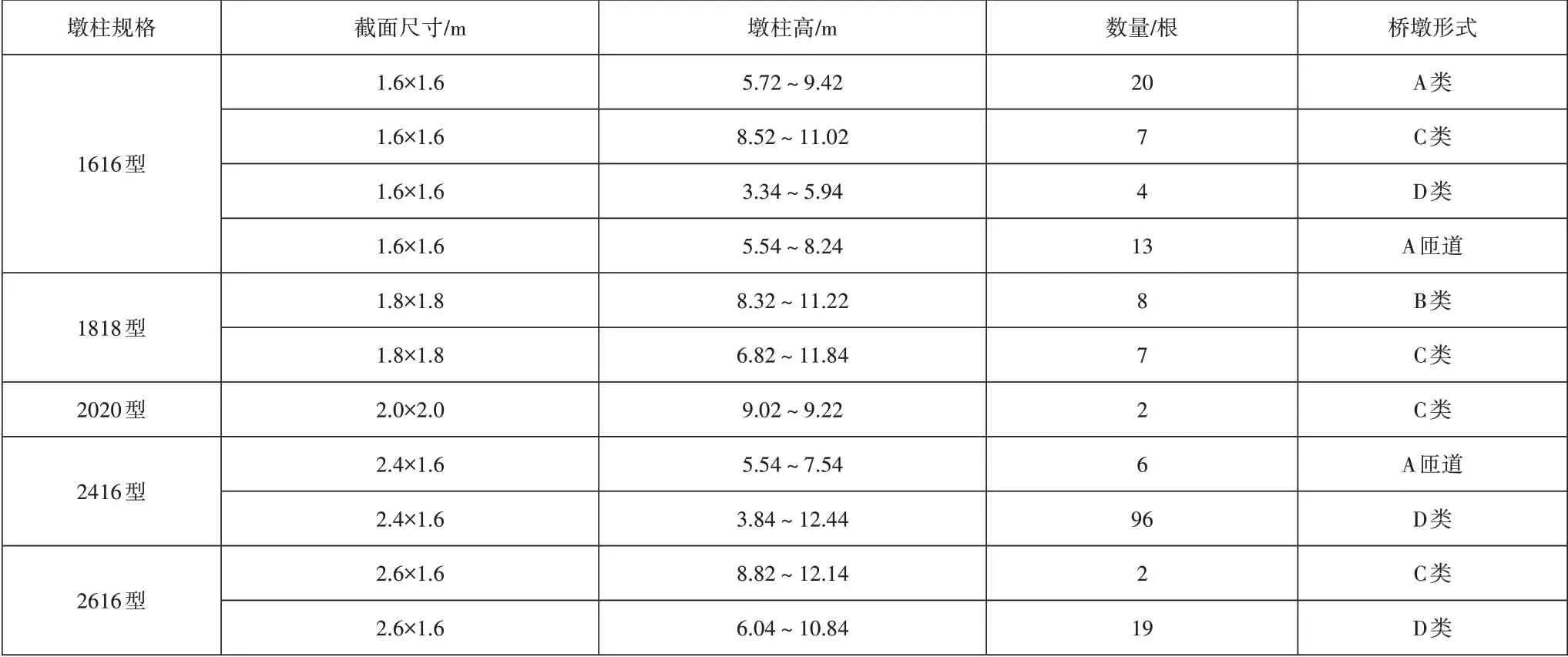
表1 墩柱规格、类型及数量
2 预制墩柱生产及安装施工关键技术
2.1 墩柱预制场地建设
为满足施工需求,该项目预制构件厂独立设置1条预制墩柱及盖梁生产线,长358.5m,宽30m,以中间5m运输通道为界,两侧分别布置预制墩柱生产线及预制盖梁生产线,其中预制墩柱生产线的布局为:钢筋加工区→钢筋绑扎区→墩柱模板合模及翻转区→浇筑区→存放区→成品凿毛及翻转区。在各功能区设置不同型号的龙门吊或桥式起重设备,用于钢筋移运及墩柱生产或移运。为控制沉降,还应将φ630mm的钢管桩增设在预制台座基础下,并采用相同措施处理墩柱存放台座基础,
2.2 墩柱预制
2.2.1 预制台座
考虑到此次拟预制墩柱截面尺寸较多,为保证预制台座符合多尺寸墩柱预制要求,台座通过型钢拼接而成,纵向的45#b工字钢为主要传力性构件,连接钢管桩,顶部标高为零,并通过加焊三角板及横向连接的方式加劲处理;横向的HW150×150型钢连接纵向工字钢。
2.2.2 模板安装
为保证模板安装质量,避免模板在混凝土浇筑、振捣及凝固过程中发生变形,其全部接缝均采取阴阳缝,设计搭接长度为5mm。底模以厚度为2cm的钢模板为主,通过激光切割打孔,孔位必须和主筋保持一致;侧模节段主要根据墩柱高度设置,节段长度分为5m,4m(变截面),3m,2m,1m。墩柱模板安装必须严格按照设计要求进行,避免跳步,并在安装期间加强测量,保证每一步的施工精度。模板安装允许偏差见表2。
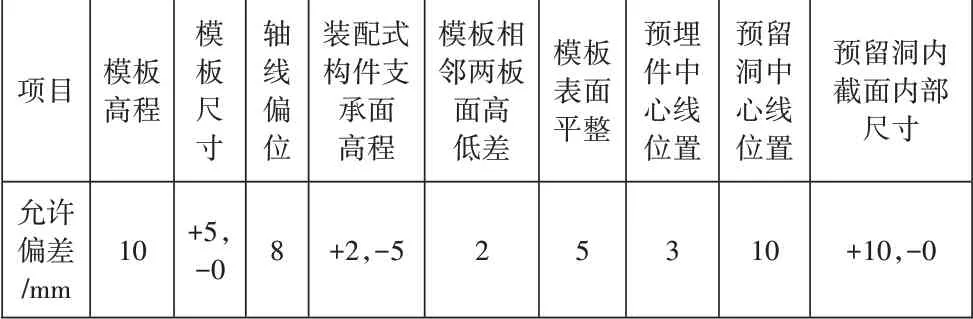
表2 模板安装允许偏差
在安装侧模时可能会因两侧模板安装的不同步、受力不平衡而引发倾覆,可按照1~2m的间隔设置可调节竖向支撑钢管支撑立柱模板的方式予以解决。固定模板的过程中,主要借助扳手葫芦和四边缆风绳进行垂直度调整。
钢筋笼加工在专用胎架上进行。底座、支架、定位板和挂片是组成胎架的基本部分,其中支架分为套筒端定位板支架、主筋挂片架、钢筋端定位板支架等。在进行钢筋笼胎架设计及加工时应避免定位支撑体系的受力主筋不变形,并保证架体刚度、稳定性、便于操作性。待侧模安装好后将钢筋笼整体吊装入模,并安装顶面模板,完成后借助翻转台和龙门吊翻转至立式,使模板与翻转架完全脱离后将模板吊运至浇筑台座,拆除翻转吊架,浇筑混凝土。
