废旧电池电解液回收及高值化利用研发进展
2022-09-01张群斌李晶晶刘艳侠张海涛
锂离子电池(LIBs)具有高能量密度、长寿命及低自放电等诸多优点。自1991 年被索尼公司成功地商业化应用以来
,已被广泛应用于消费电子、新能源汽车、军事装备、智能穿戴、航空航天及大规模储能等领域
。随着电池制造技术工艺逐步成熟及诸多政策支持,全球新能源汽车及大规模电化学储能市场均得以高速发展。2021 年全球销量约650 万辆
,中国是全球最大的新能源汽车市场,占全球市场份额约50%
。国务院“新能源汽车产业发展规划(2021—2035)”指出,中国到2035 年纯电动车将成为新销售车辆的主流。
中国新能源汽车的销售量逐年递增,从2016年的50万辆增加至2021年的350万辆,预计2030年将达到1350万辆[图1(a)]。锂电池是新能源汽车的三大核心部件之一,其重量占整车的1/4,成本占整车的1/3。锂离子电池由正极、负极、电解液和隔膜等组成,电解液在电池正负极之间起着传递锂离子的作用,是连接正负极的桥梁,影响电池的比能量、安全性、循环性能、倍率性能、存储性能和成本等,被认为是锂离子电池的“血液”。近年来我国电解液出货量逐年递增,近年复合增长率高达39.5%[如图1(a)所示],预计2030 年电解液出货量将达到362万吨。

电解液主要由锂盐、有机溶剂和添加剂组成。由于市场需求旺盛,碳酸酯溶剂和锂盐价格逐年升高,溶剂碳酸二甲酯(DMC)在2022年初达10000元/吨,而锂盐LiPF
高达55万元/吨。中国能提供F元素的萤石仅能供开采约15年,成本日益增加。LiPF
极易分解,在空气中遇到痕量水即会分解产生HF、OPF
等有害物质
,对人体健康和生态环境产生巨大危害。考虑到未来废电解液量将非常巨大,从资源和环保角度出发,电解液回收及高值化利用均迫在眉睫。其绿色回收及高值化利用是实现国家可持续发展及“碳中和”目标的关键。电解液回收也具有重要的经济价值和环保意义,在近年来受到广泛关注。涉及电解液回收领域的文章及专利近年来呈快速增长的趋势[如图1(b)],但目前仍处在初级阶段,在数量和质量上均有待提高。电解液回收技术可分为冷冻法、机械法、有机溶剂萃取法和超临界回收法。电解液回收过程中存在着电解质的分解变质、有机溶剂吸附在极片表面难以回收、电解液难直接修复等问题,给电解液高值化再利用带来巨大挑战。本文将归纳国内外废旧锂离子电池电解液的回收技术特点和进展,并对未来发展趋势及面临的挑战进行了展望。
1 废旧电池的电解液
大多数锂电池使用寿命终结后其电解液关键组分由于长期电化学反应会部分发生化学反应,但是其基本组成保持不变。对使用后电解液的组成、失效机制进行深入系统地研究是实现电解液高效回收的前提。
出现两次以上的名词性术语中,各译本都约有三分之一的术语翻译不一致。这些不一致的术语英译中从语义上哪些可以接受、哪些应避免将在下文讨论。
1.1 电解液组成
众所周知,锂离子电池由四大主材(正极材料、负极材料、隔膜和电解液)构成,其中电解液质量占比约16%[图2(a)]。典型的电解液由锂盐、有机溶剂及添加剂组成[图2(b)],锂离子电池的内阻、循环寿命和安全性主要受电解液性质的影响。
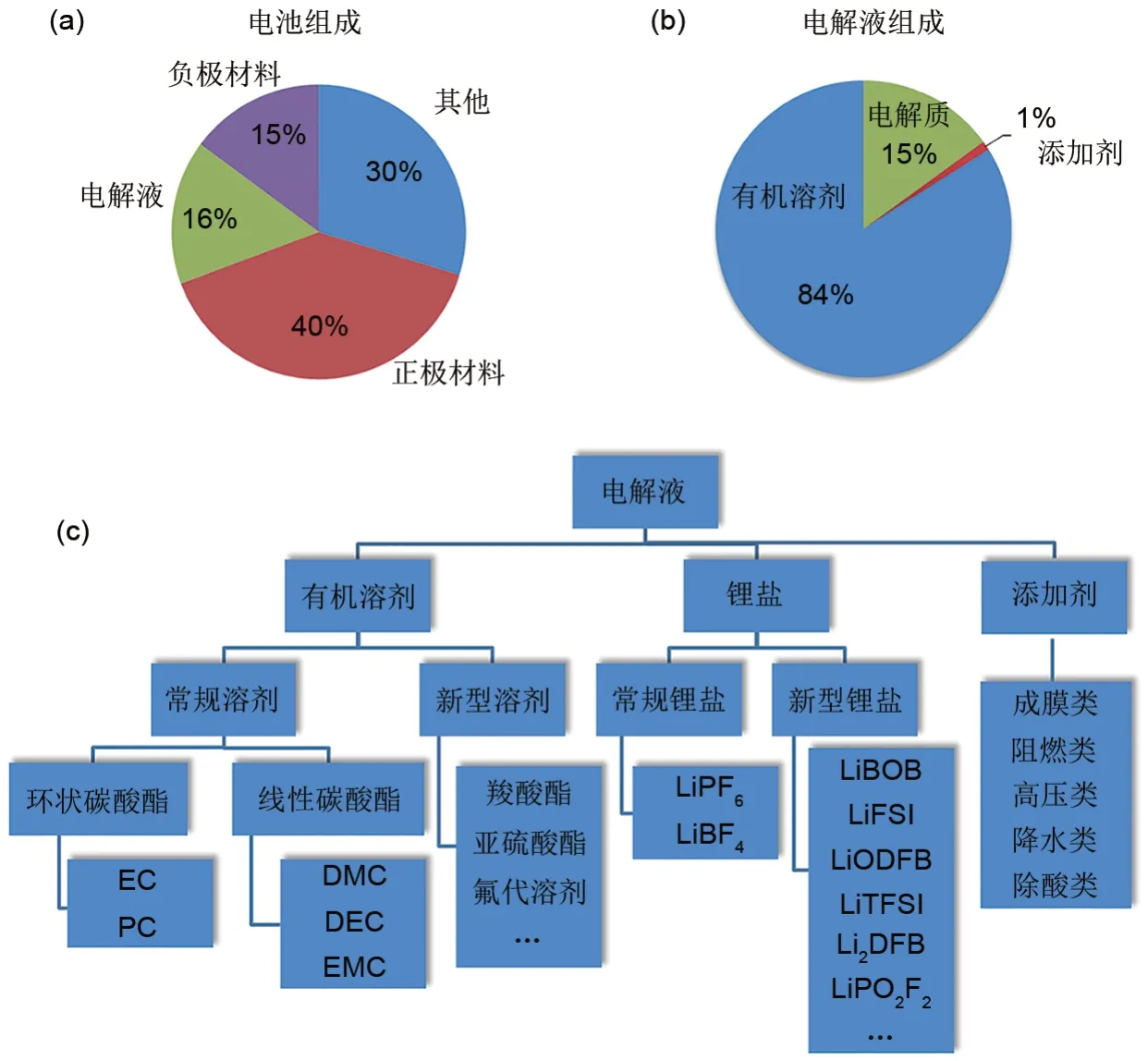
商业化电解液所使用的锂盐主要是LiPF
,部分采用LiClO
、LiBF
、LiAsF
等锂盐
,其约占电解液总质量的15%。有机溶剂占比80%以上,主要有环状碳酸酯(PC、EC)、链状碳酸酯(DEC、DMC、EMC)、羧酸酯类(MF、MA、EA、MA、MP 等)
。碳酸酯溶剂主要用来溶解锂盐并提高电解液的电化学稳定性。添加剂主要用来改善电解液适用性,提高电池稳定性、增强电解液安全性等。添加剂具有针对性强、用量小、种类多等特点,其功能不容忽视。根据化学组成,添加剂可分为有机添加剂和无机添加剂;从室温存在形式来看,添加剂可分为气体添加剂、液体添加剂、固体添加剂;从功能角度添加剂又可分为成膜添加剂、导电添加剂、阻燃添加剂(过充保护添加剂)和多功能添加剂
。常用电解液锂盐、有机溶剂及添加剂结构式如图2(c)所示。
1.2 电解液失效机制
电池在充放电过程中持续进行的电化学反应会导致电解液失效,引起失效的原因分为外因和内因。如图3(a)所示,外因主要是锂离子电池短路产生较大的电流(
=
/
)和大量的热量(
=
×
×
),过热和过快的电能释放会诱导电解液的分解干涸。锂离子电池短路的原因较多:①制造过程电极中表面的毛刺会刺破隔膜引起的短路,或是制造工艺的瑕疵造成短路;②锂离子电池在使用过程中过热会导致隔膜融化;③操作不当造成电池的短路。
罗蒂把杜威和维特根斯坦、海德格尔称为现代最伟大的三位哲学家,三者都对于传统的形而上学进行了最严厉的批判,都反对基础主义、确定主义和二元主义的本体论和知识论。海德格尔从基础存在论入手,批判传统的“在场的形而上学”,试图发掘存在者背后的存在之本真意义;维特根斯坦从语用学入手,分析词语在日常语言中的语用学意义,从而消解各种哲学概念的本质意义;而杜威则从自然主义和发生学方法入手,对于传统形而上学体系的二元论和确定性进行了批判和重新阐释。本文试图遵循杜威自身思想的发展,结合当代哲学语境对其形而上学进行分析和评论。
