工艺参数对7075铝合金带筋壁板时效成形回弹的影响
2022-09-07秦海王克旺
秦海,王克旺
工艺参数对7075铝合金带筋壁板时效成形回弹的影响
秦海,王克旺
(景德镇昌河飞机工业(集团)有限责任公司,江西 景德镇 333002)
研究7075航空高强度铝合金带筋壁板时效成形过程中工艺参数对零件回弹的影响,以提高筋板类零件的产品质量。利用正交试验开展不同工艺参数组合下的带筋壁板时效成形试验,并对带筋壁板时效成形后的回弹率进行极差分析和规律曲线分析。带筋壁板时效成形后的回弹同时受到时效参数和筋板结构参数的影响,各因素按对回弹的影响程度由大到小的顺序依次为时效时间、筋条厚度、筋条高度和时效温度,筋条结构参数对调节构件回弹有重要作用,并且回弹率实测值基本处于回弹率随工艺参数变化的拟合曲线附近。回弹率随时效时间和筋条高度的增加表现为非线性下降趋势,随筋条厚度的增加呈现线性上升趋势。7075铝合金带筋壁板时效成形后的回弹行为可以用回弹率回归方程进行较为合理的描述。
铝合金;带筋壁板;时效成形;回弹
为满足现代大型飞机的性能要求,航空钣金类零件的成形制造逐渐向大型化、集成化和轻量化的趋势发展[1-2],以整体带筋壁板结构为代表的整体结构件对飞机的使用寿命、结构效率、成本和周期具有非常重要的影响,已成为现代先进飞机设计制造领域的一个重要标志,而针对此类构件的成形制造技术也已成为现代飞机的关键制造技术之一[3]。
时效成形主要是一种利用金属材料的蠕变或应力松弛特性,同步开展成形和时效的成形方法,由于所成形的零件内部残余应力小、抗疲劳性能好,被认为是一种能够实现大型飞机整体壁板零件成形的全新工艺[4-5],并已在麦道、波音和空客等飞机机翼整体壁板的成形制造中得到了较为广泛的应用,也是下一代大型飞机特别重要的金属成形工艺之一[5-7]。目前国内对该工艺的研究还处于起步阶段,为早日实现工程化应用,需加强相关基础研究的力度[8]。
在时效成形过程中,板坯通过内部弹性应力的释放获得最终形状。受时效过程中应力松弛和析出强化等特征的耦合影响,时效成形完的零件通常具有较大的回弹量,回弹问题是影响零件成形质量的关键[5,9]。尽管目前针对时效成形板坯回弹预测和控制等方向已开展了不少研究[5,9-10],但针对带筋板回弹问题的研究还相对较少[11],主要表现在两方面,一是产品结构参数的变化对回弹变形的影响,二是通过回弹预测实现零件的精确成形。Guines等[12]通过建立考虑硬化、热软化和应力松弛特征的材料模型等有限元手段对单曲率带筋壁板的时效成形过程进行了仿真,发现通过选择合适的边界条件可以有降低回弹。Inforzato等[13]利用真空热压罐技术对包含纵、横筋条特征的带筋壁板时效成形规律进行了研究,并基于半经验的仿真手段对回弹进行了预测。湛利华等[14]研究了栅格状筋板件在蠕变时效加载下的成形规律,发现最终筋板件的形状取决于筋条的塑性变形和构件的蠕变应力。相关研究表明,筋板件的结构特征对构件回弹量的影响效果显著[11-14],且与常规时效成形弹性加载的特征不同,带筋壁板整体或局部变形通常超出材料的弹性极限[16],筋条的塑性变形会限制蒙皮的回弹[14-15],传统平板件的回弹行为研究不能简单地应用于带筋壁板构件。由此可见,带筋壁板时效成形回弹规律的影响因素更为复杂,而目前研究则较多地考虑了筋板结构特征的影响。相对来说,探讨工艺参数和筋板特征结构耦合影响下带筋壁板时效成形的回弹规律更具代表性。
文中以7075铝合金T型带筋件为研究对象,基于正交试验方法,探讨了时效参数和筋板结构参数耦合影响下零件的回弹规律,以期为该类铝合金壁板件时效成形的回弹预测及工艺参数的优化提供一定的参考。
1 试验
试验材料为厚度25.4 mm的7075–T651航空高强铝合金板材,其抗拉强度为571 MPa、屈服强度为505 MPa、伸长率为14.2%,化学成分如表1所示。
表1 7075铝合金化学成分