2.2.3 混凝土浇筑
为缩短浇筑时间,应在浇筑开始前进行混凝土泵灌准备,预制墩柱采用C40高性能混凝土,泵送入模后一次性完成浇筑过程。对于钢筋密集区域,通过插入式振捣器振捣密实,避免振捣器触碰模板和钢筋。
就浇筑方式而言,采用橡胶导管分层浇筑,混凝土跌落高度控制在1.0~1.5m范围以内,并不得超出2.0m,分层厚度为30cm。混凝土浇筑过程中应定期实施坍落度试验,浇筑期间插入式振捣器的移动间距应控制在其作用半径的1.5倍以内[2],并与侧模离开至少5cm的距离。振捣至混凝土停止下沉、冒泡及翻浆,且表面出现光泽后抽出。待拆除墩身模板后为避免混凝土水分散失,必须包裹新型复合土工膜并缠绕胶带和尼龙绳进行养护,同时在墩柱顶部设置钢管架并连接软管,通过钢管架自然出水润湿处理。
2.3 墩柱安装施工
在墩柱各个侧面分别安装型钢牛腿,按设计要求在每个牛腿上增设预留孔,并保证预留孔位完全与墩柱预留螺栓孔对应。在安装墩柱前,应凿毛并清理承台混凝土顶面,将墩柱运输到场后进行预拼装,并全面检查墩柱底灌浆套筒预埋情况及与承台钢筋预埋情况的匹配程度。预拼装结束后正式吊装的过程中,先安装座浆挡板,座浆挡板必须根据墩柱实际尺寸提前定制,宜比墩柱尺寸宽5cm,高度控制在50mm左右,主要起到安装墩柱过程中保证座浆厚度并防止座浆外溢作用。为保证墩柱安装后柱顶标高满足要求,应在安装前在基础承台面上划出中心线,并根据测量所得承台面实际标高调整承台上的钢垫板标高。
具体安装时应在承台顶面洒水润湿,并在墩柱和承台拼接缝之间设置厚20mm,28d抗压强度至少为60MPa的高强无收缩砂浆垫层。砂浆必须按规定配比加水,并通过高速搅拌机至少搅拌4min,拌和完成后静置3min待气泡完全消除便可使用。以人工方式将高强砂浆浇筑至承台上挡板结构内,并人工收平,最终使底浆层厚度达到20mm。
本工程最大重量的预制墩柱达129t。在预制施工过程中,根据预制墩柱吊装重量、吊装作业半径及高度选择合适的汽车吊,并将轮胎橡胶或土工布置于墩柱底部范围,通过汽车吊完成墩柱的翻转与直立,再进行吊装、旋转并就位。预制墩柱安装施工过程中主要借助全站仪控制安装平面位置和竖直度,针对安装过程中出现的偏差,必须通过汽车吊及设置在型钢牛腿上的小型千斤顶进行调整。