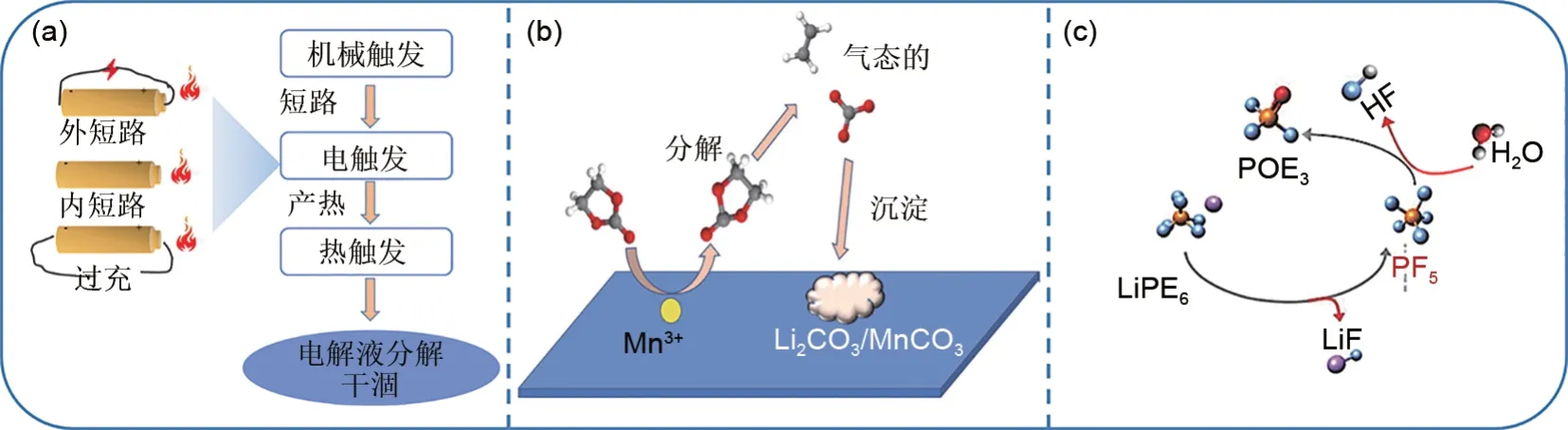
内因主要是电解液与正负极材料发生反应,导致溶剂分解或电解质锂盐消耗。如镍钴锰三元电池中Mn
离子较Li
离子拥有较大的溶剂化鞘,Mn
离子在电解液中或阳极表面作为催化中心,不断激活溶剂分子进行还原反应,导致电解液持续不断地消耗
,催化过程如图3(b)所示。锂盐LiPF
也会与痕量水缓慢发生反应生成LiF、PF
和HF 等物质[如图3(c)所示],加速HF与正极材料或SEI膜进一步发生反应。此外,充放电电压设置不当也会导致酯类或醚类溶剂的分解,产生C
H
、C
H
、C
H
、C
H
和CO
等气体。据从部分回收企业获悉,部分废旧锂离子电池中有机溶剂的含量大幅缩减,含量仅为最初的50%~70%。因此,如果单单考虑电解液中有机溶剂的回收,其经济性可能不高,还应该关注电解液中锂盐的高值回收。
1.3 废旧电解液特性
现有锂离子电池的回收工艺多包含热解工序,该高温处理工艺会诱导电解液发生不同程度的分解。分解产物主要有碳氧化物、碳氢化合物、烃类等,烃类是有机溶剂高温下与锂离子发生还原反应产生的产物,反应机制如图4所示,锂离子和电子作用打开碳酸酯间的共价键形成CH
,自由基反应速率高达3×10
cm
/(mol·s),CH
在 高 温下 脱氢生 成CH
和CH
自由基,CH
自由基与氢自由基或烃类自由基结合生成烷烃、烯烃和炔烃;碳氢自由基可与LiPF
分解所产生的氟自由基结合生成氟烃化物。电池回收中的热解处理工序会导致电解液的组成发生剧烈变质,增加电解液回收及高值化再利用的难度
。

2 废旧电池电解液处理
电解液富集过程一般在拆解、破碎工序后进行,多采用物理手段将其提取出来。电解液中的锂盐LiPF
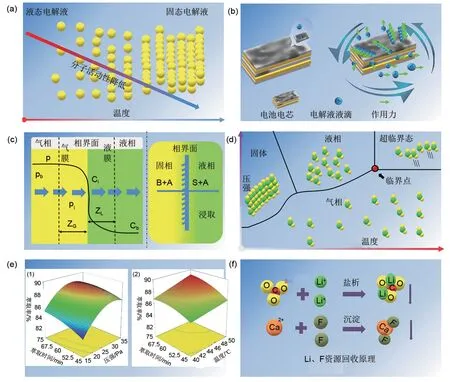
易发生分解而生成高腐蚀性的HF,富集将是电解液回收研究的重点之一。如图6所示,电解液的回收主要分为冷冻法、机械法、溶剂萃取法和超临界萃取法。
2.1 研究现状
2.2.3 溶剂浸取法
总体来讲,目前电解液回收研发面临诸多挑战。如电池循环后电解液会吸附在多孔电极上,加大提取和收集的难度。其次,电解液的挥发性、易燃性和毒性等加剧了回收的复杂性。再者,电解液回收工艺相对较复杂,小规模情况下经济效益不明显。因此,电池回收企业当前在废旧电池处理过程中多将电解液燃烧或经废气净化处理后排入大气中。
2.2 电解液富集方法和机理
相较于电池的其他关键组成材料的高值回收再利用,废旧电解液的高值化循环再利用是一个巨大挑战。电解液处理过程中会遇到电解液的分解、变性等问题,同时也会造成一定程度的污染,因此,对废旧电池电解液的处理现状进行归纳总结将有助于开发更先进的技术和绿色工艺。
2.半山有巨井、南山可刻石。王罕岭南有一地名高瀑山,其半山腰有被称水龙洞和旱龙洞的两个洞穴。外湾村民说:如遇干旱年庚,用舀粪勺到水龙洞水中翻几下,天就会下大雨。当地村民说:水龙洞内有蛟龙,蛟龙生活环境最洁净,如人用污秽的粪勺去干扰,它就会用大风大雨来报复人类。由此,我们可发现千百年来,“南山之半有巨井,井有蛟”这一记于典籍之事物的传承。在水龙洞和旱龙洞口周围,多处有平滑的大块岩壁适宜刻字,有的岩石上至今尚留有点画的刻痕。
2.2.1 冷冻法
唐人杜荀鹤曾经写过一首七绝《小松》:“自小刺头深草里,而今渐觉出蓬蒿。时人不识凌云木,直待凌云始道高。”这首小诗不正是年轻人青春成长的写照吗?人生最美好的时期是年轻时期,人最宝贵的岁月是青春岁月。那个时期,年轻人就像春天破土而出的树苗,钻出土层,顶开岩石,扶摇直上,不畏惧艰难险阻,笑对一切疾风暴雨,不为名利,不谙世故,只有一腔热血,一种信念,一种追求。《沱河记忆》正是这样一部充满了乐观向上精神取向的长篇小说,“不仅没有渲染知青在乡村经历的苦难,甚至很少能让读者感受到知青下乡的痛苦” [3] 52,一扫有些知青小说充斥的悲戚之色。它就像一曲中原知青生活的田园牧歌,自然宁静,寥远旷达。
冷冻法是利用物理回收过程,其主要特点是将电池中的电解液急速冷却成固体后回收。固化后电解液将具有难挥发和分解、易回收的特点。冷冻法原理是基于阿仑尼乌斯的变形式[如方程(1)和图6(a)所示],温度降低时电解液溶剂分子活性降低,分子扩散能力大大减小,有效减少了其挥发和分解的程度,可以固体的形式进行回收。
利用电解液富集方法可较为简便地获取废电解液,电解液中的碳酸酯类有机溶液也可通过简单的精馏操作达到分离提纯的目的,而残存的锂盐作为电解液的重要组成部分,因其富含Li、F 和P 等关键元素而回收价值巨大,理应引起更加广泛的关注。锂盐是电解液的主要组成,商业化常用的锂盐为LiPF
