GB/T 41220-2021《食品包装用复合塑料盖膜》内容解读
2022-09-07周莹
周莹
(国家食品软包装产品及设备质量监督检验中心(广东))
前 言
近年来,塑料盖膜在各类食品包装中的使用日益广泛,比如,各类饮品店的饮品包装、星球杯等小零食的包装,且商家会在包装盖膜的样式上增加很多印刷设计来吸引客户,因此需要有针对食品包装用复合塑料盖膜的规范性指导文件,来加强和规范塑料盖膜的产品质量要求,从生产到检测到监管各环节对盖膜产品的质量安全进行严格的把关。2021年12月31日,国家市场监督管理总局和国家标准化管理委员会联合发布了GB/T 41220-2021《食品包装用复合塑料盖膜》[1],于2022年7月1日正式实施。
该标准的发布,与当前市面上的复合塑料盖膜产品有更高的适配度,更好地规范了复合塑料盖膜的生产,更具体地指导了产品质量的提升。下面就标准的主要内容做进一步解读。
1. 范围
本条款分为两部分:标准的内容,标准的适用范围。
标准的内容:规定了食品包装用复合塑料盖膜的分类与分级、要求、试验方法、检验规则及标志、包装、运输和贮存。
标准的适用范围:以塑料为热合层对食品容器进行封口的复合膜。
2. 规范性引用文件
这部分主要罗列该标准引用的相关标准,包括相关的产品标准、方法标准、抽样检验程序标准,以及商品条码相关标准等。
3. 术语和定义
该标准没有需要界定的术语和定义。
4. 分类与分级
这部分主要是产品的分类,可从使用条件、与容器热合强度、水蒸气透过量、氧气透过量四个方向进行分类。
按使用条件分类,可将产品分为四个等级:普通级(使用温度<80℃)、水煮级(80℃≤使用温度≤100℃)、半高温蒸煮级(100℃<使用温度<121℃)和高温蒸煮级(121℃≤使用温度≤135℃)。
按与容器热合强度分类,可分为两类:可揭离类(2 N/15 mm≤热合强度<28 N/15 mm)、不可揭离类(热合强度≥28 N/15 mm)。
按水蒸气透过量的大小分类,可分为1级、2级、3级、4级。
按氧气透过量的大小分类,可分为1级、2级、3级、4级。
5. 要求
这部分是产品的要求,包括产品的外观质量、印刷质量、尺寸偏差、接头和物理力学性能五方面的要求。主要内容如下:
5.1 外观质量要求,规定复合塑料盖膜外观有五点要求:①允许有轻微的间断折皱,但不多于产品表面积的5%;②不准许盖膜有划伤、烫伤、穿孔、粘连、异物、分层、脏物;③搬动时不出现膜间滑动;④允许有不影响使用的轻微暴筋;⑤膜卷端面不平整度不大于2 mm。
5.2 印刷质量要求,从凹版印刷、柔性版印刷、条码印刷和汉信码印刷四个方面进行规定。凹版印刷、柔性版印刷都是从套印误差、实地印刷和印面外观三个方面进行要求,但细分的项目和具体指标略有不同,凹版印刷质量应符合GB/T 7707的规定,柔性版印刷应符合GB/T 17497.1或GB/T 17497.2的规定;条码印刷的编码、结构、尺寸、颜色、技术要求及质量判定,应遵从GB 12904,条形码的符号放置应遵从GB/T 14257的规定;汉信码印刷的符号特性与符号结构、数据编码与符号表示、符号印刷、符号质量、译码过程、参考译码算法、数据传输等都应遵从GB/T 21049的规定。
