碱性矿浆电解工艺在文山锑原矿提取锑的实验研究*
2022-08-31香钦华唐剑光周忠跃黄高富
香钦华,唐剑光,周忠跃,黄高富
(蒙自矿冶有限责任公司,云南 蒙自 661100)
目前精锑传统生产工艺主要由脆硫铅锑矿经过氧化焙烧脱硫以及高温还原熔炼得到铅锑合金,铅锑合金再经过吹风氧化挥发得到用于生产精锑的富含锑烟尘,锑烟尘经过一系列精炼除杂最终得到精锑产品;其次,大部分铅冶炼生产原料中伴生的锑进入熔炼粗铅,粗铅阳极经过硅氟酸电解锑在铅阳极泥中得到富集。铅阳极泥经火法熔炼后将砷锑等易氧化金属通过表面吹风氧化进入烟尘与铅银分离,在收尘系统捕集下来的含锑烟尘作为精锑生产原料。锑烟尘经火法还原熔炼得到粗锑,再经过精炼除去砷铅等杂质最终得到精锑产品。以上传统工艺存在原料需要预焙烧脱硫处理,精炼除杂周期长,中间物料砷渣、铅渣及二次烟尘产量大,锑直收率低,单位生产成本高等缺陷。同时,精锑生产炉窑一般为反射炉,热利用率低,能耗高,操作时炉门冒烟大,环保差,是国家明确取缔的淘汰落后生产装备。而矿浆电解技术可以实现从硫化锑原矿一步提取锑金属,免去了火法焙烧脱硫以及一系列火法精炼作业环节,无论是环境效益还是经济效益均优于传统工艺。
矿浆电解反应过程包括矿浆金属的阳极氧化溶解以及离子膜过滤净化迁移最终在阴极还原析出,电解析出金属选择性分离好,利用金属硫化物不同的氧化溶解电位实现不同金属的溶解氧化分离,同时利用金属离子不同的标准析出电位实现选择性还原析出[1]。与传统火法炼锑冶金相比,该工艺流程短,投资省,操作简化,人员少,能耗低,成本低,金属直收率高,是一种将原生矿中锑直接浸出净化电积融合为一体的高效绿色湿法炼锑工艺。由于HCl-NH4Cl体系矿浆电解处理硫化锑铅矿存在设备腐蚀、氯离子与众多金属离子配位络合反应、铁离子在溶液中累积导致电解过程电效低、电解阳极氧化放出氯气操作环境差等不利因素。而碱性矿浆电解浸出选择性好,精矿中的硫化锑和氧化锑易与Na2S发生反应,其他杂质金属金、银、铅、铜、锌、铁、铋以及毒砂(FeAsS)形态存在的砷在硫化碱溶液中溶解度极小从而富集于渣中得到有效分离[2]。鉴于硫化锑精矿碱性湿法炼锑已应用于工业生产,所用溶剂主要为硫化钠与苛性钠的混合液。锑主要以硫代亚锑酸钠形态进入浸出液,过滤后的浸出液经隔膜电积或无隔膜电积,获得金属锑[3]。本文实验选择Na2S-NaOH碱性矿浆电解处理工艺进行研究,旨在通过实验对矿浆电解技术在硫化锑矿直接提取锑金属上的应用验证,摸索碱性矿浆电解锑生产工艺参数,为推动清洁低碳的矿浆电解炼锑生产工艺产业化应用提供参考。
1 实验部分
1.1 实验原料
实验以云南文山某矿山硫化锑原矿为原料,其成分如表1所示。
从表1可知,该原料含主金属锑较高,杂质铅、砷、铋、铜均较低,具有很好的锑生产经济价值。
试验装备:水浴锅、5L烧杯、搅拌器、真空抽滤泵、200 mm漏斗、温度计、pH试纸、5L滤瓶、石墨阳极(阴极)、帆布隔膜袋、实验整流电源等。
试验辅料:硫化钠、烧碱等。