,其化学性质活泼,极易发生分解产生氟化氢等有害物质(如图8所示)。若对LiPF
处理不当将会对环境产生巨大危害,锂和氟元素作为战略性资源。退役电池中的锂和氟元素含量远高于矿石,将其回收并转化为高值化产品,是解决资源短缺的一种有效途径。因此,回收处理六氟磷酸锂将具有极高的经济价值和战略意义。

日本三菱
将锂离子电池冷却后低温粉碎、分离得到固态电解液,低温可降低有害物质的活性和电解液的挥发。北京工业大学赵煜娟等
将拆解电芯放入液氮中冷冻分离得到固态电解液,工艺流程如图7(a)所示。冷冻法降低了电解液的活性,减少了锂离子电池在拆解过程中分解及燃烧等安全隐患,但也存在电解液回收率低、能耗大、对设备要求高等局限性。
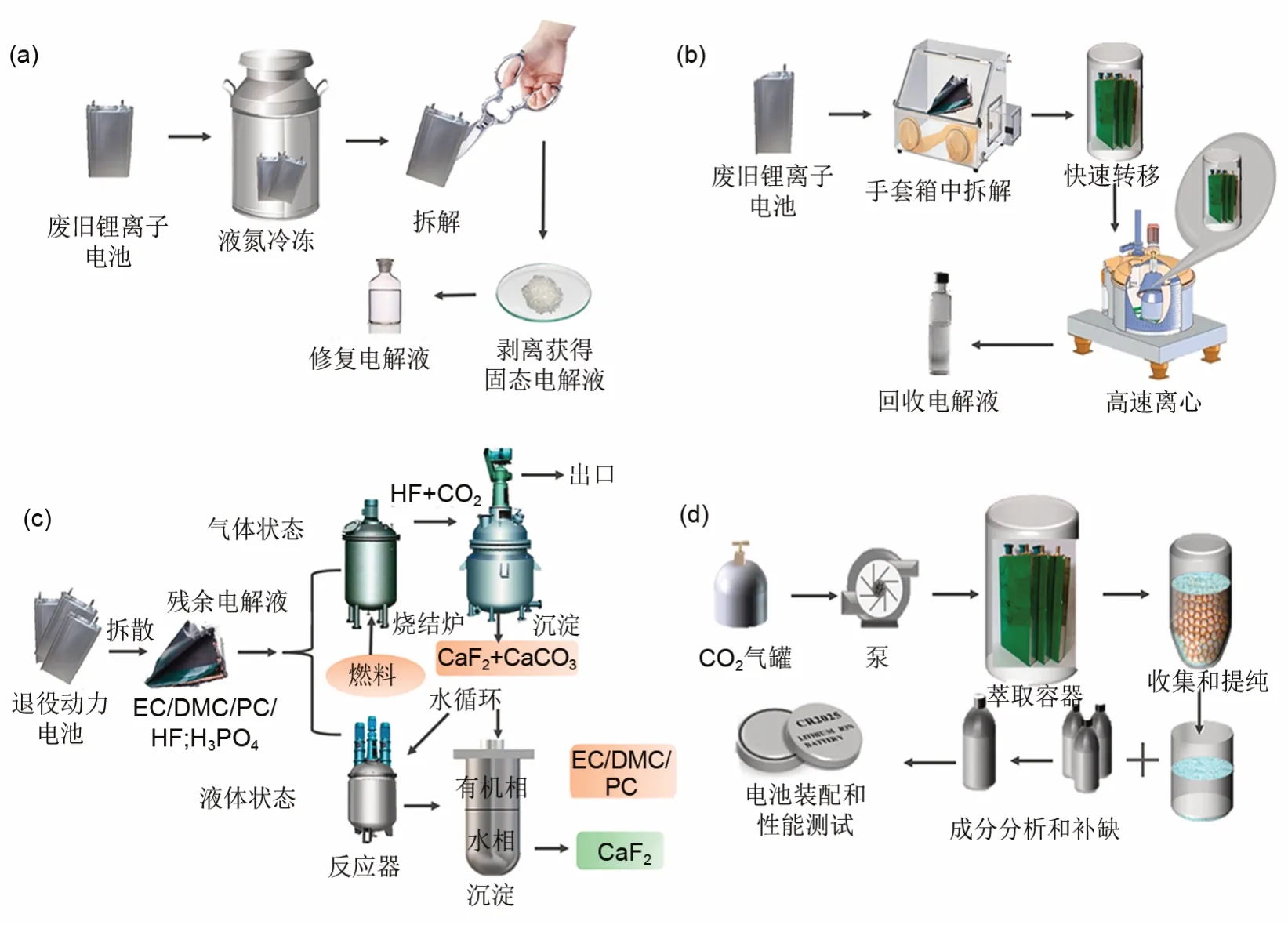
2.2.2 机械法
进行诊疗操作时,通过言语沟通、肢体接触和分散注意力等方法,安抚患儿情绪。诊疗操作后,继续给予患儿社会心理支持,鼓励家属最大程度地参与全程治疗,以减少患儿的住院心理创伤,提高治疗的依从性。
机械法是采用外力把电解液从电芯中分离出来的技术。其以离心法为代表,原理是基于牛顿第二定律[如方程(2)、方程(3)和图6(b)所示],电芯在高速旋转时电解液液滴和电芯间的摩擦力不足以提供运动所需的向心力,电解液即可被甩出并收集。
1.1 研究对象 选取2014年1月至2016年1月本院收治的冠心病合并2型糖尿病患者为研究对象,采用随机数字表法,将患者分入辛伐他汀组、阿托伐他汀组、瑞舒伐他汀组。其中,辛伐他汀组患者,予以辛伐他汀(上海信谊万象药业生产)20毫克/次,1次/天,晨起空腹口服。阿托伐他汀组患者,予以阿托伐他汀(辉瑞制药有限公司生产)20毫克/次,1次/天,晨起空腹口服。瑞舒伐他汀组,予以瑞舒伐他汀(阿斯利康公司生产)10毫克/次,1次/天,晨起空腹口服。


严红
在惰性气体保护下把电芯从锂离子电池中拆解出来,干燥后用离心机分离出电解液,离心机转速大于20000 r/min,高速离心有利于提高电解液的回收率,如图7(b)所示。He等
用特制的去角质萃取剂代替有机溶剂将电芯溶解,后采用高速旋转设备获得电解液和电极材料,该萃取剂可溶解阳极粘结剂分离石墨和铜箔。杨中德等
设计了极片中电解液的吹扫装置,将锂离子电池夹紧露出两端,用高压吹气嘴对准锂离子电池的端部,将电解液从锂离子电池内部吹出。赖延清等
在90~280 ℃及40~100 kPa下在干燥空间吹扫已粉碎的锂离子电池,LiPF
分解成含氟气体,吹扫气体冷凝后经脱氟、脱水获得回收溶剂。
互联网大数据技术在智慧城市建设与发展方面的应用十分广泛,应用领域囊括了城市基础设施建设、医疗卫生建设、精神文明建设、生活保障建设以及经济发展资料的获取等,可以实现各城市之间各种资源的多级共享,提高资源利用率,优化城市资源的分配问题。互联网时代下的生活环境得到了进一步的优化,“微信”“微博”“客户端”等社交媒体软件为人们的生活带来了便捷的信息获取渠道。“淘宝”“支付宝”等货品交易网站使人们足不出户就可以买到所需商品。各领域的信息收集都要依靠大数据中心这一数据收集平台。
由于电池的电极材料和制造工艺的复杂多样,电池回收处理一般涉及两个典型的过程:物理过程和化学过程。电池回收处理前需完全放电,若不完全放电可能会引起火灾或爆炸。需对电池进行预处理,如拆解、破碎、热处理、磁选等工序,电解液回收主要在拆解及破碎工序进行,多采用物理手段将其提取出来
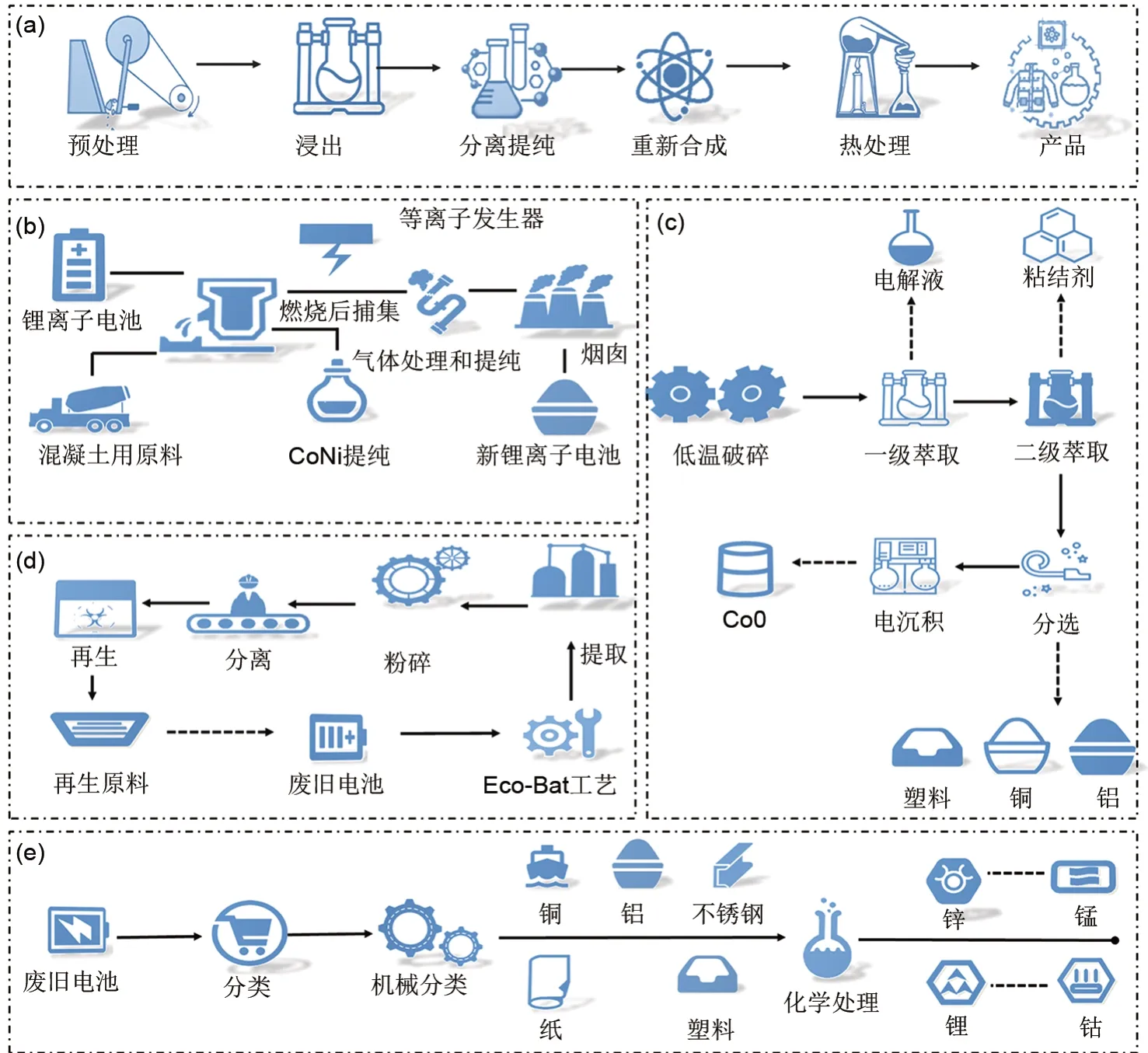
。考虑到成本及规模等因素,目前大多数企业仅回收高价值的能源金属元素,忽略电解液的回收。深圳格林美高新技术有限公司将锂离子电池经过预处理、酸浸、分离提纯、重新合成、热处理等过程,获得超细钴粉和镍粉,电解液经燃烧、净化处理后排放
,如图5(a)所示。比利时Umicore开发了独特的ValEas工艺
,通过特制的熔炉采用高温冶金法处理锂离子电池并制备出Co(OH)
/CoCl
,石墨和有机溶剂作为燃料,如图5(b)所示。法国Recupyl公司采用拆解-浸出-沉淀-净化的工艺回收铝、钴、锂等材料
,放弃回收电解液,如图5(e)所示。截至目前仅有少数企业开展过电解液的回收技术研发。英国AEA 公司经低温破碎、分离钢材后,用乙腈提取电池中的电解液,采用
-甲基吡咯烷酮(NMP)提取黏合剂(PVDF),分选后得到Cu、Al和塑料,电沉积法将溶液中的Co转化为CoO,流程如图5(c)所示。日本OnTo公司开发了Eco-Bat工艺,将电池放置在一定压力和温度的容器中,用液态二氧化碳(CO
)溶解电池内的电解液,改变温度和压力使CO
气化,进而让电解液从中脱出,流程如图5(d)所示。