5.3 尺寸偏差分为两方面的要求,一是卷膜尺寸偏差,二是卷膜筒芯尺寸及偏差。①卷膜尺寸偏差,分为重复长度偏差、宽度偏差、平均厚度偏差和长度偏差四个方面的要求:重复长度偏差为±0.5%;宽度偏差为±2 mm;平均厚度偏差为±10%;长度偏差为+0.5%;②卷膜筒芯尺寸及偏差,规定了内径为φ 76 mm(偏差为+2 mm)或φ 152 mm(偏差为+2 mm),如有特殊要求由供需双方协商。
5.4 接头要求,规定了当膜长≤500 mm时,接头数≤2个/卷,当膜长>500 mm时,接头数≤3个/卷。
5.5 物理力学性能,包括内层剥离力、热合强度、水蒸气透过量、氧气透过量、及其他物理力学性能。
① 内层剥离力,分为可揭离和不可揭离两种类型,具体指标如表1所示。
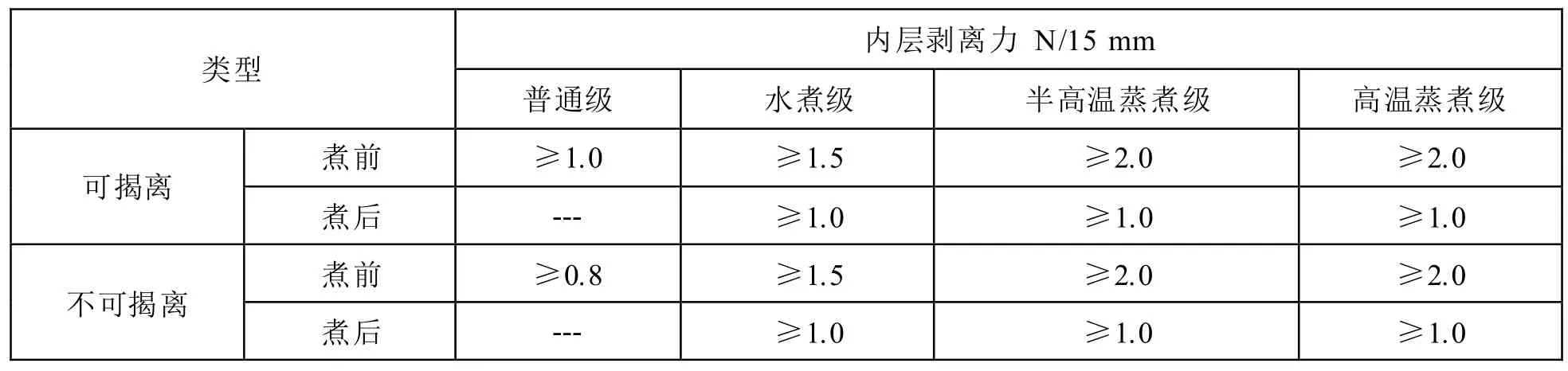
表1 内层剥离力具体指标
② 热合强度,分为可揭离和不可揭离两种类型,具体指标如表2所示。

表2 热合强度具体指标
③ 水蒸气透过量,不同级别有对应的指标,具体指标如表3所示。

表3 水蒸气透过量具体指标
④ 氧气透过量,不同级别有对应的指标,具体指标如表4所示。

表4 氧气透过量具体指标
⑤其他物理力学性能,包括拉断力、断裂标称应变、直角撕裂力、摩擦系数、抗摆锤冲击能、耐热性、耐寒性、穿刺强度、透光率和雾度等性能的指标,由供需双方协商。
虽然该标准没有罗列出卫生性能的相关要求,但卫生性能是所有食品接触用塑料材料及制品的硬性指标,因此复合塑料盖膜仍需要满足GB 9683及其他食品安全相关标准的要求。
6. 试验方法
这部分是针对上面的产品要求,指明其对应的检验方法,包括标准第二部分的引用标准和标准该部分的检测方法,覆盖上面要求的各项指标的检测。
具体下面做简要的分析:
首先试样的状态调节和试验的标准环境要按GB/T 2918-2018的规定,在温度23℃±2℃、相对湿度50%±10%的标准环境条件下进行,状态调节时间不低于4小时。这就要求产品的检验环境条件要达到标准才能进行,否则实验结果就不具有有效性。
取样前应确认样品是否完好无损,取样数量要确保足够完成试样的项目。要注意,膜卷取样时应去掉表面三层,再沿膜卷的宽度方向切割取样。这样取样能
有效减少因外界运输环境等因素对样品产生的影响,使实验结果更为准确。
外观质量,要求在自然光线下目测,并用准确度不低于0.5 mm的量具测量。
印刷质量主要是凹版印刷质量、柔性版印刷质量、条码印刷质量和汉信码印刷质量的检测。凹版印刷质量要求按GB/T 7707进行,试样要在试验的标准环境且无紫外光照射的环境中放置8小时以上进行预处理;柔性版印刷质量,纸张类按照GB/T 17497.1,塑料与金属箔类按照GB/T 17497.2进行;条码印刷质量按GB/T 14258、GB/T 18348进行;汉信码印刷质量按GB/T 21049进行。
