小角度焊缝在海洋工程中的应用及要点控制
2022-09-01丛军李军
丛军, 李军
(1.中石化胜利海上石油工程技术检验有限公司,山东 东营 257000; 2.中国船级社青岛分社,山东 青岛 266000)
0 前言
小角度焊缝在海洋工程管材结构的TKY节点中广泛存在,几乎每根斜拉筋的焊缝都会存在不同数量的小角度焊缝[1]。在海洋平台建造过程中,尤其是固定平台的导管架及上部组块结构设计中,小角度焊缝及其焊接不可避免。管材结构的TKY节点焊缝对整个海洋工程结构极其重要,而小角度焊缝是其中的薄弱环节,也是极易忽视的部位[2]。目前对小角度焊缝及其焊接,国内主要采用AWS D1.1/1.1W: 2010[3]等相关规范,但因小角度往往只存在于完整焊缝中的某一段,使得作业者和检验者在对其执行过程中往往容易对其忽视;加上其在执行过程中的复杂性和大家对规范理解的片面性,也导致目前各场地对小角度焊缝的执行很不规范。随着中国海洋工程逐步走向深水,各种技术挑战随之而来,保持良好的质量体系和任何环节及细节的规范施工,对项目质量及安全至关重要。
针对日常容易被忽视的小角度焊接问题,需要引起足够的重视。有必要对其规范认识、技术要求、关键点控制等方面进行分析描述,以期加深大家对小角度焊接工艺的全面了解,同时也达到相互学习、交流和提高的目的。
1 小角度焊缝简介
目前,国内海洋工程钢结构焊接中针对小角度焊缝的执行过程,主要依据AWS D1.1/1.1M规范相关条款要求。其主要针对管材结构TKY节点(见图1a)中二面角Ψ<30°或坡口角度φ<30°的全熔透焊缝(以下简称CJP)。目前大家对二面角Ψ<30°的CJP焊缝视为小角度焊缝普遍认同,对于坡口角度φ<30°的CJP焊缝缺乏认识,现场应用时应予以关注。二面角Ψ焊缝通常由2个杆件的外壁组合而成,如图1c[3]所示;坡口角度φ如图1b[3]所示。另外,规范指出:除了管材结构,在传递施加力方面,严禁将熔敷坡口角度φ<30°的焊缝作为有效焊缝。

图1 小角度焊缝
2 小角度焊缝应用范围
小角度焊缝主要针对管状结构,在海洋工程中则常见于导管架及上部组块的管状结构,尤其是TKY节点处。在海上固定平台建造时,平台主结构多数采用TKY节点形式的钢制管材结构,其连接方式以焊接为主。这种结构形式,二面角Ψ形式的小角度焊缝类型出现的概率较低,一般常出现在南海区域作业水深较大的导管架和组块结构上,对于水深较浅的渤海湾海域较为少见;但坡口角度φ<30°的焊缝类型,不论深水和浅水区域,其出现的概率都较大。如图1a示,当二面角Ψ<30°时,小角度焊缝主要集中在TKY节点的D区;而当导管架和上部组块斜拉筋二面角Ψ<45°时,C区和D区则有可能会出现坡口角度φ<30°的小角度焊缝。