Tab.1 Chemical composition of 7075 aluminum alloy wt.%
选用的T型筋板件试样由7075铝合金厚板一体铣削加工而成,如图1所示。试验中,固定蒙皮尺寸为200 mm(长)×40 mm(宽)×4 mm(厚),引入变化的筋条高度和厚度。采用如图2所示的自制单曲率机械加载装置对试样进行预应力加载,将加载装置整体置于DHG–9145A型电热恒温鼓风干燥箱(控温精度±1 ℃)中,通过控制时效参数(温度、时间)完成零件的时效成形工艺。
通过正交试验设计得出试验件的回弹率随各工艺参数的变化规律。根据文献[16-17]选取时效参数(时效时间、时效温度)和结构参数(筋条高度、筋条厚度)作为影响回弹率的主要工艺参数,并以该铝合金较适宜的时效参数160 ℃/10 h为参照,制定不考虑因素交互作用的四因素三水平正交试验,如表2所示。
采用目前普遍使用的半径法对时效成形后试样的回弹量进行定量描述,而其测量则基于常用的弓高弦长法。图3为回弹表征和测量参数的示意图。回弹率的计算公式如式(1)所示。

式中:b为回弹后零件的曲率半径;t为成形时的理论模具半径。b的计算公式如式(2)所示。

式中:为回弹后零件两端之间的距离,即弦长;为弦长到零件的最大距离,即弓高。
零件成形后的相关尺寸可以通过数字化检测设备测量得出,把测量出来的数值带入式(2)可得出b,进而可计算得出回弹率。

图3 回弹表征和测量参数的示意图
表2 时效成形正交试验设计

Tab.2 Orthogonal test design of aging forming
2 结果与分析
2.1 正交试验结果分析
为了得出试验件卸载后的回弹受工艺参数的影响程度,文中采用极差分析法对时效成形正交试验结果进行分析。正交试验结果如表3所示,其中K表示水平所对应的试验指标的数值之和,k表示水平所对应的试验指标数值之和的平均数,表示工艺参数对回弹的影响程度。通过极差分析法得出,各因素按对回弹的影响程度由大到小的顺序依次为时效时间>筋条厚度>筋条高度>时效温度。通过计算k可知,3333的时效成形工艺参数组合为试验结果的最优解。
基于修正的Garofalo关系式[18]对材料的蠕变时效成形材料特征进行描述,如式(3)所示。

由式(3)可知,在应力不变的情况下,时效温度越高,试验件的蠕变速率越快,但随着试验件内部应力的逐渐减小,蠕变速率会随时效时间的增加呈现出减慢的趋势[19]。典型筋板件截面图如图4所示,图4中最大压应力c和最大拉应力T的计算分别见式(4)—(5)。
式中:为横截面的弯矩;1和2分别为受拉和受压部分至中性轴的最远距离;为底板上表面到中性轴的距离;为筋板件的宽度;为筋条厚度。
从式(4)和(5)可以看出,随着筋板试验件的宽厚比/和筋条高厚比/(为筋条高度)的变大,带筋壁板的拉应力和压应力也会变大,当超过材料的屈服应力后,带筋壁板就会产生塑性应变,导致永久变形,最终使带筋壁板的回弹减小。

图4 典型筋板件截面图
表3 正交试验结果

Tab.3 Results of orthogonal experiments
2.2 工艺参数对回弹的影响
2.2.1 时效时间
回弹率和时效时间的关系曲线如图5所示。可以看出,试验件的回弹率与时效时间的关系曲线呈现出一种非线性下降的趋势,当时效时间为0~14 h时,试验件的回弹率随着时间的增加而迅速下降。由文献[20]可知,材料应力松弛的效果主要是由可动和不可动位错的多少决定的。由于在时效初始阶段,材料内部存在较多的空位和可动位错,材料应力松弛速率较大。当时效时间超过14 h后,回弹率下降速率缓慢减小。这是因为材料内部的空位密度和位错密度随着时效时间的增加而逐渐减小,材料内部的位错状态慢慢趋于平衡,金属材料的应力松弛效果越来越弱。