最后在墩柱套筒内灌浆,并在灌浆施工开始前全面检查施工条件、灌浆料性能、灌浆口及出浆口清理情况、套筒内腔连通程度、安全措施等,以上项目均符合规范要求后再展开灌浆。东晓南路—广州南站连接线南段工程第二标段项目装配式桥梁预制墩柱套筒内M100型灌浆料黏度较高,凝固时间短,为此采用了专门定制的拌和机和灌浆机等设备,保证了预制墩柱套筒灌浆施工质量。
灌浆料通过专门定制的拌和机设备充分搅拌4min,静置3min后可用,在正式灌浆前还应再次进行套筒情况检查,并在出浆口处增设30cm长L形PVC管,防止灌浆口封堵时灌浆料回流过多造成套筒内腔灌浆料空洞情况。采用压浆法从灌浆套筒下方的灌浆孔内注入浆液,当出浆口L形PVC管有浆液冒出时,应立即封堵灌浆口。最后通过现场检查压浆密实度,如出现不密实情况,应进行补灌。
3 预制墩柱生产合格率控制要点
3.1 灌浆套筒精准定位
通过灌浆套筒安装试验,分析其安装施工工艺发现,影响灌浆套筒安装定位精度的原因主要有以下两方面:①灌浆套筒之间采用绝对定位方式,导致灌浆套筒无法连接成整体,在安装定位期间出现±2mm以上的偏差;②灌浆套筒完成定位后并未固定连接底模板,导致其在钢筋笼模板翻转、混凝土振捣养护等过程中很容易发生±2mm以上的偏移。
针对以上原因,为确保灌浆套筒的精准定位,可采取以下措施:
(1)必须对现有灌浆套筒定位方式进行优化,将墩柱钢筋笼胎架端部灌浆套筒定位板和墩柱底模相结合,起到套筒定位和墩柱底模板的双重作用,对灌浆套筒展开精准定位的同时,与底板有效相连,避免出现偏移和偏差。
(2)为确保灌浆套筒顶部端头安装精度,应将密封环套入灌浆套筒顶部端头后,再将主筋穿插入套筒内,并保证主筋持续插入灌浆套筒内定位肋处,最后检查密封环是否有空隙。如有缝隙,则应加涂填缝剂或密封胶,确保密封良好。
(3)为确保灌浆套筒底部端头的安装精度,应在密封柱塞上套灌浆套筒,直至套筒端面与底模板紧贴后通过扳手等工具将底模板另一面螺母拧紧,通过螺栓拉力使橡胶柱塞持续压缩后环向扩张,从而紧密贴合套筒内壁,起到良好的套筒密封效果。