二面角Ψ形成的小角度数量较少,而由坡口角度φ产生的小角度几乎在每个导管架和上部组块中都会存在。因之前大家对于小角度焊缝的理解,多停留在二面角Ψ结构形式上;对坡口角度φ<30°的焊缝容易被忽视且通常不认为是小角度,导致很多节点焊接未按照规范要求执行,现场应用时应引起足够关注。
3 执行规范时的关注点
从规范角度,小角度焊接需要关注如下方面:①焊接工艺评定制作;②焊工资质认可;③初始坡口宽度W及完工焊缝tw。
3.1 焊接工艺评定制作
现场执行的CJP管材结构坡口焊缝,当其焊接工艺规程不符合免除评定条件的要求时,对无衬垫且仅从一面焊接的二面角Ψ<30°或坡口角度φ<30°的TKY节点必须按照如下要求进行重新评定焊接工艺:①在TKY焊评试件的基础上,需额外再制备1个最大坡口深度和最小坡口角度φ的组合接头,或制作1个按照实际使用的坡口基本参数模型的接头;②该接头施焊位置应为立焊位置;③该试样需截取3个宏观腐蚀断面。
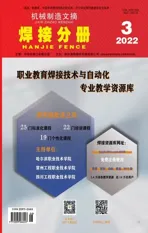
对于试样,应选取同材质或能被覆盖到的材料。其制作要求如图2[3]所示:①母板长宽至少200 mm× 200 mm,板厚不小于25 mm;②支板长宽至少200 mm×150 mm,板厚不小于16 mm;③母板与支板之间二面角Ψ至少应为15°或需要评定构建的最小角度;④试件制作时,其装配间隙或根部间隙不予以考虑,可零件间隙装配。宏观腐蚀断面切取3个,其外观检验及测试应满足如下要求:①无裂纹;②焊缝金属中相邻的各层之间和焊缝金属和母材之间完全熔合:③焊缝剖面外形及咬边应满足AWS D1.1/1.1M规范的目检合格判据;④对不小于1 mm的气孔,累计严禁超过6 mm;⑤对于无聚集的夹渣,其最大尺寸总和严禁超过6 mm;⑥维氏硬度测试,硬度值不超过325 HV10。另外,焊接后宏观腐蚀断面评判时,其根部起始点的判断将依据不同焊接方法的初始坡口宽度W进行确认;初始坡口宽度W之前的封底焊缝区域不作为有效焊缝,其中产生的缺陷将不予以考虑;完工焊缝tw(即理论上的完好焊缝长度)位置如图2中详图A示。
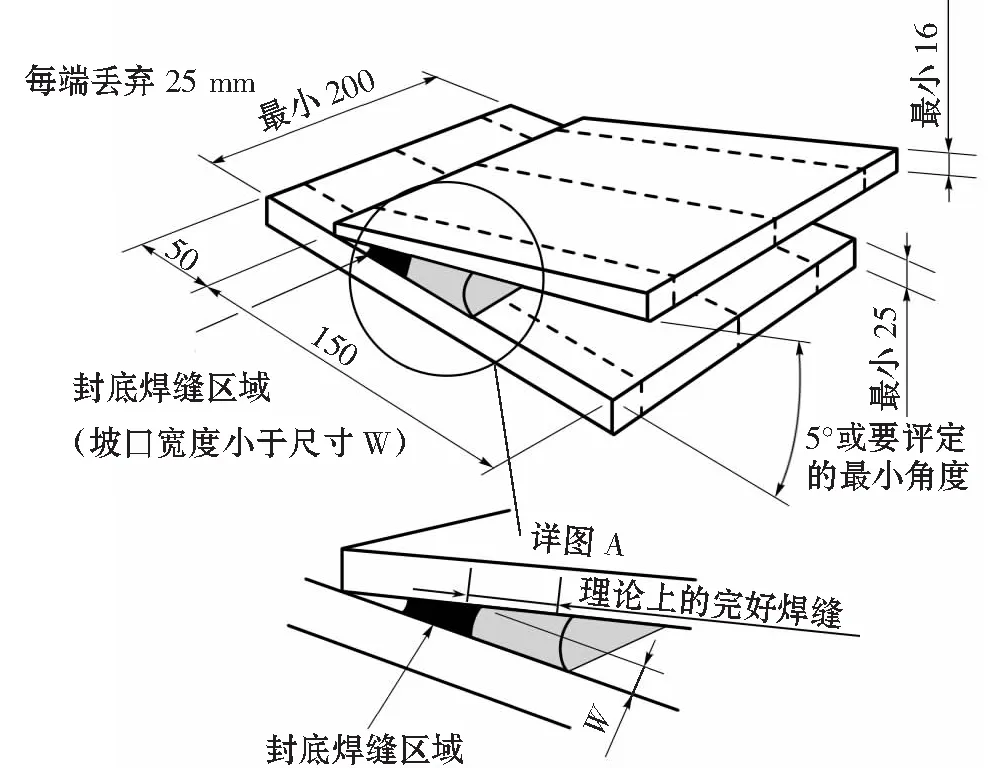
图2 小角度试板
3.2 焊工资质
