汽车自动化产线D 网通讯故障的影响因素及解决方案
2022-09-06程智浩
程智浩
柳州五菱汽车工业有限公司山东分公司 山东省青岛市 266000
D 网通讯广泛应用于汽车制造自动化生产线中,它使设备之间以一根电缆互相连接和通讯,布线、接线简单,支持设备带电插拔或更换,能够做到即插即用,而不会中断网络连接。它将自动化生产设备用到的安全光栅、感应器、机器人、焊接控制器等连结起来,建立通讯,实现大规模自动化控制的应用。DeviceNet 不仅仅使设备之间以一根电缆互相连接和通讯,更重要的是它给系统所带来的设备级的诊断功能,该功能在传统的I/O 上是很难实现。DeviceNet 是一个开放的网络标准,规范和协议都是开放的,供货商将设备连接到系统时,无需为硬件,软件或授权付费。
DeviceNet 网络优势、特点:(1)布线、接线简单;(2)同时支持智能和标准设备;(3)可以选择在计算机或设备上进行组态;(4)支持网络供电(传感器)和自身供电(执行器)的设备;(5)支持设备带电插拔或更换,而不会中断网络连接;(6)支持控制数据实时交换;(7)支持多厂商设备的可替换性;
D 网通讯虽然有众多优势,但由于现场应用环境的复杂性,如通讯电缆柔性不佳,运动部位网线的弯折,拉扯、环境温度的影响、电磁干扰、连接硬件损坏、线缆过长等,D 网通讯故障常常发生,随时造成生产中止,严重影响设备的运行稳定性。常见的故障模式有:单个节点D 网掉网、多个节点D 网掉网、全部模块网络故障(包含报警BUSOFF)、网络配置丢失。
1 单个节点D 网掉网
1.1 报警显示
触摸屏出现如下报警, 点击屏幕DeviceNet 画面,对照节点表查找画面中报红色的故障节点。显示为DNET SLOT5 NODE30 即5 槽30 节点。
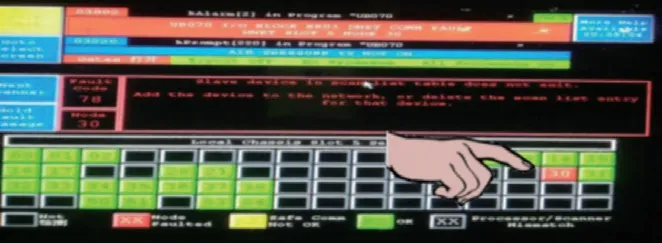
图1
1.2 影响因素
造成单个节点D 网掉网的主要因素有:T 头连接松动、T 头内部氧化接触不良、D 网支缆损坏(弯折磨损破皮等)、单个BK 模块损坏。
1.3 处理方法
一般触摸屏上会显示掉网的位置,根据现场网络布局图或触摸屏画面找到BK01(以BK 模块为例),拔插模块线缆接头即可恢复。如果拔插无法恢复,可以更换该段支缆或T头,亦可全部更换 。如果还是无法恢复,则将模块上的所有传感器都拔下来(注意做标记),看BK 模块是否恢复正常通讯,若仍故障则更换BK 模块,若BK 能够正常通讯,则将拔下来的传感器逐一恢复连接BK,没连接一个传感器观察一下通讯是否正常,直至找出连接某一传感器时通讯再次故障,则说明该传感器可能损坏,造成单节点掉网。
小窍门:若附近有其它的BK 模块,可将支缆插到正常的BK 模块上,若该BK 模块正常则证明支缆没问题,支缆连接不同的BK 来检查硬件通讯是否故障,不需重新设置,直接连接即可 。
注:BK 模块上一般会有2 盏指示灯,MOD 与NET,两盏灯绿色常亮时,该模块正常。
2 多节点D 网掉网
2.1 报警显示
触摸屏显示如下报警,节点21-38 报警,由于不是所有网络掉网,此时首先要查找21-38 支线的主缆(因为支缆全部掉网,一定是为于最前端的主缆或者T 头出现了故障)。
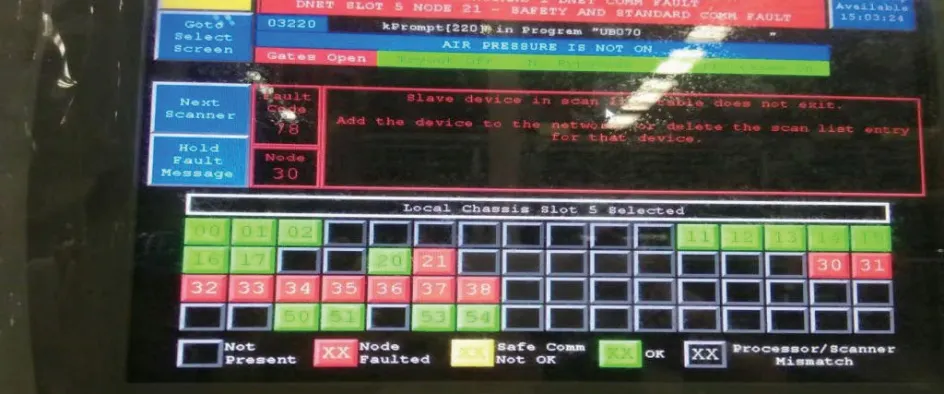
图2
2.2 影响因素
