UASB—MBR—NF/RO 工艺处理焚烧发电厂垃圾渗滤液
2022-08-31章万喜潘乔晖詹广峰梁慧敏何丽君孔成功
章万喜,潘乔晖,黎 忠,詹广峰,梁慧敏,何丽君,孔成功
(广州适然环境工程技术有限公司,广东广州 511493)
垃圾焚烧厂渗滤液中的污染物主要包括溶解性有机物(总有机碳、挥发性脂肪酸和腐殖质)、无机物(Ca2+、Mg2+、Cl−等)和外源有机化合物(苯、甲苯、酚等)〔1〕,具有水质水量波动大、污染物浓度高、生物处理难度大的特点〔2〕。近年来我国大力推行垃圾处理的无害化、减量化与资源化。《“十四五”城镇生活垃圾分类和处理设施发展规划》指出,垃圾渗滤液的处理强调结合实际情况合理选择技术路线,避免设施建成后运行不达预期;对于具备纳管排放条件的地区或设施,在渗滤液经预处理后达到环保和纳管标准的前提下,推动达标渗滤液纳管排放,同时积极推动构建渗滤液多元化处理技术体系〔3〕。
渗滤液处理工艺的选择应适应其水量变化大的特点,具有较高的COD、BOD、NH3−N 去除能力,并避免二次污染,降低后续运营成本。笔者探讨了上流式厌氧污泥床(UASB)—外置式膜生物反应器(MBR)—膜深度处理(NF/RO)组合工艺处理垃圾渗滤液废水及零排放的可行性与合理性,分析渗滤液中COD、NH3−N、电导率的变化趋势。
1 材料与方法
1.1 试验用水
海南省某垃圾焚烧发电厂主厂房地下渗滤液池中的废液经泵输送至渗滤液处理站,设计处理规模为300 m3/d,来水为垃圾料坑渗滤液收集池收集的新鲜生活垃圾渗滤液。渗滤液处理出水全部回用作循环冷却水系统补充水,浓水部分返回焚烧处理,部分回用作石灰浆制备用水。全厂不设排污口,无废污水外排,可实现渗滤液的零排放。
