薄壁套类零件线切割夹具的设计
2022-09-01张忠信
□ 张忠信
沈阳创推科技有限公司 沈阳 110141
1 设计背景
薄壁套类零件,特别是壁特别薄的套类零件,在机械加工过程中会产生变形,很难满足图纸要求的尺寸公差和形位公差要求,合格率很低。由此,薄壁套类零件对机械加工工艺方案、工艺技术,以及加工中各工序的工装夹具有较高的要求。某外圆直径为350 mm,长度为100 mm,壁厚为4 mm,内壁有轴向均匀分布沟槽的薄壁套类零件,尺寸公差、形位公差要求比较高,线切割加工后尺寸公差、形位公差都无法满足技术要求。针对这一问题,可以从两方面采取措施。一方面是外部因素,从制造工艺方案考虑,减小机械加工前各工序产生的残余应力,进而减小残余应力在机械加工过程中释放产生的变形。另一方面是内部因素,减小线切割加工中由于受力不均匀产生应力导致变形超差的问题。改进线切割加工工艺,可以减小应力,设计合理的夹具,效果则更明显。为了避免薄壁套类零件在线切割加工中装夹受力不均匀,设计了薄壁套类零件线切割夹具。
2 设计方案
零件线切割加工中常用的装夹方法有压板、螺钉、垫块组合装夹,胶水粘合,磁性吸盘吸附,采用专用夹具等几种。常规装夹方法不能满足薄壁套类零件的线切割加工,会产生变形,因此只能设计专用夹具。设计专用夹具的基本原则是保证薄壁套类零件的加工质量,满足薄壁套类零件定位稳定性和可靠性要求,具有足够的承载或夹持力度。线切割加工中产生的切削力极小,因此主要考虑定位准确和均匀受力问题,避免不均匀受力产生应力,导致变形。
设计薄壁套类零件线切割夹具的目的是装夹均匀受力,减小不均匀受力产生应力导致的变形,所采用的技术方案由三部分组成。
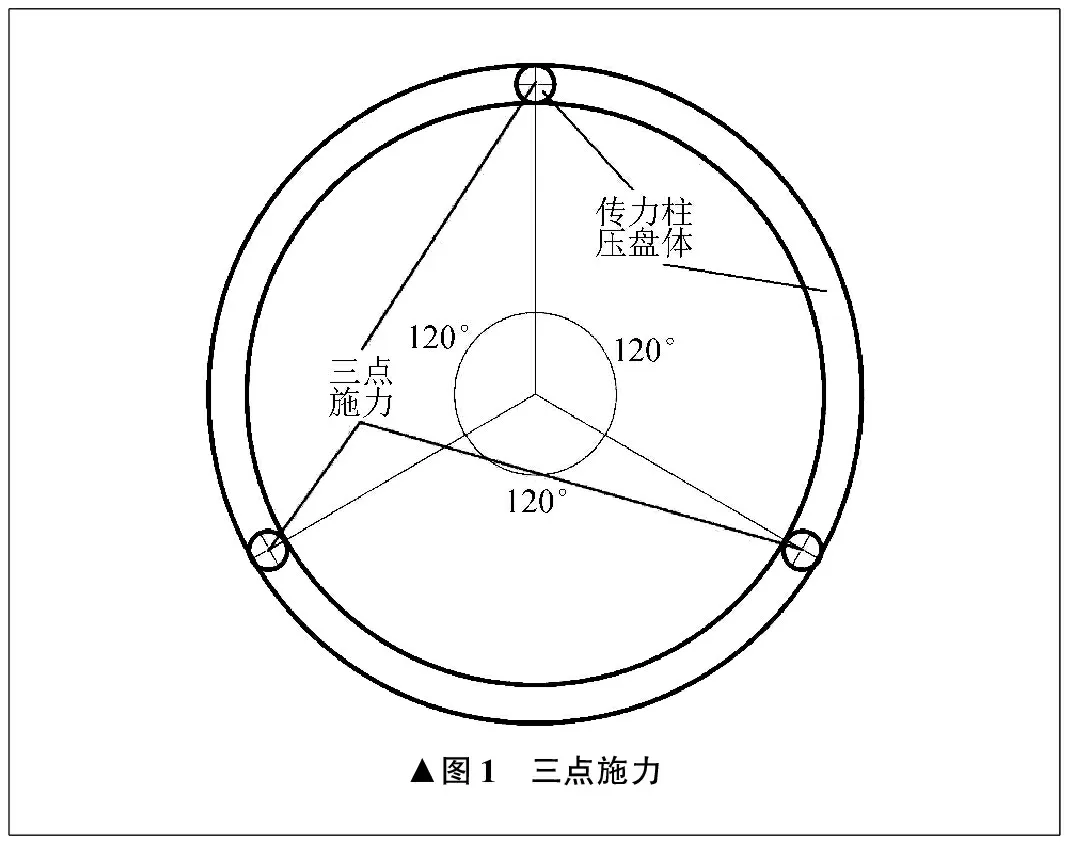
第一,采用圆周均匀分布的三点施力,如图1所示。对薄壁套类零件端面上均匀分布的三个点施力,三点施力装夹的稳定性最好,可以保证定位稳定性和可靠性,具有足够的承载和夹持力度。三点施力的受力均匀性好,产生的应力小,产生的变形也小。
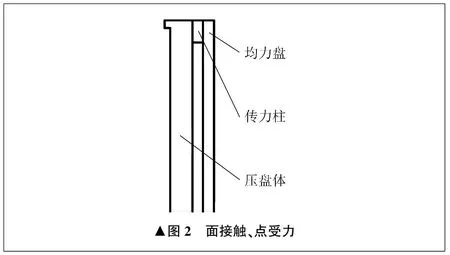
