基于6SE70变频器在高炉探尺系统的优化设计
2022-09-06赵家国
赵家国
(泉州闽光钢铁有限公司信息自动化部,福建泉州 362411)
前言
随着变频技术日趋完善,控制系统的设计以前只有直流调速才能控制的高精度、大转矩系统,现在逐渐采用交流变频器控制。传统的机械探尺调速系统主要经历了接触调压器调速加主令控制—直流调速器加主令控制—至今通用的交流调速器加编码器几个阶段。
闽光钢铁高炉探尺采用Siemens 6SE70 矢量变频器来驱动三相异步电动机来带动探尺减速机拖动探锤上升和下降实现提尺、放尺和料面跟随控制,其稳定的性能、开放式的组合功能可以灵活设置,它有极高的经济效益和广泛的参考价值。
1 高炉探尺工艺概述
探尺是用来检测炉内矿石与焦炭等料面高度及分布情况的重要设备,探测高炉料面的准确与否,直接影响生产人员对高炉整个生产炉况的监测和分析判断。尽管采用直流电机调速特性稳定,转矩特性好,但维护成本较高;选用6SE70矢量变频器驱动三相异步电动机来带动探尺减速机拖动探锤上升和下降实现提尺、放尺和料面跟随控制,关键核心在于对料面跟随控制;通过设置合理的变频速度和力矩参数进行跟随控制,从而得到稳定的料线,会给炉长、操作人员上料计划及维护人员提供重要参考。
2 旧探尺变频器控制系统存在的不足
闽光钢铁高炉探尺原采用Siemens 6RA70 直流调速装置拖动直流电动机带动探尺减速机拖动链条顶探锤上升和下降进行料面高度探测。但雷雨季节系统工作会不稳定,导致故障率高、料线不易控制等问题,主要如下。
(1)采用直流变频器和直流电机控制,换向器容易坏,采购备品备件困难,维护成本较高。
(2)采用机械主令和老式接线编码器控制,信号不稳定,故障率高,每次更换探锤时需要重新校零位,维护工作量大。
(3)放尺采用小电压控制,电压波动时,放尺速度不稳定;当负载发生变化时,跟踪料面力矩输出不恒定,会有探锤放尺放不下,经常要人工打手动操作。
3 6SE70变频器在高炉探尺系统的选型设计
根据旧探尺控制系统的使用经验,高炉改造采用Siemens 6SE70 变频器驱动三相异步电动机来带动探尺减速机拖动探锤上升和下降;主令控制设备做为探尺的上极限和下极限保护。对探锤头位置检测采用高精度总线型编码器。其选型如下。
3.1 探尺控制原理图
变频器控制采用外部端子控制模式,输入信号有PLC 给出的探尺、放尺和高低速信号。满足一定条件时,变频器输出制动器打开信号,变频器运行,故障信号,参与到过程连锁控制中。如图1所示。
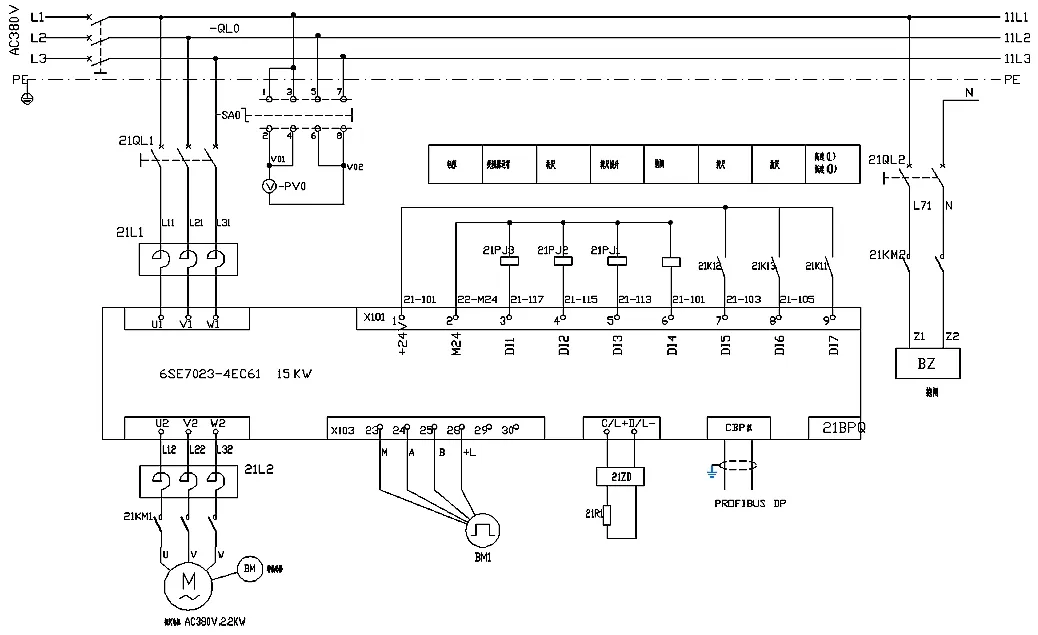
图1 探尺控制原理图
3.2 链式探尺及探尺卷扬机设备参数
型式:链式卷筒双探尺,提升质量190 kg;卷筒直径636 mm;提升速度0.56 m/s;下降速度0.25 m/s;提升重量190 kg;工作行程11 300 mm;极限行程14 030 mm;工作压力200~210 kPa。
3.3 控制系统硬件
主要配置如下:S7-400PLC 带ET200M 扩展一套;变频器6SE7023-4EC61 15 kW 一台;电动机YTSZ112M-6 2.2 kW AC380 V 一 台;抱 闸YWZ5-200/30 一个;增量型编码器8.5020.D354 1024 DP 总线型一个;主令控制一套等。
3.4 高炉探尺工作流程控制状态的分析
如图2 所示[2]。探尺电机过程控制分为:放尺、提尺及料面跟随三种状态。其工作过程为:当探锤自零位按设定的料线开始自动下放,变频器接收到放尺命令时,对电机进行速度加转矩控制,因探锤受到的提升力和阻力小于其自身重量U>U0时探尺加速下降。当下降速度超过设定负向极限值U0时,变频器会增大电机输出转矩来减小下降速度,最终探尺以恒速U0降至料面[2]。料线高度由电机轴编码器传至变频器从南将将实际位置反馈给PLC。

图2 探尺工作流程图