因项目回用水作为敞开式冷却塔循环水的补充用水,出水水质需满足《城市污水再生利用工业用水水质》(GB/T 19923—2005)中敞开式循环冷却水系统补水标准。设计进、出水水质见表1。
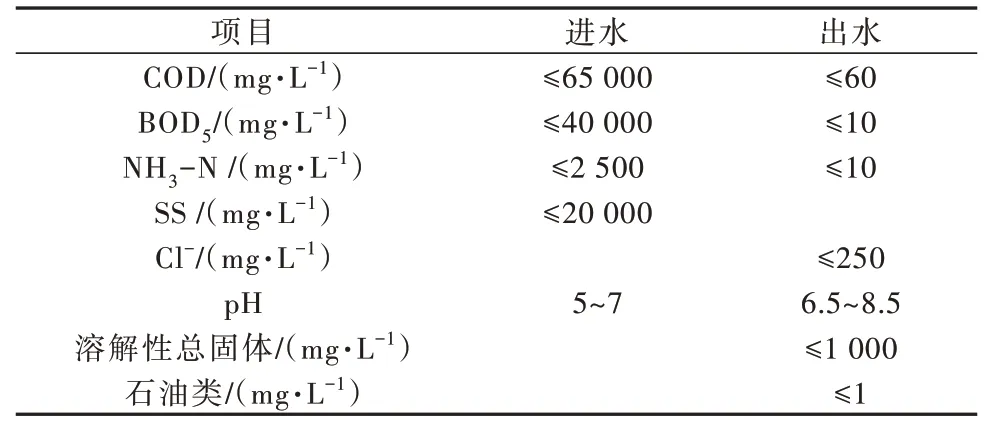
表1 设计进出水水质Table 1 Design inlet and outlet water quality
1.2 工艺流程
该项目处理的垃圾渗滤液含有高浓度有机物、悬浮物和NH3−N。预处理采用螺旋格栅+初沉池+调节池去除SS 和部分泥沙。生化处理采用上流式厌氧污泥床(UASB),通过厌氧微生物的作用降解COD。后续生化处理采用两级A/O 系统与超滤组成的外置式膜生物反应器(MBR),保证出水COD、NH3−N 处于较低数值。膜深度处理工艺(NF/RO)能进行高效固液分离,去除剩余的难降解有机物、Cl−和其他重金属离子。该项目处理工艺流程如图1所示。
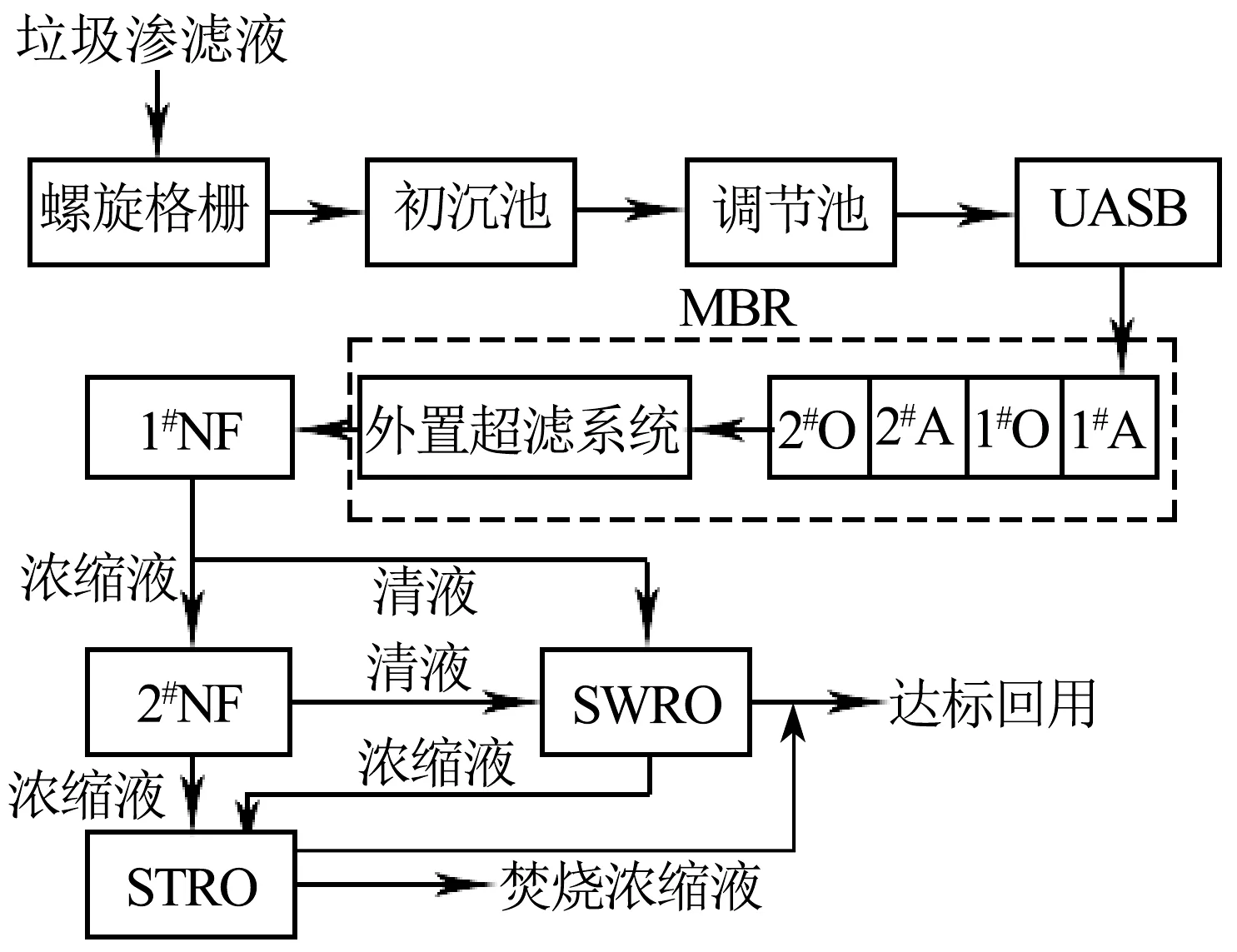
图1 垃圾渗滤液处理工艺流程Fig.1 Process flow of waste leachate treatment
渗滤液经格栅处理后直径在1.0 mm 以上的固体颗粒被去除,随后流入初沉池排泥,SS 去除预计达80%以上。出水流入调节池调节水质水量,避免对污水处理系统造成影响,之后经提升泵送至UASB。UASB 中的水解细菌、产酸细菌和产甲烷细菌可将有机物分解为二氧化碳、甲烷和水等小分子物质,沼气进入焚烧炉焚烧,UASB 出水进入沉淀池泥水分离,污泥回流至反应器或排至污泥浓缩池,清液则流入MBR 进一步处理。