图5 回弹率–时效时间曲线
根据回弹率与时效时间呈现出的函数关系,文中选取二元一次方程对试验数据进行回归分析,得到的回归方程如式(6)所示。

式中:为时效时间;S为受时效时间影响的回弹率。通过对比发现,拟合曲线和试验曲线基本重合,表明得到的回归方程基本能描述回弹率与时效时间的关系。
2.2.2 结构参数
文中研究的影响带筋壁板成形后回弹大小的结构参数主要为筋条高度和筋条厚度,图6为回弹率随筋条高度的变化曲线。可以看出,当筋条高度小于13 mm时,回弹率下降很快;当筋条高度大于13 mm时,回弹率下降趋势逐渐变得缓慢,整个过程呈现非线性下降趋势。按此规律,当筋条高度为0 mm时,相当于无筋条壁板,回弹将达到最大,由此可知,筋条能起到抑制壁板回弹的作用。回弹率随筋条厚度的变化曲线如图7所示,可以看到,回弹率随着筋条厚度的增加呈现缓慢线性上升的趋势。
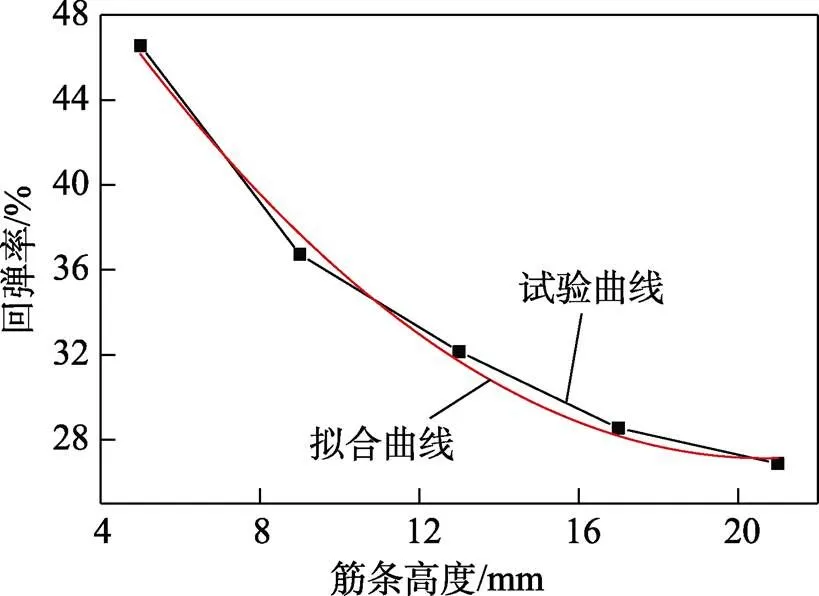
图6 回弹率–筋条高度曲线

图7 回弹率–筋条厚度曲线
根据回弹率与筋条高度呈现出的函数关系,文中选取二元一次方程对试验数据进行回归分析,得到的回归方程如式(7)所示。

式中:S为受筋条高度影响的回弹率。通过对比发现,拟合曲线和试验曲线大致接近,表明得到的回归方程基本能描述回弹率与筋条高度的关系。
根据回弹率与筋条厚度呈现出的函数关系,文中选取一元一次方程对试验数据进行回归分析,得到的回归方程如式(8)所示。

式中:为受筋条厚度影响的回弹率。通过对比发现,拟合曲线与试验曲线大致接近,表明得到的回归方程基本能描述回弹率与筋条厚度的关系。
综上可知,筋条高度和筋条厚度对带筋壁板回弹的影响规律大致上是相反的。这可以从前面典型单筋试验件弯曲成形的力学分析中得到解释,在只考虑结构参数对带筋壁板回弹的影响时,保持时效时间和时效温度不变,此时由铝合金时效产生的效果大致相等,所以带筋壁板的回弹大小主要取决于试验件的几何结构尺寸,其中影响最大的是筋条高厚比/随着筋条高厚比的增大,带筋壁板内部截面应力也随之增加,当超过材料的屈服应力时,带筋壁板就会产生塑性应变导致永久变形,从而抑制整个带筋壁板的回弹。由/可知,随着筋条高度的增加,/变大,带筋壁板截面应力增大,产生的永久变形区域增多,带筋壁板回弹减小;反之随着筋条厚度增大,/减小,带筋壁板截面应力减小,产生的永久变形区域减少,带筋壁板回弹变大。
2.3 正交试验回归分析
通过对时效成形正交试验数据进行拟合分析,得到了时效成形后试验件的回弹率与各个主要工艺参数之间的关系,回归方程如式(9)所示。
S=