对于小角度焊接,焊工资质需要单独评定认可,即执行小角度焊接的焊工在取得6GR的TKY节点焊工资质外,还应单独再取得小角度的焊工资质。6GR焊工试验文中不再赘述,重点对小角度的焊工考试及试验进行描述。小角度焊缝焊工考试时,须满足如下要求:①不论二面角Ψ<30°或坡口角度φ<30°的情况,均按照图2所示进行试件制作;②焊接时取立焊位置;③宏观腐蚀断面的截取及评判均按照如上3.1章节要求执行。
3.3 初始坡口宽度W及完工焊缝tw
焊接方法和坡口或二面角Ψ不同时,初始坡口宽度W要求也不同,详见表1。该表适用于当二面角Ψ在30°~75°之间、坡口角度φ<30°的情况,或二面角Ψ<30°的情况。初始坡口宽度W用于计算完工焊缝tw的起点,起点之前的封底焊缝区域不作为有效焊缝,其产生的任何焊接缺陷不作为完工焊缝tw的判据。
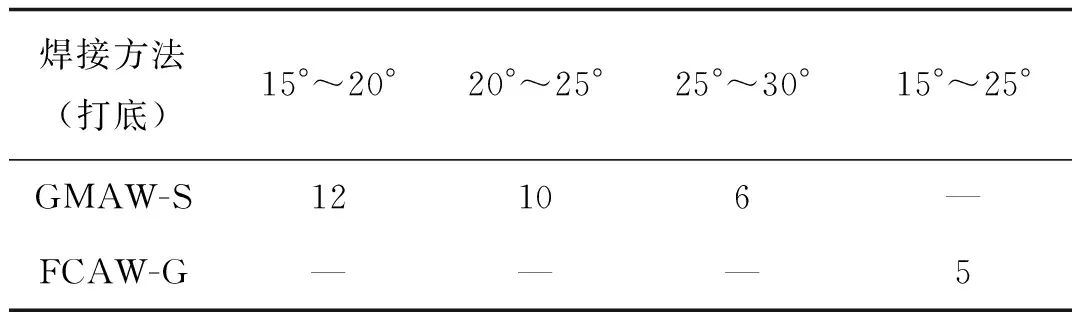
表1 坡口角度或二面角下的初始坡口宽度 mm
当二面角Ψ在30°~75°之间且坡口角度φ<30°时,其完工焊缝长度要求:tb/sinΨ≤tw≤1.75tb(tb为支管壁厚),这时焊缝坡口可能会出现坡口角度φ和二面角Ψ的组合形式,如图3[3]所示,但无论如何,需要保持完工焊缝的最小长度tw;当二面角Ψ<30°时,完工焊缝tw≥2tb。
图3 小角度完工焊缝
4 现场要点控制
对于小角度焊缝,现场施工和检验时应重点关注如下方面:①确认涉及小角度的焊接工艺规程是否得到批准且其各项参数是否符合项目要求;②确认焊工除了取得6GR焊工资质外,是否还取得小角度焊接资质,且其资质范围是否符合本项目施工需要;③确认焊接前是否已做好有效焊缝测量点的标识及确认工作。初始坡口宽度W位置是完工焊缝tw长度的计算长度起始点,焊接前,装配人员需要依据该点计算出标识处完工焊缝tw的长度。为方便焊后测量,通常测量长度从初始坡口宽度W位置点起,通常量取2tb+100 mm的长度作为未来检验时反算焊缝长度的依据。为防止丢失,要求该点进行永久标记,同时要求现场检验人员在焊接前对标记需进行见证和确认;④3.3章节提到的初始坡口宽度W及完工焊缝tw适用于焊接工艺评定的制作、焊工资质的认可及现场施工和监控;⑤完工焊缝tw在确保长度的基础上,还应注意改善焊缝的剖面形状,满足最小剖面形状的要求,完工焊缝tw表面最小半径值应不小于支管壁厚tb的1/2;⑥在确定初始坡口宽度W时应关注打底时的焊接方法;⑦对于二面角焊缝,需要关注支管端部的内部削斜。
5 结束语
小角度焊缝不可避免,其焊接过程也是极容易被忽视的环节,需要引起高度重视。随着中国海洋工程逐步走向深水,各个环节都应确保施工质量的精益求精,否则会对建造项目带来极大的安全隐患。如何正确严格执行小角度焊接工艺也势在必行。该文内容对于相关工作的开展有借鉴意义。