MBR 由两级AO 池(一级反硝化池、一级硝化池、二级反硝化池、二级硝化池)、缓冲池和外置式超滤(UF)系统组成。两级AO池去除可生化有机物并进行生物脱氮,出水经缓冲池初步泥水分离防止后续UF 膜发生污堵,UF 可进一步脱盐和浓缩。UF 清液进入膜深度处理系统,UF 浓端排出的泥水混合液回流至一级反硝化池,增加污泥浓度兼作硝化液回流。膜深度处理分为纳滤(NF)和反渗透(RO),RO 膜采用脱盐率高、耐腐蚀性强的海水淡化反渗透膜(SWRO)。UF 出水经NF去除大部分生化过程的残余有机物和多价无机盐后,清液进入SWRO 去除水中的无机盐、COD、病毒、细菌、色素等,以达到脱盐纯化目的。NF 浓液经二级NF 处理后进入管网式反渗透膜(STRO)系统。SWRO 浓液直接进入STRO 系统。STRO 系统浓缩后的浓液泵至垃圾焚烧厂处置。
1.3 分析方法
pH 采用MIK−pH160 型数字测定仪(杭州米科传感技术有限公司)测定;COD 采用5B−3B 型快速测定仪(连华科技)测定;NH3−N、电导率、DO、Cl−和MLSS 采用标准方法测定〔4〕。
2 结果与讨论
2.1 UASB 对垃圾渗滤液中COD、氨氮的去除效果
UASB 对垃圾渗滤液中COD、氨氮的去除情况如图2、表2 所示。
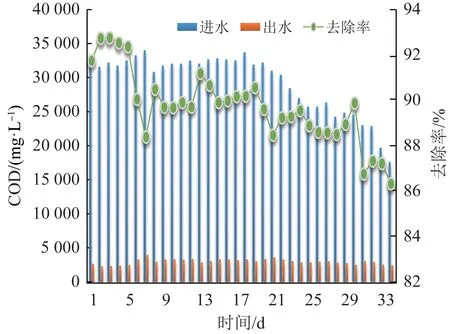
图2 COD 在UASB 中的变化情况Fig.2 Changes of COD in UASB
由图2 可 见,UASB 出 水COD 均 在3 500 mg/L 以下,COD 去除率在86.32%~92.76%,此时COD 容积负荷为3.0~3.9 kg/(m3·d)。UASB 反应器表现出良好的COD 去除能力,且当进水有机负荷出现大幅波动时,COD 去除率仍保持较高水平,表明UASB 对COD 波动有较强的抗冲击能力〔5〕。