第二,采用面接触、点受力,如图2所示。面接触、点受力是由压盘体、均力盘、三个传力柱组成的双层结构,属于精细化的创新改进,可以进一步提高受力的均匀性,产生的应力更小,导致的变形也更小。
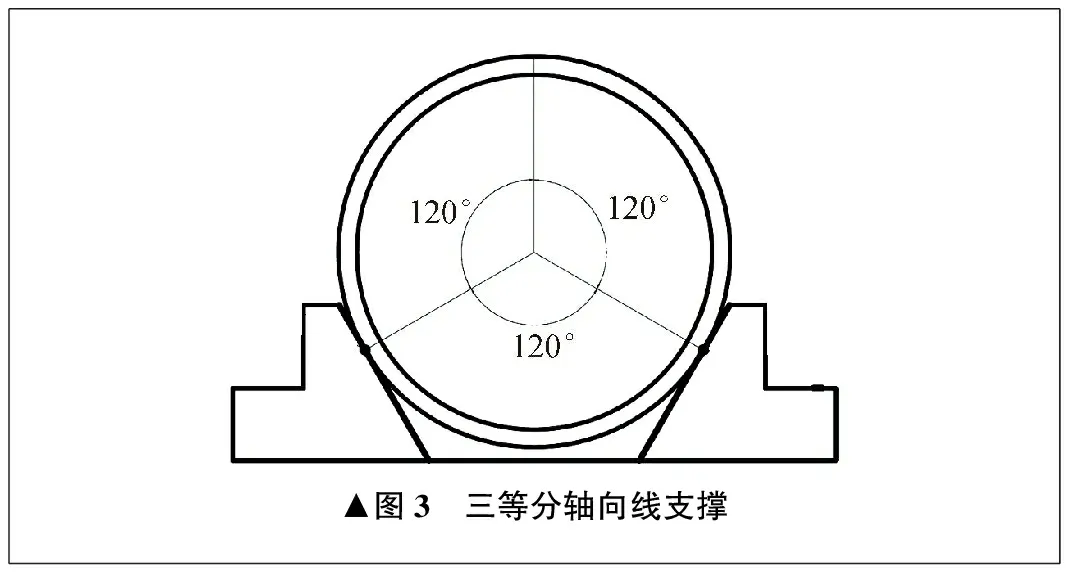
第三,采用三等分轴向线支撑,如图3所示。三等分轴向线支撑是产生应力最小、变形最小的支撑方法。线切割加工中,薄壁套类零件的支撑由压盘夹紧支撑和V形铁支撑双重作用产生,并且从完全压盘夹紧支撑逐步过渡到V形铁支撑。线切割加工前,压盘夹紧属于三点施力,均匀受力。随着线切割加工的进行,压盘夹紧的力越来越不均匀,由此产生应力,V形铁支撑可以减小应力或阻止应力不均匀。
3 制造
薄壁套类零件线切割夹具如图4所示,主要由支撑体、压盘和一对分体V形铁组成。
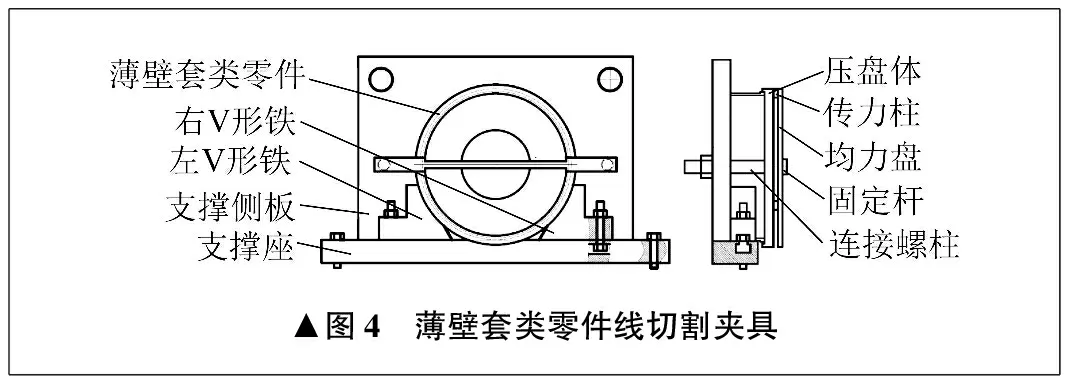
支撑体由水平放置的支撑座和竖直放置的支撑侧板组成,支撑座、支撑侧板焊接组合后进行机械加工,有垂直度要求。支撑座上开有固定V形铁的螺栓孔、滑动槽,以及将支撑体固定在线切割机床上的固定孔,通过螺栓将夹具固定在线切割机床上。支撑侧板上开有两个固定压盘的固定孔、一个中心工艺孔、两个顶角吊装孔。压盘由压盘体、均力盘、固定杆,以及两个连接螺柱、三个圆周均布的传力柱组成,压盘体、传力柱、均力盘焊接组合后进行机械加工,两个连接螺柱焊接在固定杆上后再点焊在均力盘上,确保薄壁套类零件均匀受力。分体V形铁由左V形铁和右V形铁组成,左V形铁和右V形铁之间的距离可以调节。通过调整左V形铁和右V形铁之间的距离,使薄壁套类零件与左V形铁、右V形铁的接触线在薄壁套类零件圆周三等分处,通过螺栓固定在支撑座上。
4 结束语
笔者设计了薄壁套类零件线切割夹具,采用圆周均匀分布的三点施力,面接触、点受力的双层结构,以及三等分轴向线支撑,使薄壁套类零件受力均匀,大幅减小因受力不均匀而产生的应力,进而减小变形,满足尺寸公差、形位公差要求。所设计的夹具适用于常规装夹无法满足技术要求的薄壁套类零件线切割加工。