探锤接触到料面时,受到料面向上的支撑、电机提升力和自身重力,变频器给出一个附加浮尺力矩扶正探锤,跟随料面运动,从而达到平衡,稳定在一个料面高度进行精准料面跟随控制。此时变频器退回到转矩控制,探尺相对于料面静止,下降速度与料面下降速度相同,跟随料面运动的同时通过位置编码器将实际位置反馈给PLC 在上位机上显示,达到实时测量料位的目的[2]。
探锤下探到炉内物料即设定的料线位或出现炉内榻料而达到强制提尺距离时,变频器采用速度控制方式使探尺恒速快速提尺到零位,矿石与焦炭等物料依据工艺设定值向高炉炉内下料,物料下料完成,等待下一轮下料命令;如此循环往复,使探尺稳定在一个料面高度。
4 探尺控制的关键技术
4.1 控制方式
选择合理的控制方式是精准测量料线的关键,也是整个程序设计的核心。在整个电动机转速范围提供恒定转矩,在闭环控制驱动中提供绝对的速度控制;能调节电动机转矩,频率范围,需具有较硬的机械特性;系统采用P100=3无速度传感器矢量控制方式。
4.2 电机参数优化
探尺是一个位能负载,在放尺到料面跟随的过程中对力矩的控制、对系统的快速性要求较高;因此要想为获得传动较好的闭环控制效果,必须对电机辨识优化。本系统对电机分别完成P115=1,2,3,4或5辨识。这对电机优化达到理想状态有好处。
第三,服务与品牌管理。在中小零售企业电子商务商业运营模式建立和运行过程中,要想维持企业和客户之间的关系,就要突出企业的竞争优势,并且企业要在设计实际运行体系的过程中充分考量服务结构,提高品牌的社会市场辨识度,从而提升客户的忠诚度,促进企业利润的全面优化。
4.3 力矩控制关键点
为实现浮尺操作,需要保证探锤触到料面时,不仅无倒尺现象的发生,而且钢丝绳一直保持有一定的张力而张紧,同时能随料面的下降而下降。为此,先分析负载特性,即探锤从放尺开始,到触到料面,并跟随料面下降这一过程中速度与力矩的变化过程。
放尺时采用速度控制,让探尺较快的下放,是一个加速往下放的过程,当快到触到料面时,这时候采用力矩控制,对电机施加一较大向上的力矩,以使重锤速度为0,当触到料面时,自动切换到力矩控制,给出一个附加浮尺力矩(P505=10%)扶正探锤,这时候对电机施加一向上但比较小的力矩,使得与料面的支持力和重锤的重力基本相等,使重锤直立在料面上,同时钢丝绳保持一定的张力。
当提尺时,抱闸打开变频器为速度控制,提尺到“零点”时,系统发出停车命令;提尺的力矩大于探锤自重;通常探锤向上张力约为其重力的5%~70%时运行效果较为理想。
4.4 系统主要参数设置
(1)变频器启动专家应用
依据电机铭牌,输入电机基本参数。
(2)抱闸控制
当变频器接收到提尺和放尺并且输出力矩达到额定力矩P611=20约20%左右,抱闸打开,反之抱闸关闭。
U951.78=4,U186.1=20 滤波后速度,U186.2=501 限幅后速度,U186.3=18,U187.2=41 固定给定值,U187.4=42固定给定值,U187.5=525;
P401=17 放尺速度,P402=0 扶尺速度,P403=60提尺高速,P404=50提尺低速。
(4)转矩控制
起步转矩条件:U952.38=4,U132.2=24 电机转矩给定,U132.1=46转矩固定设定值;P406=10。
扶尺转矩条件:U951.34=4,U281.1=661,U281.2=18,U281.3=471,P405=6。
(5)附加转矩
U950.85=4,U166=501,U167.1=0,U167.2=K087,P506=521,P505=10%。
5 结束语
通过对探尺调速控制系统优化设计和调试,采用以Siemens 6SE70变频器为核心的调速控制,方便的实现探尺的提尺、放尺和料面跟随控制,料线稳定,满足高炉生产工艺的要求;降低了故障率,节约了备品备件及维护费用,为公司带来了良好的生产效益;有很好的经济价值和同行业学习参考价值。