尺寸偏差主要是长度和宽度偏差、厚度偏差和重复长度偏差的检测。
宽度和长度按GB/T 6673进行,根据试样的长度和宽度,选择适合的量具进行测量,主要是宽度的检测,试样长度小于5 m,沿试样长度方向相等间距测量3次,试样长度大于5 m,沿试样长度方向相等间距测量10次,需要注意的是长度不允许负偏差;厚度偏差按GB/T 6672进行,取最大值和最小值来计算极限偏差;重复长度偏差,用准确度不低于0.5 mm的量具测量。对于重复长度小于80 mm的取连续10个重复长度测量,然后取算术平均值计算;对于重复长度大于或等于80 mm的取连续5个重复长度测量,然后取算术平均值计算。
物理力学性能的检测,要确保样品的调节达到标准的要求,否则试验结果会有比较大的偏差,不具有可比性。
内层剥离力按GB/T 8808进行;热合强度的检测在试验机夹具间距50 mm、试验速度为300 mm/min±20 mm/min的条件下进行,读取试样与片材分层或试样断裂时的最大载荷;水蒸气透过量采用GB/T 1037或GB/T26253进行,试验温度38℃±0.6℃,相对湿度90%±20%;氧气透过量按GB/T 1038或GB/T 19789进行,GB/T 1038为仲裁方法;拉断力和断裂标称应变要按GB/T 1040.3-2006进行,试样采用2型长条型,长度大于或等于150 mm,宽度为15 mm±1 mm,试样夹具间距为100 mm±1 mm,试样拉伸速度为200 mm/min±20 mm/min;直角撕裂强度按照QB/T 1130进行;摩擦系数按照GB/T 10006规定进行;抗摆锤冲击能按照GB/T 8809规定进行;耐热性,在产品使用类别的最高温度或供需双方商定的温度下,通过灌装封合,保温30 min或供需双方商定的时间进行试验,冷却至室温后,检查盖膜有无明显变形、层间剥离、热合部位剥离等现象;耐寒性,也是通过灌装封合,在-18℃保持12 h,恢复室温后,检查盖膜有无明显变形、层间剥离、热合部位剥离等现象;穿刺强度按照GB/T 21302进行;透光率和雾度,按照GB/T 2410进行。
接头,在自然光线下目测即可。
7. 检验规则
包括批次的界定和抽样的规则,检验项目的要求,包括出厂检验和型式检验,判定规则等。
8. 标志、包装、运输和贮存
该部分规定了产品的每件包装均应附有产品合格证和应标明的产品信息内容,用符合食品包装要求的塑料薄膜或纸做为内包装,以及运输和贮存的要求等。
结 语
GB/T 41220-2021《食品包装用复合塑料盖膜》标准的发布实施,为食品包装用复合塑料盖膜这一模块提供了详细的技术指导,有利于规范行业的生产,提高产品质量,帮助行业更健康地发展,相关生产企业和检测单位要学以致用,让标准在实际的生产检测中发挥实质性作用,切实有效地提高人民生活的物质质量。