溶剂浸取法是利用溶剂浸泡电芯,使电解液充分溶解在有机溶剂中,将有机溶剂和电芯分离。浸取法由溶剂、溶质(目标浸取物)和惰性固体构成,其浸出机理较复杂。常用理论模型如图6(c),即溶剂先浸润固体使溶质溶解,溶质从固体内部扩散到表面后,再通过液膜扩散到溶剂主体中。其基本原理是假定在不溶性的多孔惰性固体(A)内部含有不被固体所吸附的溶质B,溶质B含量低于饱和溶解度。若固体与溶剂接触时间足够长,溶质完全溶解且固体孔隙中液体浓度等于周围液体的浓度。当流体与多孔固体接触时,流体中某一组分或多个组分在固体表面处产生蓄积,此现象称为吸附,浸取过程视为吸附过程的逆过程。浸取过程是溶质在传质推动力作用下进入溶剂中,溶质在溶剂内扩散,随着浸取时间的增加传质推动力变小。
电解液溶解速率与传质推动力呈正相关,传质推动力来源于电解液的平衡浓度
C
与任意时刻浓度
C
的差值。理想条件得到方程式如方程(4)

式中,
为质量传递因数,单位cm
/min;
是传质面积,单位cm
;
C
和
C
分别为溶解平衡时刻及任意时刻
所对应电解液的浓度,单位g/L。假设传质面积为一恒常数则方程(4)可简化为式(5):

式中,
为传质系数,min
;对上式从0 到
积分,浓度的积分范围为
~
C
,
为0,积分后得式(6),可计算任意时间对应的电解液浓度。

方程式(6)可转化为方程式(7):

Lain 等
在2000 年采用有机溶剂浸取法成功提取出锂离子电池中的电解液,并通过提纯技术分离出有机溶剂。日本三菱会社
将锂离子电池彻底放电后,注入碳酸酯溶剂收集电解液,向收集的电解液中添加水或无机酸使LiPF
分解,减压加热促进氟化氢气体挥发,氟化氢被吸收后生产氟化钙,溶剂采用蒸馏提纯的方式进行回收。华中科技大学的曹元成教授等
将废旧锂离子电池破拆后浸入到碳酸二甲酯溶液中,密封放置,直到电解液完全溶解到DMC 中,如图7(c)所示。中科院过程所离子液体团队张锁江等
采用低沸点DMC浸出电解液,将提取的电解液精馏提纯成纯溶剂,控制反应条件使LiPF
转化为高价值氟化锂或碳酸锂,溶剂提取率达90%。陈夏雨等
用碳酸酯类溶剂提取拆解粉碎后的电解液,通过蒸馏的方式对其回收再利用。赵煜娟等
设计了一种真空抽提锂离子电池内部电解液的装置,真空条件下将锂离子电池的电解液从防爆阀口抽取,注入清洗液、静置、抽真空提取电解液,重复多次、可将大部分电解质和溶剂回收,浸出的电解液溶剂经过蒸馏后循环利用。溶剂浸取可大幅降低锂离子电池的电解液残余,同时还可提升后处理的安全性和环保性。
直接回收LiPF
是将富集的电解液中的有机溶剂去除,把溶解的锂盐直接转化成高纯度的LiPF
产品,或添加有机溶剂和添加剂作为电解液重新使用。陈夏雨等
用溶剂提取法获得的电解液,减压蒸馏后使有机溶剂与锂盐浓缩液分离,浓缩液经低温冷却后得到粗化的LiPF
,分析成分后补充有机溶剂及添加剂,可重新作为电解液产品使用。周立山等
将拆解后电池中的电解液取出并放入料罐中,减压精馏后得到纯溶剂,将LiPF
粗品放入溶解釜中,并加入氟化氢溶液,经过滤、结晶、提纯、筛分、干燥,得到纯LiPF
产品。王学真等
将用乙醚浸泡和冲洗拆解后的电池,收集浸泡液和冲洗液,经过浓缩、重结晶、过滤、干燥后得到LiPF
晶体。曾桂生等
将废旧锂离子电池的电芯与有机溶剂混合超声,使电解液中的LiPF
转移至乙腈和碳酸酯组成的混合有机溶剂中,LiPF
的回收率达92%以上。童东革等
分析了碳酸二甲酯、碳酸二乙酯以及碳酸丙烯酯等对电解质脱除效率的影响,发现通过溶剂法以碳酸丙烯酯作为溶剂回收电解质锂盐的效果最佳,最后还可将提纯后的LiPF
重新应用到锂离子电池中。刘权坤等
另辟蹊径采用超临界萃取法将低温拆解后的废旧电池放入超临界萃取装置中,采用丙酮作为夹带剂,利用临界状态下二氧化碳的超高溶解能力,在压力为10~40 MPa,温度为31~50 ℃条件下,LiPF
的萃取效率可达80%以上。胡家佳等
将溶剂浸取法和蒸馏法相结合,利用特定的有机溶液浸泡拆解后的电芯获得浸取液,浸取液再经过过滤、离心、精馏、无水氟化氢提纯等步骤后得到符合行业标准的LiPF
。AEA 公司
采用相似的方法,在惰性气体氛围下将废旧锂离子电池机械破碎,并配置合适的溶剂(乙腈、
-甲基吡咯烷酮),将拆解的电芯浸入到溶剂中获得浸取液,最后通过减压蒸馏将溶剂除去,剩余的则是纯电解质。李荐等
为了减小直接回收六氟磷酸锂的难度,先通过浸取法回收粗制电解液,然后经过过滤、活性碳脱色、分子筛除水得到提纯的后电解液,最后再分析成分添加部分关键组成重新配置成电解液产品。
超临界萃取法是利用超临界流体作为萃取剂,从液体或固体中萃取出特定成分以达到分离目的。超临界流体是温度高于临界温度、压力高于临界压力的热力学状态的流体,它具有双重特性,既有与气体相当的高渗透能力和低粘度,也具有与液体相近的密度和对多种物质优良的溶解能力
,且扩散系数约是液体的100倍。
当温度和压力达到临界状态时,二氧化碳具有超高的溶解能力,且化学性质稳定,是一种优秀的萃取剂。当提取锂离子电池的电解液时回收率达90%以上,模型如图6(e)。超临界二氧化碳法萃取电解液二次多项式方程见式(8)

式中,
为电解液萃取率,
为萃取压力,
为萃取温度,
为萃取时间。
Sloop 等
在专利中采用超临界二氧化碳方法萃取电解液。Grützke等