造成多个节点D 网掉网的主要因素有:前端T 头连接松动、T 头内部氧化接触不良、D 网主缆损坏、该段网络连结支缆过多。
2.3 处理方法
查看网络布局图,从上面可以看到从站顺序,找到位于最前面的分站。找到该分站就可以到现场找T 头,见图3。
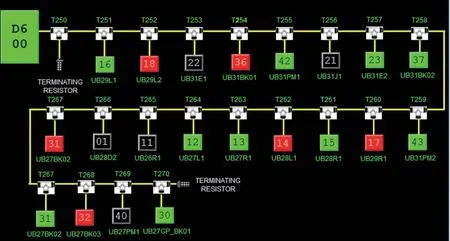
图3
如上图,找到21-38 这几个节点最前端的T 头,根据上面的标签找出主缆,一般T头三根网线的三个标签中,最小至本T 头编号(如:T153-T154 的就是主缆,153 为上个T 头编号,154 为本T 头编号)这根网线即为该段支缆的主网络线缆,插拔该T 头并检查该T 头前段的主缆,插拔无效应予以更换。若该段主缆在拖链等活动部位应优先检查。
有的故障是由于该段网络连结支缆过多,支缆或主缆过长造成网络通讯不稳定,D 网的线缆使用不能超过长度限制,超过长度可能会引起网络不稳定,报警,甚至不能进行正常通讯。出现这种情况最好要重新进行网络分段,增加一组网络结构,以便提升网络稳定性。另外如果单个主缆连接过多的电气部件,也不利于后续故障时查找问题,因为“牵一发而动全身”,每一个部件的状态都会造成整个网络的通讯质量,所以为了方便排查故障,在实际应用中,常常化整为零,缩减排查范围,提高处理故障的效率。
3 全部模块稳定的网络故障
3.1 报警显示:
查看触摸屏,发现所有网络模块全部报错,如下图4。
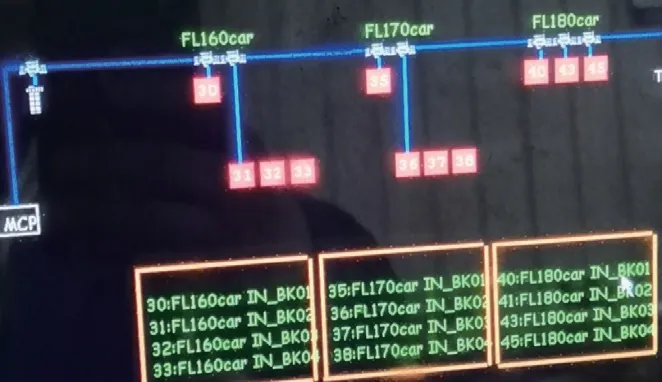
图4
3.2 影响因素
造成所有网络模块全部报错的主要因素有:通讯线缆短路、传感器损坏、BK 模块损坏、误操作导致网络配置丢失。
3.3 处理方法
查看触摸屏,发现所有网络模块全部报错,重新插拔DNB 模块上的插头无法消除故障,此种情况下采用分段测量方法或者二分法测试网络。
分段测量法:用终端电阻按照一定顺序分割整段网络,并重新插拔DNB 模块上的D 网接头,通过观察报警是否存在来诊断网络持续故障的方法。可采用二分法提高排查效率。
二分法:若本段网络所挂模块较多,可以从网络的中间部分将主缆从T 头处拔开,将网络一分为二,接入终端电阻后,若前面的网络正常,则能判断出问题出在后一段网络,反之问题则出现在前一段网络。
另外报警BUSOFF 故障是网络中连接的设备有故障导致,网络在重复扫描255次后,设备仍就是故障状态,扫描器内重复 计 数255, 关 闭 网 络, 报 警BUSOFF DETECTED;要想恢复计数,只能重新上电,扫描器会清除计数器。
目前所接触到的造成稳定BUSOFF 的情况有以下几个,可供参考:(1)工装上的传感器损坏(包括过度磨损、破裂等);(2)网络存在短路点(如快插、航插等连接处、网络电缆等);(3)网线接头接线错误。
如果为网络配置丢失导致的通讯故障,则需用RSNetWorx for DeviceNet 软件上载查看D 网网络配置,如果网络配置丢失,则将提前备份的配网程序重新加载进去即可。
4 全部模块不稳定的网络故障
全部模块不稳定的网络故障具体表现为:网络通讯状态时好时坏,一会通讯正常设备可以正常运行,但运行几分钟后再次出现通讯故障,这种情况反复发生。这类故障的处理较为棘手,首先要锁定变化点辅助判断,通常要从设备活动部位的线路以及与人员干涉的区域开始入手检查。造成此类故障的原因主要有:人员操作不当造成通讯线路磨损、线路内部绝缘降低导致的短路、工装上检测零件的传感器磨损等。