式中:T为时效温度;StTHd为受时效时间、时效温度、筋条高度、筋条厚度综合影响的回弹率。通过将上述2.1节正交试验的工艺参数组合代入式(9),可得到9组成形参数组合下的试验件回弹率,如图8所示,对比发现实际开展的时效成形正交试验结果与回归方程得出来的结果大致相接近。
3 结论
通过对正交试验的结果进行显著性分析,发现各因素按对7075铝合金带筋壁板时效成形回弹的影响程度由大到小的顺序依次为时效时间>筋条厚度>筋条高度>时效温度,试验件的回弹受零件几何结构尺寸以及蠕变时效应变共同影响。
2)7075铝合金带筋壁板时效成形后的回弹率与时效时间和筋条高度呈现非线性下降趋势,回弹率随筋条厚度的增加而呈现线性上升趋势。
3)通过对试验结果进行拟合分析,得到的回弹率回归方程能够合理地表现7075铝合金带筋壁板时效成形后的回弹现象。
[1] 侯红亮, 余肖放, 曾元松. 国内航空钣金装备技术现状与发展[J]. 航空制造技术, 2009, 52(1): 34-39.
HOU Hong-liang, YU Xiao-fang, ZENG Yuan-song. Current and Development Status of Sheet Metal Equipment and Technology in Chinese Aviation Industry[J]. Aeronautical Manufacturing Technology, 2009, 52(1): 34-39.
[2] WILLIAMS J C, STARKE E A J. Progress in Structural Materials for Aerospace Systems[J]. Acta Materialia, 2003, 51(19): 5775-5799.
[3] 曾元松, 黄遐. 大型整体壁板成形技术[J]. 航空学报, 2008, 29(3): 721-727.
ZENG Yuan-song, HUANG Xia. Forming Technologies of Large Integral Panel[J]. Acta Aeronautica et Astronautica Sinica, 2008, 29(3): 721-727.
[4] HOLMAN M C. Autoclave Age Forming Large Aluminum Aircraft Panels[J]. Journal of Mechanical Working Technology, 1989, 20: 477-488.
[5] ZHAN Li-hua, LIN Jian-guo, DEAN T A. A Review of the Development of Creep Age Forming: Experimentation, Modelling and Applications[J]. International Journal of Machine Tools and Manufacture, 2010, 51(1): 1-17.
[6] EBERL F, GARDINER S, CAMPANILE G, et al. Ageformable Panels for Commercial Aircraft[J]. Proceedings of the Institution of Mechanical Engineers, Part G: Journal of Aerospace Engineering, 2008, 222(6): 873-886.
[7] WATCHAM K. Airbus A380 Takes Creep Age-Forming to New Heights[J]. Materials World, 2004, 12(2): 10-11.
[8] 曾元松, 黄遐, 黄硕. 蠕变时效成形技术研究现状与发展趋势[J]. 塑性工程学报, 2008, 15(3): 1-8.
ZENG Yuan-song, HUANG Xia, HUANG Shuo. The Research Situation and the Developing Tendency of Creep Age Forming Technology[J]. Journal of Plasticity Engineering, 2008, 15(3): 1-8.
[9] HO K, LIN J, TA De-an. Modelling of Springback in Creep Forming Thick Aluminum Sheets[J]. International Journal of Plasticity, 2004, 20(4): 733-751.
[10] LAM A C, SHI Zhu-sheng, LIN Jian-guo, et al. Influences of Residual Stresses and Initial Distortion on Springback Prediction of 7B04-T651 Aluminium Plates in Creep-Age Forming[J]. International Journal of Mechanical Sciences, 2015, 103: 115-126.
[11] LUO Hua, LI Wei-dong, LI Chao, et al. Investigation of Creep-Age Forming of Aluminum Lithium Alloy Stiffened Panel with Complex Structures and Variable Curvature[J]. The International Journal of Advanced Manufacturing Technology, 2017, 91(9): 3265-3271.
[12] GUINES D, GAVRUS A, RAGNEAU E. Numerical Modeling of Integrally Stiffened Structures Forming from Creep Age Forming Technique[J]. International Journal of Material Forming, 2008, 1(1): 1071-1074.
[13] INFORZATO D, JUNIOR P C, FERNANDEZ F. Creep-Age Forming of AA7475 Aluminum Panels for Aircraft Lower Wing Skin Application[J]. Materials Research, 2012, 15(4): 596-602.
[14] 湛利华, 许晓龙, 贾树峰, 等. 7055铝合金加筋板蠕变时效成形有限元仿真[J]. 中国有色金属学报, 2013, 23(8): 2104-2109.
ZHAN Li-hua, XU Xiao-long, JIA Shu-feng, et al. Finite Element Simulation for Creep Age Forming of 7055 Aluminum Alloy Stiffened Panel[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(8): 2104-2109.