由表2 可见,UASB 对氨氮没有明显的去除效果,且随系统运行时间的增加,出水氨氮逐步上升。原因可能在于:(1)在厌氧反应过程中,污水中的含氮有机物被厌氧菌分解,部分氮转化成氨氮〔6〕;(2)UASB 反应器的设计水力停留时间长达10 d,污水长时间存留使未被处理的氨氮逐步升高〔7〕。
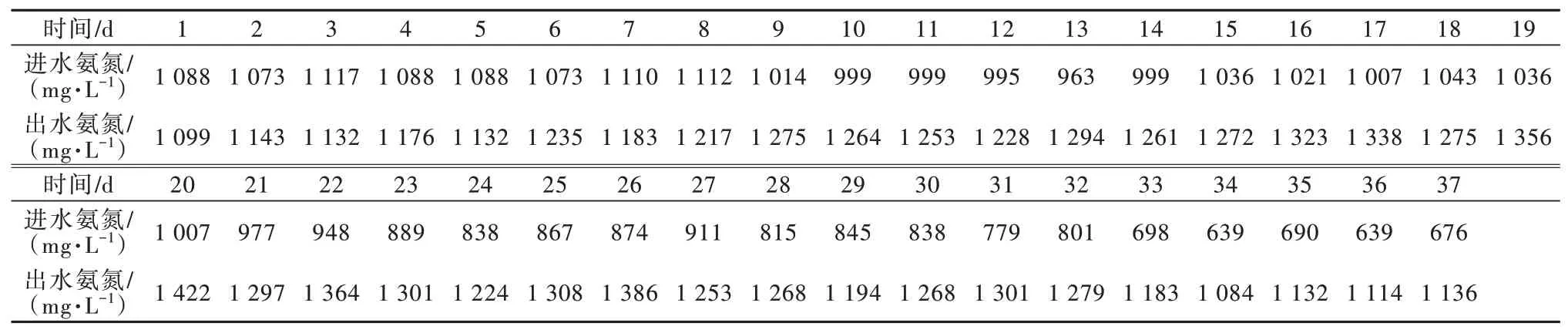
表2 氨氮在UASB 中的变化情况Table 2 Changes of ammonia nitrogen in UASB
2.2 MBR 对垃圾渗滤液中COD、氨氮和电导率的去除效果
MBR 中COD、氨氮、电导率的变化情况如图3~图4、表3 所示。

表3 电导率在MBR 中的变化情况Table 3 Changes of conductivity in MBR
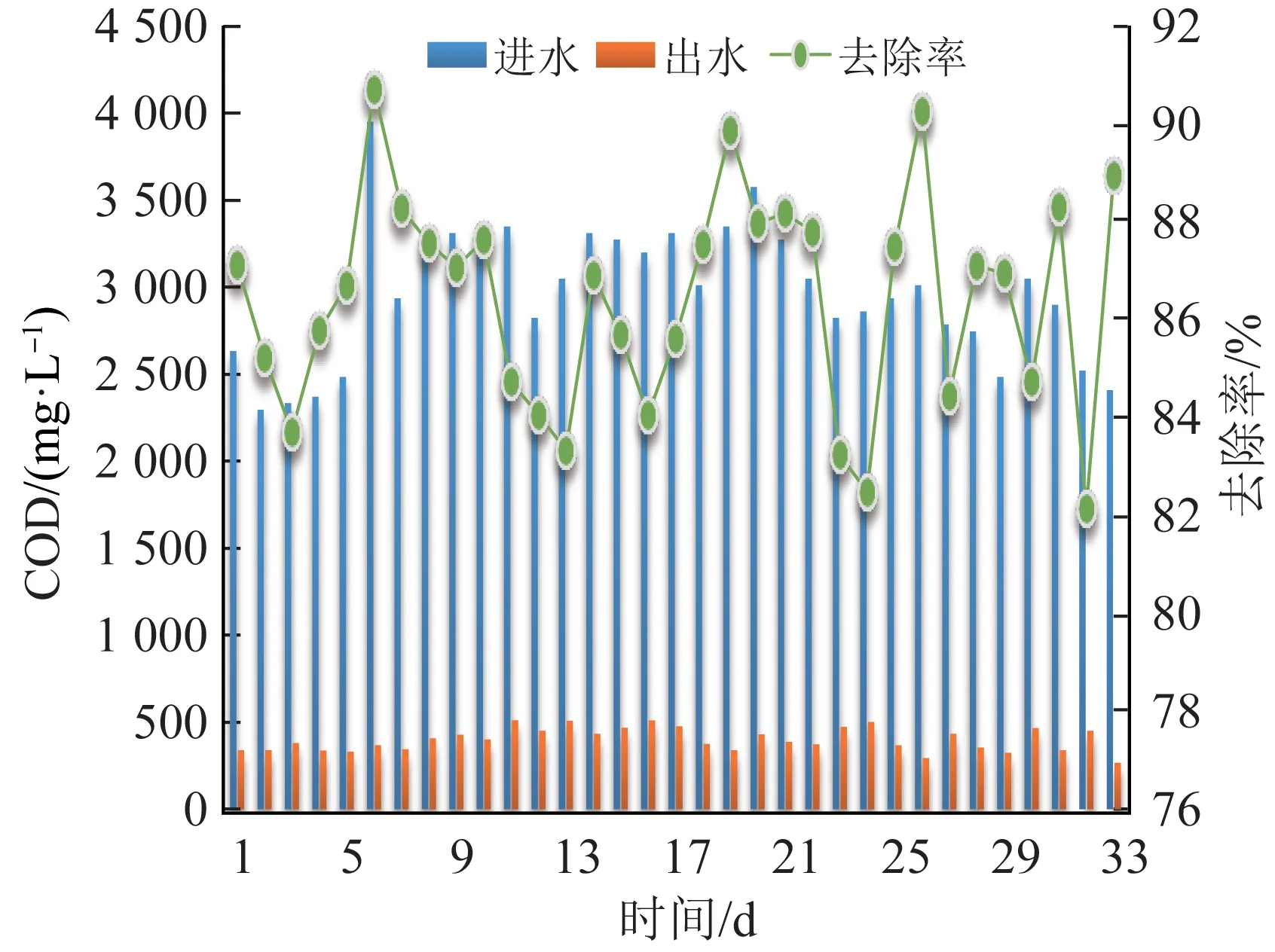
图3 COD 在MBR 中的变化情况Fig.3 Changes of COD in MBR
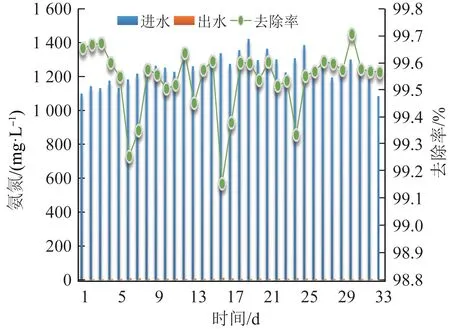
图4 氨氮在MBR 中的变化情况Fig.4 Changes of ammonia nitrogen in MBR