(4)为确保灌浆套筒底部端头密封柱塞的安装精度,应通过车床精加工底模,确保其柱塞孔洞偏差均不超出±1mm,并在端模模板处定出套筒的具体安装位置,进行密封柱塞安装,全部柱塞尺寸偏差均控制在±1mm以内。
3.2 主筋伸出筋定位
当前国内常用预制墩柱主筋伸出筋定位技术有以下两种:①以原模板和箍筋为依据展开主筋伸出筋定位,这种操作过程复杂、耗时,且精度无法保证;②通过钢筋挂片,将一个附带钢筋定位装置的钢板设置在模板上用于主筋伸出筋定位,这种操作定位快速、工效高,但其定位过程中并未对主筋伸出筋加以固定,定位结果和精度容易受后续工序的影响[3]。
考虑到施工进度,在钢筋笼胎架上设置钢筋挂片进行主筋初定位,并增设一块加工精度和孔位尺寸均与墩柱主筋直径、间距相对应的主筋伸出筋定位架,使其伸出筋精度始终位于±2mm以内,以确保主筋伸出筋符合盖梁底部灌浆套筒安装精度要求。
4 效果检验
东晓南路—广州南站连接线南段工程第二标段项目所需184根墩柱生产采用本文所提预制墩柱生产合格率控制措施后,对部分预制墩柱构件进行了生产试验,并在预制墩柱实际应用后随机测量了灌浆套筒和主筋伸出筋定位情况,结果见表3。根据实际应用结果,优化处理后的灌浆套筒精准定位措施和主筋伸出筋定位装置能使装配式桥梁预制墩柱生产合格率显著提升;通过钢筋笼制作测量数据也可以看出,优化措施实施后单个钢筋笼制作时间及后续安装时间分别缩短2h和4h,吊装机械租赁费和人工费得以大幅节省。
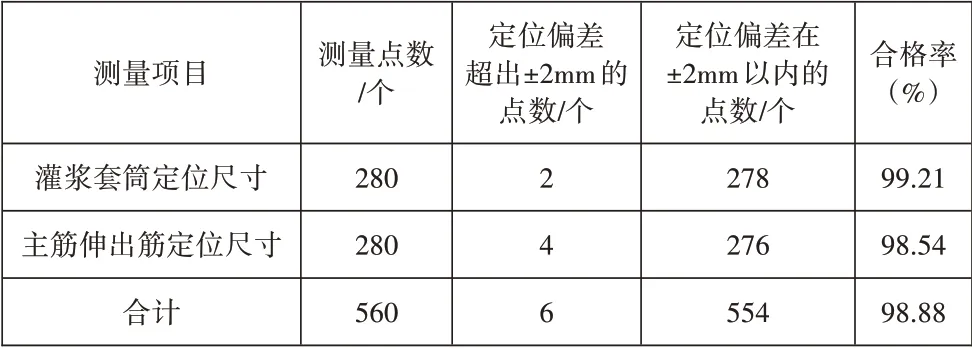
表3 灌浆套筒和主筋伸出筋定位情况测量结果
5 结语
综上所述,装配式桥梁预制拼装技术是桥梁结构工厂化制造、机械化装配、标准化管理等技术的集成,也是推动桥梁优质建造,实现预制混凝土和钢筋技术在桥梁领域应用突破的重要途径。本文对灌浆套筒及主筋伸出筋安装节点工艺的优化,对于提升装配式桥梁预制墩柱灌浆套筒和主筋伸出筋的生产精度,保证预制墩柱生产合格率,降低预制墩柱生产及后续施工成本效果显著。在当前桥梁施工过程中大力推行装配式安装工艺的背景下,不断推进预制构件生产及安装施工工序的优化,提升构件质量和生产效率,具有很大的现实意义。