[15] 贾树峰, 湛利华, 许晓龙. 带筋铝合金壁板蠕变时效成形回弹行为试验[J]. 塑性工程学报, 2013, 20(1): 80-83.
JIA Shu-feng, ZHAN Li-hua, XU Xiao-long. Experimental Research on the Springback in Creep Age Forming of Aluminum Alloy Panel with Stiffeners[J]. Journal of Plasticity Engineering, 2013, 20(1): 80-83.
[16] 黎俊初, 覃雯, 刘大海, 等. 7075铝合金搅拌摩擦焊构件时效成形回弹率与拉伸性能研究[J]. 热加工工艺, 2016, 45(23): 179-181.
LI Jun-chu, QIN Wen, LIU Da-hai, et al. Study on Springback and Mechanical Properties of 7075 Aluminum Alloy FSW Component after Aging Forming[J]. Hot Working Technology, 2016, 45(23): 179-181.
[17] 刘大海, 邱全荣, 黎俊初, 等. 7075铝合金搅拌摩擦焊构件时效成形性能[J]. 塑性工程学报, 2017, 24(1): 212-217.
LIU Da-hai, QIU Quan-rong, LI Jun-chu, et al. Age Formability of Friction Stir Welded Panels of 7075 Aluminum Alloy[J]. Journal of Plasticity Engineering, 2017, 24(1): 212-217.
[18] STEFANO S, MOHAMAD E M. Microstructure-Related Equations for the Constitutive Analysis of Creep in Magnesium Alloys[J]. Scripta Materialia, 2009, 61(7): 729-732.
[19] BAKAVOS D, PRANGNELL P, DIF R. A Comparison of the Effects of Age Forming on the Precipitation Behavior in 2xxx, 6xxx and 7xxx Aerospace Alloys[J]. Materials Forum, 2004, 28: 124-131.
[20] 赵飞. 2A12铝合金时效成形的微观组织及力学性能[D]. 大连: 大连理工大学, 2010: 47-49.
ZHAO Fei. Microstructures and Mechanical Properties of 2A12 Aluminum Alloy after Age Forming[D]. Dalian: Dalian University of Technology, 2010: 47-49.
Effects of Process Parameters on Creep Age Forming Springback of 7075 Aluminum Alloy Stiffened Panel
QIN Hai, WANG Ke-wang
(Jingdezhen Changhe Aircraft Industry Group Corporation, Jiangxi Jingdezhen 333002, China)
The work aims to study the effects of process parameters on springback of 7075 aviation high strength aluminum alloy with stiffened panel during creep age forming, to improve the product quality of stiffened panel. Based on the orthogonal test, the creep age forming experiments of stiffened panel were carried out under different technological parameters, and the range analysis and law curve analysis of the springback rate of the stiffened panel after creep age forming were carried out. The springback of the stiffened panel after creep age forming was affected by both the aging parameters and the structural parameters of the stiffened panel. The effect degree of each factor on springback was the aging time, reinforcement thickness, reinforcement height and aging temperature in descending order. The structural parameters of the reinforcement played an important role in adjusting springback. It was found that the measured value of springback rate was near the fitting curve of springback rate changing with the process parameters. The studies show that the springback rate decreases linearly with the increase of aging time and reinforcement height, and increases linearly with the increase of reinforcement thickness. The springback behavior of 7075 aluminum alloy stiffened panel after creep age forming can be reasonably described by the regression equation of springback rate.
aluminum alloy; stiffened panel; creep age forming; springback
10.3969/j.issn.1674-6457.2022.09.008
TG146.2+1
A
1674-6457(2022)09-0060-06
2021–09–12
国家自然科学基金(51375220);江西省自然科学基金(2016BAB206115)
秦海(1992—),男,硕士生,主要研究方向为金属塑性成形工艺。
责任编辑:蒋红晨