由图3 可知,MBR 对COD 有良好的去除效果:MBR 阶段COD 去除率平均为86.42%,出水COD 在300~500 mg/L,总COD 去除率可达98.03%以上,减缓了后续深度处理系统的有机负荷。这是因为超滤系统只允许小分子有机物通过,COD 等大分子有机物和活性污泥被截留在两级AO 反应池中,实现了水力停留时间(HRT)与污泥停留时间(SRT)的完全分离,有利于特殊菌群繁殖,使难降解污染物的去除率增加。较长的污泥龄有利于培育能处理难降解有机物的生物菌群,将其转化为水、二氧化碳及原生质〔8〕。
图4中,出水氨氮在10 mg/L 以内,去除率高达99.54%。氨氮的去除主要集中在硝化/反硝化阶段。硝化阶段,亚硝化菌和硝化菌将氨氮转化为亚硝酸盐氮和硝酸盐氮,反硝化阶段亚硝酸根被还原成N2,达到脱氮目的。
为满足污水处理零排放的要求,厌氧反应后COD 保持在较低水平,减少了后端生化处理的负荷。但COD 的去除导致碳氮比过低(2.0~2.5),不利于后续反硝化反应的顺利进行〔9〕。为调节碳氮比,调节池中部分原液进入反硝化池补充碳源,提高脱氮效率并回补碱度。好氧阶段用射流曝气器对污水进行充氧和搅拌,使DO 保持在2.0 mg/L 以上,氨氮得到充分氧化〔10〕。
由表3 可见,MBR 系统将渗滤液的电导率由平均37.7 mS/cm 降至23.9 mS/cm。分析认为系统电导率下降的原因主要有:(1)生化段硬度平均值从42.1 mmol/L 降至15.6 mmol/L,说明部分悬浮固体及无机盐在管道及池体形成沉淀〔11〕。(2)细胞合成进一步消耗了污水中的无机盐,形成细胞质基质。(3)渗滤液中部分离子转化为气体溢出,如硝酸盐生成氮气、碳酸氢根生成二氧化碳等。
2.3 NF/SWRO 对垃圾渗滤液中COD、氨氮、电导率的去除效果
NF/SWRO 中COD、氨氮、电导率的变化情况如图5~图7 所示。
