可测量对称度的万能角度尺的设计*
2022-09-01陈晓杰
□ 郭 茜 □ 陈晓杰
1.江苏联合职业技术学院无锡立信分院 江苏无锡 2140002.无锡技师学院 江苏无锡 214000
1 存在的问题
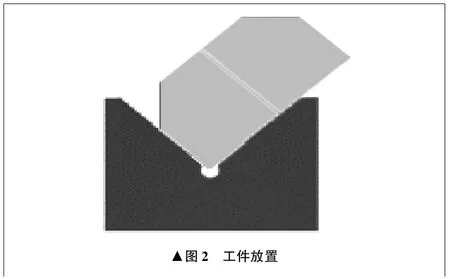
对称度是限制被测直线、平面偏离基准直线、平面的一项指标,公差带是距离为公差,相对基准中心线、平面对称配置的两平行直线、平面之间的区域。在样板镶配的钳加工时,经常会遇到一类沿工件中心线左右对称有两个角度面的情况,加工时既要保证两个面的角度正确,又要保证两个面的对称度,如图1所示。对这两个面的对称度进行测量,常规方法为放置在划线平板上,利用90°V形铁使工件的被测面与划线平板平行,如图2所示。再使用杠杆百分表,分别测量两个面,如图3所示。通过测量比较,判定误差,并加工消除误差来保证对称度要求。
常规方法的优点是测量结果比较准确,但同时存在多方面缺点。
第一,操作相对复杂,需要操作者技术熟练,并且细致耐心,否则容易造成较大的测量误差。
第二,由于测量设备数量有限,花费在测量上的时间和辅助时间相对较长,影响工件的整体加工效率。

第三,需要操作者具备一定的操作技术水平,初学者不能很好地掌握。
第四,测量时由多人多次交替测量,稍有不慎会发生磕碰,容易损坏量具。
针对常规方法的缺点,笔者设计了可测量对称度的万能角度尺。
2 普通万能角度尺功能