在具体处理故障时,要借助于电气检测方法辅助判断,或者使用网络检测仪进行检测。主要方法有:(1)网络电阻检测。检测前,切断所以的网络电源,将PLC 打到编程模式停止所有的网络通讯,然后用万用表测量终端CANH 和CANL 之间DC 电阻,电阻值正常在50-70 欧姆之间。若小于50 欧姆,则需确认CANH 和CANL 间是否短路,或检查是否有大于2 个的终端电阻。若大于70欧姆,则检查CANH 和CANL 间是否开路。(2)网络电源检测。用万用表测量电源模块和主干网连接处的CANH 和CANL 间的电压。正常的电压为2-3 伏特,超出范围,则需检查CANH 和CANL 导线的连续性。(3)CAN 传导检查。每次切断其中一个节点,用万用表测量CANH 和V+间,CANH 和V-间的电阻,正常的测量值在1M-4M 欧姆,若测量值小于1 欧姆或大于4M 欧姆,说明总线传导有问题,需要更换硬件。(4)网络电源常规电压检查。测量每个网络连接到主干网处的V+和V-间DC 电压。正常情况下V+和V-间DC 电压在20-28 伏特之间。当电压低于20 伏特时,网络可能不能正常运行。解决办法有:缩短网络长度;增加供电电源;将过载的节点移至靠近电源的位置;将网络分成两段。
5 实战案例解析
故障现象:某车架焊接线正常生产过程中140 区域掉网,无法上自动模式,触摸屏报警10988 安全配置错误,无法复位。
处理过程:
(1)查看触摸屏报警10988,复位按钮闪烁,无法复位。根据报警代码查找程序,确认FL150 J1 箱安全模块输出状态异常,查看FL150 J1 接线箱安全模块输出端子报警亮红,断电重启后模块报警消失,但触摸屏仍无法上自动,安全模块模块又出现报警。
(2)查看程序配置,发现FL150 J1 箱安全模块报警Code16#0204 连接请求超时,把安全模块输出点端子排拔掉后报警消失,能上自动。但是140-160 安全程序报错,报警无法消除,更换安全模块验证,仍报警10988。
(3)单独拔掉安全模块0V 线,可上自动,查找24V 供电线路,发现140 工装阀岛地线烧化,将地线临时拆除后上自动正常生产。
(4)试机2 件后,阀岛再次掉网,检查发现阀岛模块24V 电源接头烫坏,查找阀岛D 网线,发现D 网线路烫伤。
(5)更换D 网线试机,试机阀岛仍掉网,检查发现R20 机器人焊接过程中正极电缆与机器人本体打火,包扎固定处理,上自动状态正常,恢复生产。
原因分析:
从机器人臂正极电缆破皮处漏电,通过机器人本体、底座接地、阀岛接地、阀岛、工装、负极电缆,构成回路。造成地线和D网线烧坏,造成掉网报警。由此看出,现场一个小小的线路防护做不到位,日常点检过程中没有发现线路磨损,近而导致了近三个小时的生产停线。
6 结语
造成D 网通讯不稳定,经常掉网的影响因素复杂多变,严重影响了生产的正常输出。通过以上分析,明确了此类故障的主要故障模式和影响因素,因此要在生产线设计阶段做好网络结构规划,使得整个网络分配合理,主缆支缆长度合理,各控制单元连接可靠。在日常生产期间做好D 网设备的点检维护,线路有效防护,人机交互区域避免干涉,同时提升故障分析与处理能力,不断总结经验。只有严格控制好这些影响因素就能够大幅降低停线时间,减少过程浪费,提升生产线的综合效率。