1.2 试验原理及方法
1) 试验原理。碱性矿浆电解体系为Na2SNaOH溶液,阳极区原料矿浆反应生成水溶性化合物硫代亚锑酸钠(Na3SbS3)。反应为:
Na3SbS3在溶液中离解为Na+和SbS33-,在pH=13.6~14.2范围内SbS33-配位离子稳定。
Na2S极易水解和氧化,生成NaOH、Na2SO4、Na2CO3和Na2S2O3。溶液中加入NaOH可以抑制Na2S水解和氧化,稳定Na3SbS3的存在。当Na2S用量不足时,NaOH也可起到溶解Sb2S3的作用,反应为:
Sb2S3+6NaOH=3Na2S+2H3SbO3
砷的硫化物和氧化物在碱性浸出过程中的行为与相应的锑化合物类似。锡也被溶出,但一般电积条件下,溶液中的锡离子不会放电析出,而砷会放电析出,所以通常所得的阴极锑还需精炼除砷[4]。
阴极区主要反应是硫代亚锑酸钠的放电析出金属锑,同时也有高价锑化合物的还原。阴极反应的第一步是硫代亚锑酸钠按下式离解:
Na3SbS3=3Na++SbS33-
然后负电性的锑配合离子可在阴极上放电,析出金属锑,其反应为:

溶液的还原主要是 SbS43-还原成 SbS33-,Na2S2O3和Na2S2还原成Na2S等,其反应如下:
总反应为:

在电积过程中,伴随有硫化钠生成,利用冷冻结晶的方法,可以制取工业硫化钠,原料中的硫因此得到利用,消除了火法炼锑中二氧化硫烟气对环境的污染;而结晶后的硫化钠溶液,只需添加一定量的苛性钠,又可返回浸出过程作为溶剂使用[6],相当于锑原矿Sb2S3中的硫得到回收利用,不再额外添加Na2S;
2) 试验方法。经过磨矿的锑原矿与碱液浆化后加入电解槽阳极区搅拌循环,过程控制pH值12~13,阴阳极板连接实验直流电源,阴阳极之间溶液反应区用渗透性帆布隔膜隔开,金属硫化矿通过阳极氧化反应分解为锑配合离子以及元素硫,离子穿过膜层进入阴极区还原析出附着在阴极片上,元素硫则进入阳极浸出渣中与铅银等不溶物送去铅冶炼系统处理生产硫酸。阴极区电解后碱液通过调碱返回阳极区浸出循环使用。条件控制:① 将锑原矿磨矿过筛74 μm达80%以上;②将锑矿粉碱性调浆,碱液配制烧碱80 g/L,硫化钠20 g/L,过程控制pH值12~13,加入矿浆电解实验装置并保持搅拌循环;③给矿浆电解石墨阴阳电极通上直流电源,控制槽压<3 V范围内,过程温度控制45℃,通电电解3 h;④电解结束,停止供电,将阴极取出,表面覆盖片状致密金属锑箔,刮下表面析出的金属锑送样化验;⑤电解后碱液返回浆化锑矿粉循环使用;⑥ 阳极区矿浆电解结束过滤得到滤渣送铅系统熔炼回收铅银硫;⑦ 阴极锑经火法熔化除杂得到品位99.65%的精锑。
3) 实验流程。实验工艺流程图见图1。
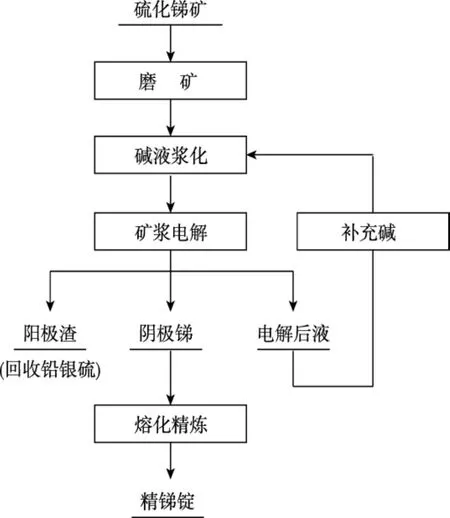
图1 文山硫化锑原矿矿浆电解工艺流程图Fig.1 Electrolytic process flow chart for ore pulp of Wenshan antimony sulfide raw ore