采用一套CO
萃取装置,利用两个不同的分离器对萃取行为进行了研究。通过气相色谱-质谱和离子色谱-电喷雾电离-质谱对提取物进行分析,以确定回收率和电解质组成。Mu 等
用超临界CO
萃取的方法,萃取锂离子电池中的电解液,研究了萃取压力、温度和时间等工艺参数对回收率的影响,电解液回收率可达90%以上,流程如图7(d)所示。Mönnighoff 等
采用超临界二氧化碳萃取法,对SOH 达到70%的锂离子电池电解液进行分析,并对电解液老化机理进行深入研究。Rothermel 等
采用不同方法提取电解液,并考察了提取方法对回收石墨性能的影响。三种提取方法分别为:①加热促进电解质组分挥发;②亚临界二氧化碳-乙腈(ACN)电解液萃取;③超临界二氧化碳萃取电解质。研究结果表明超临界二氧化碳萃取法不利于获得结晶度较高的石墨,亚临界二氧化碳-乙腈萃取电解液可获得结晶度高的石墨,是回收石墨和电解液的最佳方法。超临界萃取法对设备要求较高,且设备昂贵,工业化应用较困难。
通过物理方式将电解液提取出来的工艺各有特点(如表1 所示),废旧锂离子电池电解液回收需因地制宜,根据原料来源、工厂所处环境已经所制备高值产品等因素需求选择合适的方法技术和工艺。
先进的企业文化能够激励职工士气,所带来的是群体的智慧、协作的精神、新鲜的活力。企业文化创新的实质在于突破与企业经营管理实际脱节的旧的文化理念和观点束缚,实现向贯穿于全部创新过程的新型企业经营管理方式的转变。南津渡水电站就确定了“团结拼搏,争创一流”的企业精神,对统一职工思想、规范业务流程、提升整体素质、增强企业自下而上的发展能力具有强大的推动力。
2.2.5 电解液富集回收方法对比

2.3 锂盐回收
平塘县稻作区多丘陵山区,有较宽广的河谷地或盆地,阳光充足,水源较为方便,较适于杂草生长,主要草种有鸭舌草、牛毛草、稻稗、异型莎草、矮慈姑、青萍、眼子菜等20余种。实施稻鸭共育项目后,项目区杂草经鸭采食和踩踏,放鸭后40天左右,已基本无杂草,除草效果明显。另外,鸭的活动大大改善了稻田土壤的透气性,减轻了有毒物质的生成和危害,促进水稻根系的生长,从而利于水稻生长发育。
教学名师通常是学术造诣高、教学水平高、教学质量好且德才兼备的老师才能当选。由教学名师来担当新进教师的岗前培训专家确实可以起到模范带头的作用。自2003年,教育部就开展了第一届高等学校教学名师奖评选,鼓励教授上讲台。此后,地方以及地方高校也纷纷设立不同级别的教学名师奖。教学名师通常长期为本科生授课,积累了丰富的教学经验,可以较好地传授给即将走上讲台的教师把握组织课堂的本领、师生之间沟通的本领、优秀的教学方法和实用的教学手段。教学名师同时也有较高的学术水平,即使面向科研岗位的教师,也能传授前沿的科学知识。

2.3.1 直接回收法
2.2.4 超临界萃取法
(1) 在建筑改造中,扩大原车站付费区面积,保留进站闸机,将出站闸机由东侧调整为南北两侧。在2号线车站西侧公共区侧墙采用暗挖开洞模式,采用3个门洞与原2号线站厅和新建换乘厅进行连接。连接的通道上方空间可以为道路管网提供相应的迁改路径。
2.3.2 锂盐转化法
由于LiPF
与水易分解,直接法回收利用难度大,如果将其转化为稳定的锂盐再加以回收则是较为理想的方法。如图6(f)所示,LiPF
的转化回收主要利用电解液中锂离子、氟离子在一定条件下生成碳酸锂和氟化钙。
日本浅野聪等
利用强碱将电解液pH调节到9以上,使LiPF
分解生成磷酸盐和氟化物,固液分离后的磷酸盐溶液用酸性萃取剂萃取锂离子,锂离子与二氧化碳反应生成碳酸锂。王金峰等
将分离的电解液倒入氢氧化钠的乙醇溶液中,再除去有机溶剂后与碳酸钠反应得到碳酸锂。蒋达金等
首先将锂离子电池拆解,加入碱溶液,超声浸泡后得到滤液,然后又经过逆流萃取、蒸馏等步骤从滤液中得到有机相,最后调节剩余滤液pH 至碱性,加入碳酸钠后,得到粗制碳酸锂。霍爱群等
通过减压精馏的方法先将部分碳酸酯类有机溶剂从废旧电解液中分离出来,剩余的电解液中加入硫酸氢钾,在高温下持续煅烧5小时,然后与饱和的氟化钾溶液反应得到LiF产品。He等
合成名为AEES的提取液,采用机械法和溶剂浸取法相结合的方法,利用电解液中LiPF
与AEES 发生反应生成水溶性的锂盐和NaPF
沉淀,锂盐通过结晶法获得,回收率达95.6%。Ben 等
设计了一种利用离子液体回收电解液的方法,具体地:使氯化膦基离子液体与电解液中六氟磷酸锂进行充分反应得到氯化锂沉淀固相和有机碳酸盐与氯化膦基离子液体的混合溶液,之后经过固液分离以及溶剂萃取获得氯化锂、有机碳酸盐并同时实现离子液体循环使用。Wang 等
采用湿法冶金的方法从电解液中回收锂,首先采用浸出、纯化和沉淀等步骤将锂转化为碳酸锂。获得的粗制碳酸锂分别经过乙二胺四乙酸、碳酸钠纯化最终碳酸锂回收率达到99.5%。美国的McLaughlin等
采用冷冻法将废旧锂离子电池降温至-195.6 ℃后破碎,然后用氢氧化锂和水处理电池碎片,调节pH 稳定在10 以上,生成不同的锂盐沉淀,经过酸处理细化锂离子后再与CO