普通万能角度尺又称为角度规、游标角度尺、万能量角器,是利用游标原理来直接测量工件角或进行划线的一种角度量具。普通万能角度尺适用于机械加工中的内、外角度测量,可以测量0°~320°外角与40°~130°内角。普通万能角度尺的读数机构是根据游标原理制成的。主尺刻线每格为1°,游标的刻线取主尺的29°等分为30格,即主尺与游标一格的差值为2′。换言之,普通万能角度尺的读数精度为2′。普通万能角度尺还有5′和10′两种精度。普通万能角度尺的读数方法与游标卡尺完全相同。

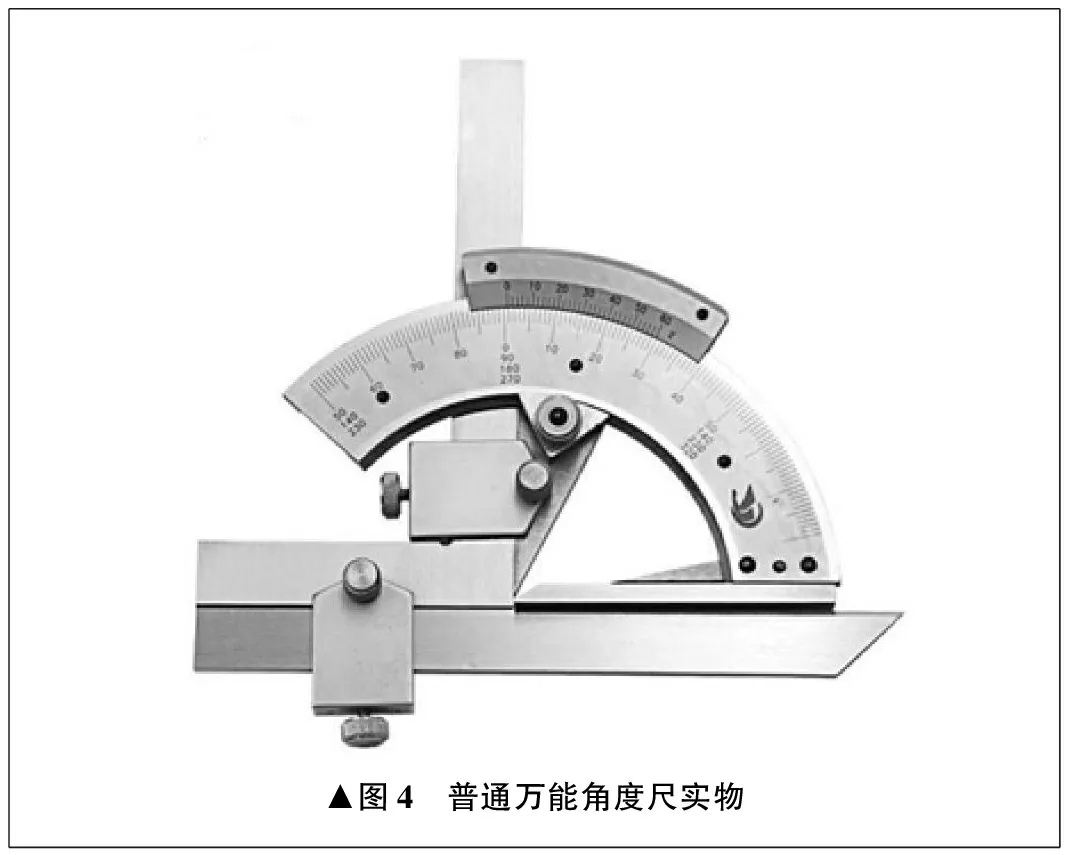
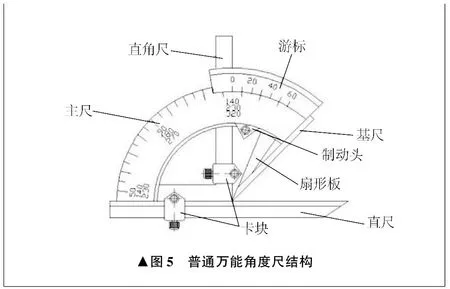
在钳加工中,一般使用普通万能角度尺测量工件的角度,通常的测量范围是0°~320°,精度为2′。普通万能角度尺主要由基尺、直尺、直角尺、主尺、游标、扇形板等组成,实物如图4所示,结构如图5所示。
3 创新设计
对普通万能角度尺进行创新设计,使之在测量角度的同时也可以用于测量对称度。设计时,在基尺面上标注刻度线,利用刻度线测量有对称度要求的面与同一个基准间的位置距离,基于工件对称度基准线与基尺刻度线的对应关系,两次测量距离越接近,表示对称度越高,以此判断是否符合对称度要求。创新设计后的万能角度尺实物如图6所示。

4 优点
创新设计后的万能角度尺具有以下优点:
(1) 工具单一,操作简便,操作者容易掌握;
(2) 满足一般加工测量场合的需求,弥补百分表测量的不足;
(3) 节省测量时间和测量辅助时间,可以提高工作效率;
(4) 操作者经过一段时间训练后,可以熟练掌握,能够达到较高的测量精度。
创新设计的万能角度尺对于学校学生考试等测量受限制的场合有一定实用意义,且目前市场中尚未发现有类似产品。
5 测量方法
以下介绍应用创新设计的万能角度尺测量对称度的方法。
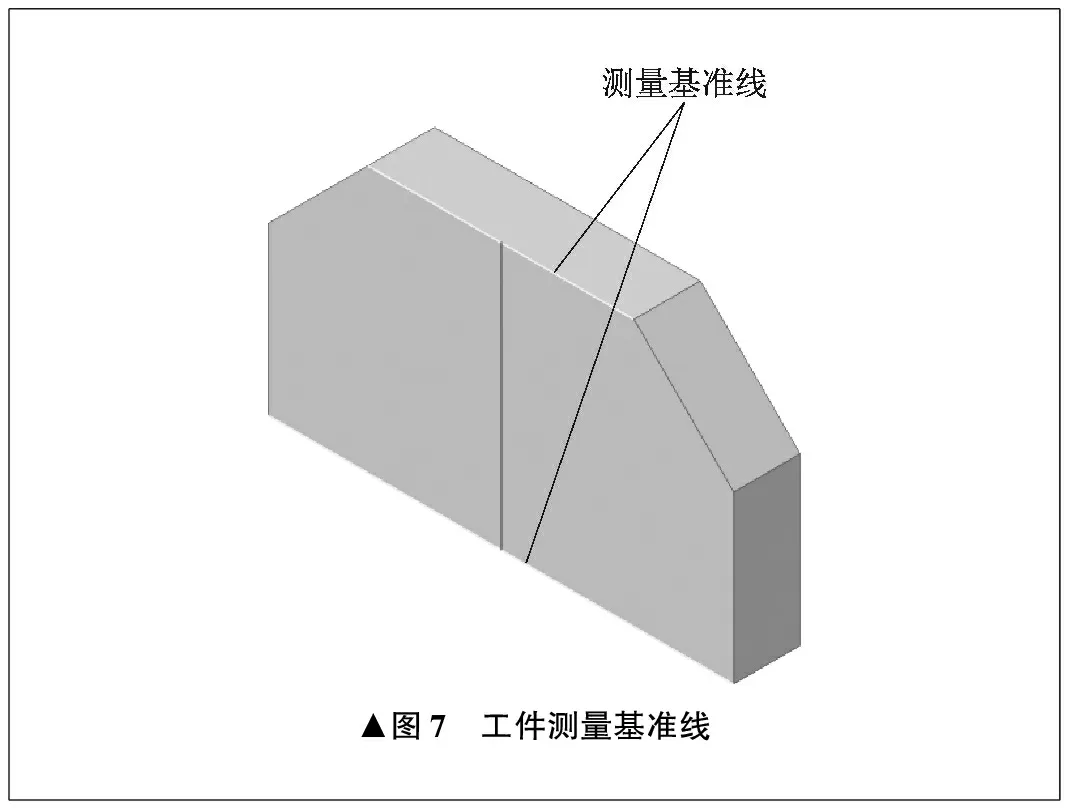
在工件上有对称度要求的两个面上划出合适的测量基准线,如图7所示。
工件底面与基尺基准面紧贴,慢慢移动,使1号面与直尺测量边慢慢接触,如图8所示。此时,观察工件上的基准线在基尺刻度线上的位置,准确读数,并做记录。必要时可以多测几次,记录平均数。

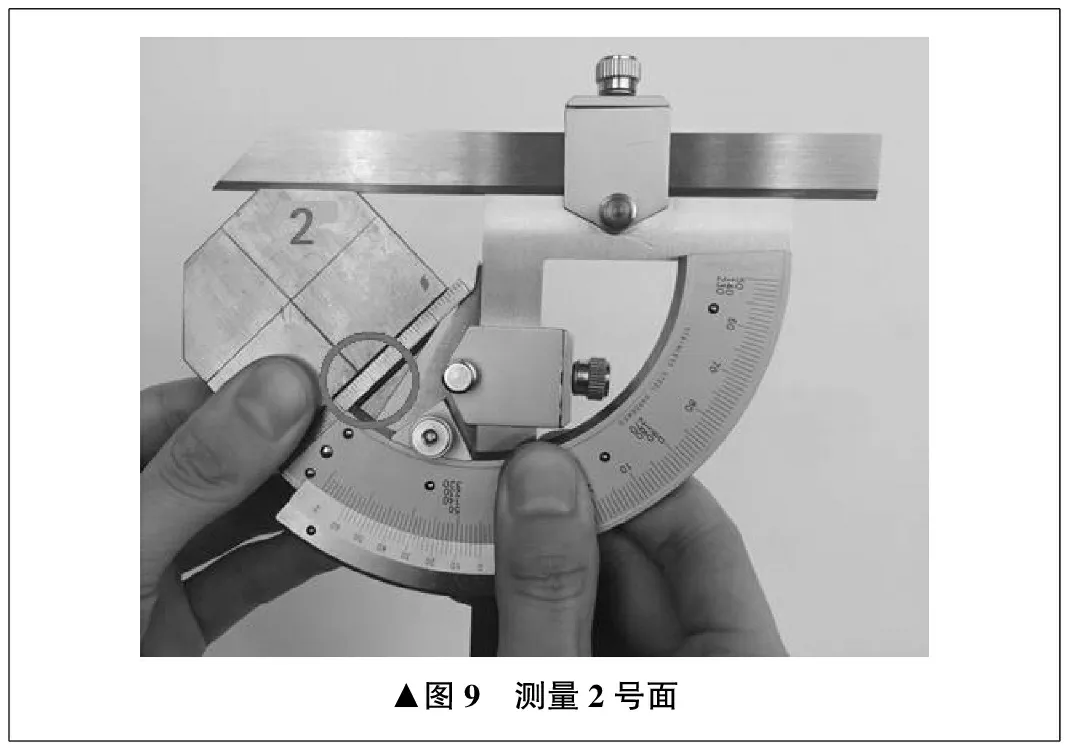
工件底面与基尺基准面紧贴,慢慢移动,使2号面与直尺测量边慢慢接触,如图9所示。此时,观察工件上的基准线在基尺刻度线上的位置,准确读数,并做记录。必要时可以多测几次,记录平均数。
两次测量后的读数之差,就是两个被测面的对称度误差。
6 结束语
笔者设计的可测量对称度的万能角度尺操作流程简单,操作难度降低,没有基础的操作者也能够较快掌握。应用这一万能角度尺,可以节省测量时间和测量辅助时间,提高对称度测量的效率和正确率。