2 结果分析
2.1 原料粒度对锑原矿中锑溶出率的影响
设定反应pH=13、液固比为 5∶1、槽电压(2.5~3) V、电解时间3 h、搅拌速度600 r/min条件下,研究了不同原料粒度对锑原矿中锑溶出率的影响。结果见图2。

图2 原料粒度对锑原矿中锑溶出率的影响Fig.2 Effect of raw ore particle size on antimony dissolution rate in antimony raw ore
由图2可知,在pH值、液固比、反应时间不变的情况下,随着原料粒度的减小,锑溶出率达到最大值(≥96%)。然后随着粒度减小,锑溶出率变化不大。这是由于粒度减小,虽然比表面积增大,增加物料与碱液接触反应面积,但扩散反应不再起主导作用,考虑生产成本选择粒度74 μm为宜。
2.2 液固比对锑原矿中锑溶出率的影响
设定反应pH=13、粒度74 μm、槽电压(2.5~3) V、电解时间3 h、搅拌速度600 r/min条件下,研究了不同液固比对锑原矿中锑的溶出率的影响。结果见图3。
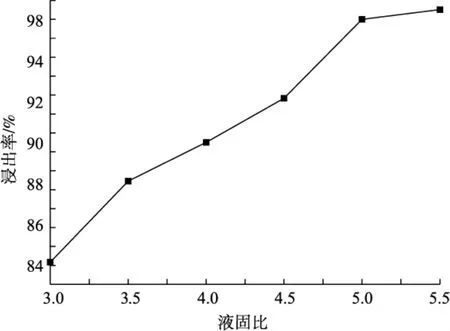
图3 液固比对锑原矿中锑溶出率的影响Fig.3 Effect of liquid-solid ratio on antimony dissolution rate in antimony raw ore
由图3可知,随着液固比增大,锑的溶出率呈线性递增达到最大值(≥96%),液固比继续增加,溶出率上升趋缓。液固比增加有助于原矿中的锑能充分和碱液接触反应。但液固比过大,用碱成本过大不经济。因此选择液固比为5∶1。
2.3 碱液浓度pH值对锑原矿中锑溶出率的影响
设定反应液固比为5∶1、槽电压(2.5~3) V,电解时间3 h、搅拌速度600 r/min、溶液碱浓NaOH (10~80) g/L、Na2S (5~20) g/L 条件下,研究了不同碱浓度对含锑原矿中锑的浸出率的影响。结果见图4。
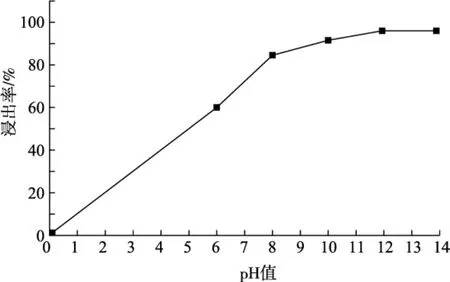
图4 碱浓度PH值对锑原矿中锑溶出率的影响Fig.4 Effect of alkaline concentration and pH value on antimony dissolution rate in antimony raw ore
由图4可知,在液固比、反应时间、搅拌速度不变的情况下,在碱浓度为pH=12时,锑原矿中锑的浸出率≥96%,浸出率达到最大值。之后随着碱浓度继续上升,浸出率提升趋缓,这一现象验证了Sb2S3的溶解度随着溶液中Na2S浓度的增加而提高,但浓度过高,Na2S氧化生成Na2S2O3、Na2SO3、Na2S2等的量增加,又会使Sb2S3的溶解度降低[7]。