反应生成碳酸锂产品,其回收率达到97%。崔宏祥等
发明了一种三级碱化的方法。先将废旧锂离子电池经过液氮处理,之后切成块状颗粒,最后将块状颗粒进行三级碱化,碱化溶液是三种不同浓度的氢氧化钙溶液,最终得到氟化钙沉淀作为产品。张俊喜等
采用有机溶剂对拆解后电芯进行浸取并获得浸取液,之后向浸取液中加入钾离子化合物至反应完全后经过滤分离获得氢氧化锂晶体和六氟磷酸盐晶体。百田邦竞等
提供一种有效处理六氟磷酸锂电解液的方法。使用一种基本组成为含氟碱金属或氟化铵的试剂加入到电解液中,然后将反应后的混合溶液进行蒸馏获得化学性质稳定的六氟磷酸盐和氟化锂。
推广3 已知椭圆过椭圆外任意一点D作椭圆的两条切线,设切点为P,Q,过点D作直线l与椭圆C交于不同的两点M,N,过点M作与DQ平行的直线与直线PQ,QN交于点A,B,则A为线段BM的中点.
3 未来发展方向
目前已经出台了一些支持废电解液高值化回收利用的政策措施,其可在一定程度上弥补技术上的缺乏,减少资源的浪费。今后,需重点解决回收电解液的无害化、提高电解液中成分的回收率等问题。例如综合利用多种电解液富集技术,提高电解液回收效率。溶剂法和分子筛分法的结合被证明是一种不错的尝试
。由于溶液中库仑力和分子极性的特点,特异型分子筛可以将混合溶液中不饱和分子和杂质因子剔除,从而达到电解液无害化回收再利用的目的。
此外,随着锂离子电池研究的不断深入,所用的电解液也会不断改良。未来电解液溶剂成分将不再局限于碳酸酯类溶剂,新型溶剂正在不断被开发,例如:腈类、砜类、离子液体正作为溶剂被广泛研究
。电解质锂盐也将不再是六氟磷酸锂作为主导,人们会积极寻找更稳定更安全更高效的锂盐,例如双草酸硼酸锂、双氟磺酰亚胺锂等。随着电解液中锂盐稳定性的不断增强,未来可以考虑直接回收锂盐,这将大大降低生产成本。
长阳县水产局局长田继桥向记者解读该项工作的艰巨难行之处时说,整个清理取缔概算需要2亿元以上的资金,这相当于该县过去30年农业投入的总和。当这个数字报到县人大常委会时,大家都愣住了。
除此之外,目前还没有关于电解液添加剂回收利用的报道,添加剂虽然含量低,价值不高,但是随着“无碳绿色全组分回收”理念的不断深入,未来添加剂的回收可能成为研究热点。最后,应该注意的是,新型固态电解质
也在不断地被开发,未来电池中可能不再含有有机溶剂,在稳定环境中直接更换电解质块或简单化学反应获取锂盐将成为可能。
4 总 结
锂离子电池是新能源汽车和电化学储能系统的重要组成,是实现国家可持续发展战略和“碳中和”目标的关键储能技术。随着新能源汽车普及和可再生能源的大规模利用,锂离子电池在储能领域的作用将越来越大,电池回收也成为一个重要问题。传统回收工艺主要集中在高价金属元素的回收和利用,对电解液回收利用较少。然而,电解液中含有大量的有机溶剂和锂盐,如处理不当将会危害人类健康和环境。因此,将锂离子电池全组分回收并转化为高附加值产品将具有显著社会经济价值。但是,电解液回收及高值化利用技术如达到规模应用则需要做到“三高一可”:高值化、高安全、高兼容和可持续,如图9所示。
(1)高值化。鉴于废旧锂离子电池里面电解液含量较少,且吸附在多孔正负极极片中,加大提取和收集的难度。电解液回收应主要集中在电池的拆解破碎工序,迫切需要一种高效回收电解液的工艺和方法,将绝大部分电解液提取回收保证电解液回收的经济性。
(2)高安全。锂离子电池的安全高效拆解是安全回收电解液的前提和基础,需研发安全高效的拆解技术和电解液回收工艺;电解液中的溶剂具有挥发性、易燃性和毒性,LiPF
分解的HF 是一种无色、有刺激性气味的有毒气体,操作时应佩戴防毒面具和防护手套,做好自身防护,同时加强电解液回收工艺安全性评估。
(3)高兼容。目前市场中的电池种类和电解液组成种类繁多,在增加电解液回收的产品价值、降低成本的同时应该注意到产品的兼容性。回收的有机溶剂及锂盐需要达到电池级所需要求便于直接使用,另外,整套电解液回收系统应可以兼容不同类型的电池,便于满足市场需求。
(4)可持续。目前有机体系电解液中含有的有机溶剂具有挥发性、易燃性和毒性,LiPF
在处理过程中一旦遇到痕量水即分解为HF 等有毒且具有腐蚀性的物质,将电解液中的锂盐和有机溶剂高效回收避免污染,同时将其转化为可以二次使用的盐类及碳酸酯类产品,实现资源可持续使用。
总之,研发电解液回收技术和工艺需与锂离子电池的正极、负极回收进行统筹考虑,而与之密切相关的电解液回收配套设备也需要不断革新以便能更有效提升电池全组分回收的经济性。研发电池全组分绿色回收工艺,推动形成上亿产值的生产基地,和具有市场竞争力的产业群,促进新能源产业持续健康发展。
[1] GOODENOUGH J B, PARK K S.The Li-ion rechargeable battery:A perspective[J]. Journal of the American Chemical Society, 2013,135(4):1167-1176.