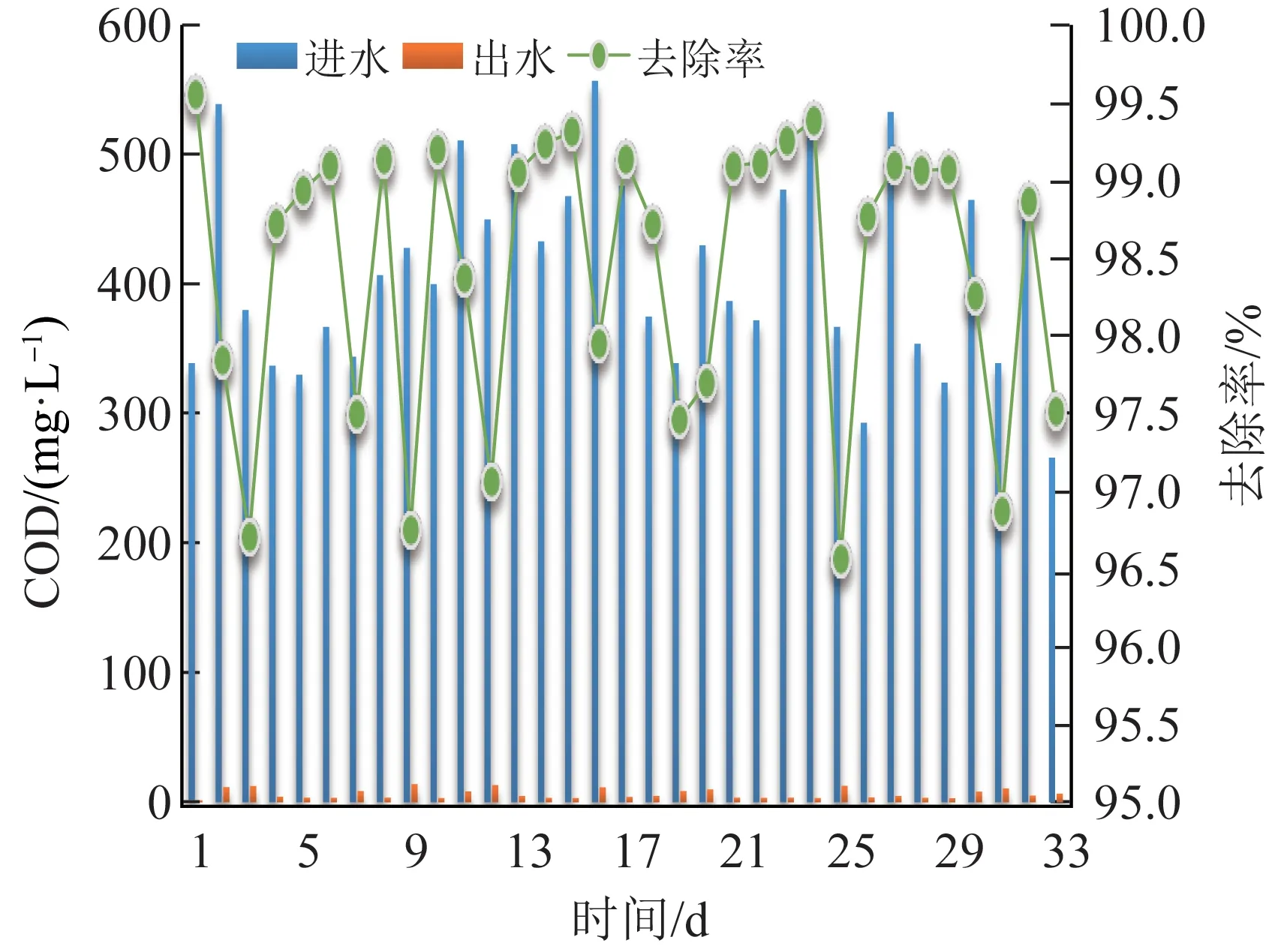
图5 COD 在膜深度处理中的变化情况Fig.5 Changes of COD in membrane advanced treatment

图7 电导率在膜深度处理中的变化情况Fig.7 Changes of conductivity in membrane advanced treatment
NF+RO 膜深度处理已广泛应用于垃圾渗滤液的零排放中〔2〕。由图5 可见,COD 去除率在97.46%以上,总体COD 去除率达99.98%以上,出水COD 在13.9 mg/L 以内,远低于GB/T 19923—2005 对COD 的限值要求(≤60 mg/L)。由图6 可见,膜深度处理系统的氨氮去除率平均为95.55%,总体去除率可达99.97%以上,能够满足GB/T 19923—2005 要求(氨氮≤10 mg/L)。出水水质不仅达到回用标准,还可回用于垃圾焚烧厂的正常运行中。
膜污染控制是渗滤液处理的必要措施。有研究表明,膜污染主要源于低分子质量的污染物吸附堵塞膜孔,无法通过膜孔的高分子质量污染物聚集形成滤饼〔12〕。在膜组件前增加预处理可减少污染物与膜之间的接触,减轻膜污染〔13〕。该项目通过加大设计的循环流速,投加碳酸钙和硅酸盐的阻垢剂,降低进水pH,达到减少结垢、预防膜污染的目的。当膜组件出现正常给水压力下水通量下降10%~15%、产水水质下降10%~15%、透盐率增加10%~15%、给水压力增加10%~15%或系统各段压差增加10%~15%等情况〔14〕,对膜系统进行清洗。膜清洗采用体积分数为0.1%的氢氧化钠溶液,再根据实际污染情况投加体积分数为1%的EDTA(辅助去除硫酸盐垢、微生物、有机物等)或体积分数为0.5%的十二烷基磺酸钠(辅助去除胶体、有机物等)对膜进行清洗〔15〕,随后在正常给水压力下使水流过膜组件,回到正常运作状态。