随着pH值升高,电位负向移动,溶液中含锑络离子由以配位数少的络离子(SbS2-)为主(pH<13.6) 过渡到以配位数多的络离子 (SbS33-、Sb2S66-)为主(pH=13.6~14.2);同时锑络阴离子中代替硫的氧原子数增加,例如,在pH>14.2时,以SbO33-为主[8],溶液变得易氧化不利于电解。同时随着电解反应的进行,由于阳极OH-的放电析出氧气,碱浓度逐渐下降槽压上升,阳极液锑离子溶出下降,阴极返回液必须适当补充烧碱以促进阳极区锑离子的溶出维持正常电解反应。因此选择溶液碱浓度控制NaOH(70~90) g/L、Na2S(10~20) g/L 为宜。
2.4 电解温度对锑原矿中锑溶出率的影响
实验在搅拌电解过程产生少量的反应热,过程温度达到(30~45)℃,锑原矿在硫化钠碱性电解体系中溶出迅速。能够满足电解离子浓度要求,在搅拌状态温度与锑的溶出基本成正比上升(如图5所示),说明电解阳极反应过程受化学反应和扩散联合控制。鉴于温度过高对阴极析出锑存在返溶的可能以及成本考虑,选择(30~45)℃的过程反应温度为宜。
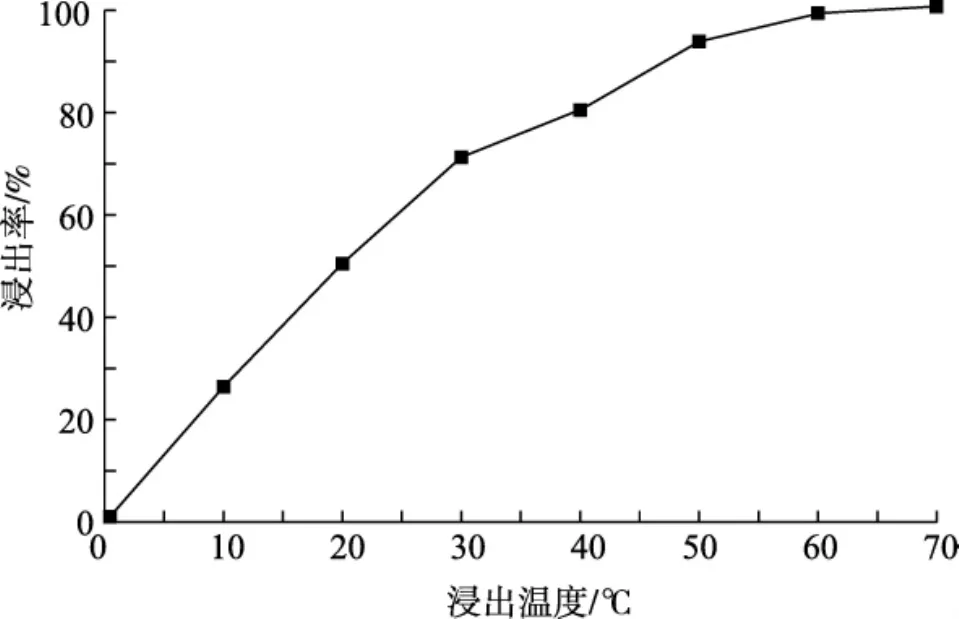
图5 电解温度对锑原矿中锑溶出率的影响Fig.5 Effect of electrolysis temperature on antimony dissolution rate in antimony raw ore
2.5 搅拌转速对锑原矿电解槽压的影响
在设定反应液固比为5∶1、槽电压(2.5~3)V,电解时间3 h、搅拌速度 (100~600) r/min、溶液碱浓度 NaOH (10~80) g/L、Na2S(5~20)g/L条件下,研究了不同搅拌转速对含锑原矿电解槽电压的影响(如图6所示)。由图6可知,在液固比、反应时间、碱浓度不变的情况下,搅拌转速为100 r/min时,槽电压上升较快达到了4 V,阴极析出物呈现疏松状态。随着搅拌转速的继续上升,槽电压趋缓下降,这一现象验证了电解电压随着搅拌转速的上升溶液中锑离子浓度变得均匀,减少了浓差极化现象。因此选择高转速有利于矿浆电解的反应进程,至于生产中如何选择搅拌转速要结合所处理的原料以及成本控制决定。
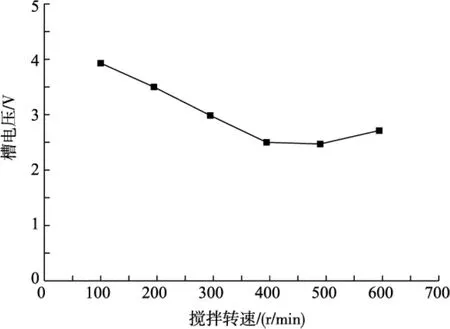
图6 搅拌转速对锑原矿电解槽压的影响Fig.6 Effect of rotating speed on electrolytic cell voltage of antimony raw ore
3 结语
1)通过上述实验得到的工艺技术条件:矿料粒度74 μm、电解液NaOH(70~90) g/L,硫化钠(10~20) g/L、电解时间3 h、搅拌转速600 r/min、液固比 5∶1;
2)由于阴阳极间隔膜不能有效阻隔杂质微粒的穿透,阴极析出锑品位仅达到93%(化验成分为:Sb 93%,As 0.2%),尚需进一步精炼除杂才能得到等级精锑产品;
3) 通过阳极终渣计算得出锑的溶出率大于95%。通过阴极析出锑计算得到电流效率达到90%。