[2] KIM T H, PARK J S, CHANG S K, et al. The Current move of lithium ion batteries towards the next phase[J].Advanced Energy Materials,2012,2(7):860-872.
[3] HUANG B, PAN Z F, SU X Y, et al. Tin-based materials as versatile anodes for alkali (earth) -ion batteries[J]. Journal of Power Sources,2018,395:41-59.
[4] YI T F, WEI T T, LI Y, et al. Efforts on enhancing the Li-ion diffusion coefficient and electronic conductivity of titanate-based anode materials for advanced Li-ion batteries[J]. Energy Storage Materials,2020,26:165-197.
[5] FAN E S,LI L,WANG Z P,et al.Sustainable recycling technology for Li-ion batteries and beyond: Challenges and future prospects[J].Chemical Reviews,2020,120(14):7020-7063.
[6] WU F X, MAIER J,YU Y. Guidelines and trends for next-generation rechargeable lithium and lithium-ion batteries[J]. Chemical Society Reviews,2020,49(5):1569-1614.
[7] CHIANG Y M. Building a better battery[J]. Science, 2010, 330(6010):1485-1486.
[8] ZHAO X Y, LEHTO V P. Challenges and prospects of nanosized silicon anodes in lithium-ion batteries[J]. Nanotechnology, 2021, 32(4):042002.
[9] ZHANG Q B, LIAO J, LIAO M, et al. One-dimensional Fe
S
@C nanorods as anode materials for high-rate and long-life lithiumion batteries[J].Applied Surface Science,2019,473:799-806.
[10]WU Y A, NG A W, YU Z C, et al. A review of evolutionary policy incentives for sustainable development of electric vehicles in China:Strategic implications[J].Energy Policy,2021,148:111983.
[11]ARSHAD F, LI L, AMIN K, et al. A comprehensive review of the advancement in recycling the anode and electrolyte from spent lithium ion batteries[J]. ACS Sustainable Chemistry & Engineering,2020,8(36):13527-13554.
[12]赵永锋, 张海涛. 高纯六氟磷酸锂晶体产业化制备工艺研究进展[J].过程工程学报,2018,18(6):1160-1166.ZHAO Y F, ZHANG H T. Preparation process of high-quality LiPF
crystals[J]. The Chinese Journal of Process Engineering, 2018,18(6):1160-1166.
[13]张晓妍,任宇飞,高洁,等.动力电池电解液用添加剂的研究进展[J].储能科学与技术,2018,7(3):404-417.ZHANG X Y, REN Y F, GAO J, et al. Progress of electrolyte additives for high-capacity power lithium ion batteries[J]. Energy Storage Science and Technology,2018,7(3):404-417.
[14]TIKEKAR M D, CHOUDHURY S, TU Z Y, et al. Design principles for electrolytes and interfaces for stable lithium-metal batteries[J].Nature Energy,2016,1:16114.
[15]KWABI D G, JI Y L, AZIZ M J. Electrolyte lifetime in aqueous organic redox flow batteries:A critical review[J]. Chemical Reviews,2020,120(14):6467-6489.
[16]PENDER J P, JHA G, YOUN D H, et al. Electrode degradation in lithium-ion batteries[J].ACS Nano,2020,14(2):1243-1295.
[17]WANG Q S, JIANG L H, YU Y, et al. Progress of enhancing the safety of lithium ion battery from the electrolyte aspect[J]. Nano Energy,2019,55:93-114.
[18]WANG C, XING L D, VATAMANU J, et al. Overlooked electrolyte destabilization by manganese (II) in lithium-ion batteries[J]. Nature Communications,2019,10:3423.
[19]AURBACH D, ZABAN A, EIN-ELI Y, et al. Recent studies on the correlation between surface chemistry, morphology, three-dimensional structures and performance of Li and Li-C intercalation anodes in several important electrolyte systems[J]. Journal of Power Sources,1997,68(1):91-98.
[20]WANG C, XING L D, VATAMANU J, et al. Overlooked electrolyte destabilization by manganese (II) in lithium-ion batteries[J]. Nature Communications,2019,10:3423.
[21]LIAO Z H, ZHANG S, ZHAO Y K, et al. Experimental evaluation of thermolysis-driven gas emissions from LiPF
-carbonate electrolyte used in lithium-ion batteries[J]. Journal of Energy Chemistry, 2020,49:124-135.
[22]HUANG B, PAN Z F, SU X Y, et al. Recycling of lithium-ion batteries:Recent advances and perspectives[J]. Journal of Power Sources,2018,399:274-286.
[23]LIU P. Recycling waste batteries: Recovery of valuable resources or reutilization as functional materials[J]. ACS Sustainable Chemistry &Engineering,2018,6:doi:acssuschemeng.8b03495.
[24]SVEN L . The values & benefits of Umicore's process excellence model[J].Precious Metals,2012,33(A01):6.
[25]MESHRAM P, PANDEY B D, MANKHAND T R. Extraction of lithium from primary and secondary sources by pre-treatment,leaching and separation:A comprehensive review[J]. Hydrometallurgy,2014,150:192-208.
[26]MU D Y, LIU Y L, LI R H, et al. Transcritical CO
extraction of electrolytes for lithium-ion batteries: Optimization of the recycling process and quality-quantity variation[J]. New Journal of Chemistry,2017,41(15):7177-7185.
[27]順谷都市. 非水性溶剂体系电池的处理方法: JP11167936A[P].1998-03-11.SHUN GU D S. Treatment method of non-aqueous solvent system battery:JP11167936A[P].1998-03-11.
[28]赵煜娟, 孙玉成, 纪常伟, 等. 一种废旧锂离子电池电解液回收处理方法:CN103825065B[P].2016-11-16.ZHAO Y J, SUN Y C, JI C W, et al. Method for recovering and processing waste and old lithium ion battery electrolyte:CN103825065B[P].2016-11-16.
[29]严红. 废旧锂离子电池电解液的回收方法: CN104282962B[P].2017-03-08.YAN H. Method for recovering electrolytes from waste/used lithium ion batteries:CN104282962B[P].2017-03-08.
[30]HE K, ZHANG Z Y,ALAI L G, et al.A green process for exfoliating electrode materials and simultaneously extracting electrolyte from spent lithium-ion batteries[J].Journal of Hazardous Materials, 2019,375:43-51.