由图7可知,膜深度处理后平均电导率下降92.69%,表明垃圾渗滤液中的绝大多数可溶性盐被膜深度处理系统脱除并压缩处理〔16〕。纳滤对二价或多价离子、相对分子质量在500 以上的有机物有较高的截留率,在膜深度处理系统中作为反渗透的预处理措施。反渗透进一步分离溶剂与溶质,对有机污染物、一价盐、二价盐等有超高截留率,盐分浓缩到浓水端〔17〕。
此外,膜深度处理对垃圾渗滤液中的氯离子能起到分离拦截的作用。经MBR 和NF 系统的预处理后,可避免RO 处理含氯废水易堵塞的问题〔18〕。出水Cl−平均为175.19 mg/L,低于GB/T 19923—2005中Cl−的限值(≤250 mg/L)。
3 结论
(1)UASB—MBR—NF/RO 组合工艺适于垃圾焚烧厂渗滤液的回用处理。该组合工艺对渗滤液中COD、氨氮的去除率分别为99.98%、99.97%,出水COD ≤13.90 mg/L、氨氮≤0.69 mg/L、Cl−≤175.19 mg/L,优于《城市污水再生利用工业用水水质》(GB/T 19923—2005)的出水水质要求。
(2)该组合工艺优化了UASB 段的COD 去除效果,出水COD 均在3 500 mg/L 以下,可减少后期MBR 系统和NF/RO 系统的工作负荷,可通过调节池超越进水的方式增加A/O 系统的碳源。
(3)该组合工艺运行稳定,运行费用更低,实现了垃圾渗滤液零排放,但在污堵因子浓度控制、浓缩液提纯、膜车间清液回收率提高等方面需进一步优化。