[31]杨中德, 金会鹏, 于永成. 电解液回收装置: CN208990308U[P].2019-06-18.YANG Z D, JIN H P, YU Y C. Electrolyte recovery device:CN208990308U[P].2019-06-18.
[32]赖延清, 张治安, 闫宵林. 一种废旧锂电池电解液处理方法:201710115795[P].2017-02-28.LAI Y Q, ZHANG Z A, YAN X L.An electrolyte treatment method for waste lithium battery:201710115795[P].2017-02-28.
[33]ZHU Y B, DING Q, ZHAO Y M, et al. Study on the process of harmless treatment of residual electrolyte in battery disassembly[J].Waste Management&Research,2020,38(11):1295-1300.
[34]GRÜTZKE M, KRAFT V, WEBER W, et al. Supercritical carbon dioxide extraction of lithium-ion battery electrolytes[J]. The Journal of Supercritical Fluids,2014,94:216-222.
[35]LAIN M J. Recycling of lithium ion cells and batteries[J]. Journal of Power Sources,2001,97/98:736-738.
[36]林浩志, 平田浩一郎, 鹤卷英范, 等. 含氟电解液的处理方法:CN105594056A[P].2014-09-24.
[37]张锁江,张鹏飞,徐松,等.一种废旧锂离子电池电解液全回收方法:CN110203949B[P].2021-10-26.
[38]陈夏雨. 一种锂离子电池电解液回收方法: CN105390765A[P].2016-03-09.CHEN X Y. Recovery method for electrolyte solution of lithium ion battery:CN105390765A[P].2016-03-09.
[39]赵煜娟, 孙玉成, 纪常伟, 等. 一种废旧硬壳动力锂离子电池电解液置换装置及置换方法:CN103825063B[P].2017-01-04.ZHAO Y, SUN Y, JI C, et al. Waste and old hard-case power lithium ion battery electrolyte displacement apparatus and displacement method thereof:CN103825063B[P].2017-01-04.
[40]SHARIF K M, RAHMAN M M, AZMIR J, et al. Experimental design of supercritical fluid extraction-A review[J]. Journal of Food Engineering,2014,124:105-116.
[41]STEVEN E SLOOP. System and method for removing an electrolyte from an energy storage and/or conversion device using a supercritical fluid:EP1472756 A1[P].2008-11-06.
[42]MÖNNIGHOFF X, FRIESEN A, KONERSMANN B, et al. Supercritical carbon dioxide extraction of electrolyte from spent lithium ion batteries and its characterization by gas chromatography with chemical ionization[J].Journal of Power Sources,2017,352:56-63.
[43]ROTHERMEL S, EVERTZ M, KASNATSCHEEW J, et al. Graphite recycling from spent lithium-ion batteries[J]. ChemSusChem, 2016,9(24):3473-3484.
[44]周立山, 刘红光, 叶学海, 等. 一种回收废旧锂离子电池电解液的方法:CN102496752A[P].2012-06-13.ZHOU L S,LIU H G,YE X H,et al.Method for recycling electrolyte of waste lithium ion battery:CN102496752A[P].2012-06-13.
[45]王学真. 一种从废旧锂电池正极材料中回收六氟磷酸锂的方法:CN108288737B[P].2020-01-03.
[46]曾桂生, 凌波, 魏栖梧, 等. 一种废旧锂电池中回收六氟磷酸锂的方法:CN109292746A[P].2019-02-01.ZENG G S, LING B, WEI Q W, et al. Method for recovering lithium hexafluorophosphate in waste lithium battery: CN109292746A[P].2019-02-01.
[47]温丰源,刘海霞,李霞.废旧锂离子电池材料中电解液的回收处理方法[J].河南化工,2016,33(8):12-14,29.WEN F Y, LIU H X, LI X. Recovery treatment method of electrolyte in waste lithium ion battery materials[J]. Henan Chemical Industry,2016,33(8):12-14,29.
[48]刘权坤, 陈艳丽, 滑晨, 等. 一种废旧锂离子电池电解液回收再利用的方法:CN110620276B[P].2022-06-17.
[49]胡家佳,王晨旭,曹利娜.一种废旧锂离子电池中六氟磷酸锂回收方法:CN106025420A[P].2016-10-12.HU J J, WANG C X, CAO L N. Method for recovering lithium hexafluorophosphate in waste lithium ion battery: CN106025420A[P].2016-10-12.
[50]LAIN M J. Recycling of lithium ion cells and batteries[J]. Journal of Power Sources,2001,97/98:736-738.
[51]李荐, 何帅, 周宏明. 一种废旧锂离子电池电解液回收方法:CN104600392A[P].2015-05-06.LI J, HE S, ZHOU H M. Method for recovering electrolyte of waste lithium ion battery:CN104600392A[P].2015-05-06.
[52]钟琍菁, 林冠佑, 王儀婷, 等. 锂的回收方法: CN113086994A[P].2021-07-09.ZHONG L J, LIN G Y, WANG Y T, et al. Method for recovering lithium:CN113086994A[P].2021-07-09.
[53]王金锋, 张万红. Method for recycling lithium from lithiumcontaining battery:CN106654437B[P].2020-02-18.王金锋, 张万红. 从含锂电池中回收锂的方法: CN106654437B[P].2020-02-18.
[54]蒋达金.一种废旧六氟磷酸锂的资源化利用方法:CN111498878A[P].2020-08-07.JIANG D J. Resource utilization method of waste lithium hexafluorophosphate:CN111498878A[P].2020-08-07.
[55]霍爱群,王一飞,毛国柱.一种回收处理废旧锂电池电解液及电解液废水的处理方法:104628217B[P].2016-09-07.HUO A Q, WANG Y F, MAO G Z.A treatment method for recycling waste lithium battery electrolyte and electrolyte wastewater:104628217B[P].2016-09-07.
[56]BEN T, JONATHAN P. Recovery of compounds from Li-ion battery electrolyte:EP2410603A1[P].2012-01-25.
[57]WANG W, CHEN W J, LIU H T. Hydrometallurgical preparation of lithium carbonate from lithium-rich electrolyte[J]. Hydrometallurgy,2019,185:88-92.
[58]MCLAUGHLIN W, ADAMS T S. Li reclamation process:US5888463[P].1999-03-30.
[59]崔宏祥,王志远,徐宁.一种废旧锂离子电池电解液的无害化处理工艺及装置:CN101397175[P].2009-04-01.CUI H X,WANG Z Y,XU N.A harmless treatment process and device for waste lithium ion battery electrolyte:CN101397175[P].2009-04-01.
[60]张俊喜, 刘蔚, 王昆仑. A method for recycle that electrolyte of waste battery:CN109193062B[P].2021-04-02.张俊喜, 刘蔚, 王昆仑. 一种废旧电池电解液回收利用方法:CN109193062B[P].2021-04-02.
[61]徐斌, 齐爱, 张建飞, 等. 一种废次锂离子电池电解液的处理再利用方法:CN109216824A[P].2019-01-15.XU B, QI A, ZHANG J F, et al.A method for treating and reusing waste sublithium ion battery electrolyte:CN109216824A[P].2019-01-15.
[62]邵俊华, 张建飞, 闫国锋, 等. 一种锂电池电解液回收处理的方法:CN110867624A[P].2020-03-06.SHAO J H,ZHANG J F,YAN G F,et al.Lithium battery electrolyte recycling method:CN110867624A[P].2020-03-06.
[63]张勇耀,项文勤,赵卫娟,等.废旧锂离子电池电解液回收研究[J].浙江化工,2018,49(8):12-15,19.ZHANG Y Y, XIANG W Q, ZHAO W J, et al. Research situation of waste lithium-ion battery electrolyte recycling[J]. Zhejiang Chemical Industry,2018,49(8):12-15,19.
[64]LI S, ZHANG S Q, SHEN L, et al. Progress and perspective of ceramic/polymer composite solid electrolytes for lithium batteries[J].Advanced Science,2020,7(5):1903088.