整体式压电三向车削测力仪的研制
2022-08-30王尊豪李新阳任宗金
张 军,王尊豪,李新阳,任宗金,钱 敏
(大连理工大学机械工程学院,辽宁大连 116024)
0 引言
在现代机械制造技术中,车削加工是主要的加工方式之一,而切削力是描述车削过程的重要参数。切削力可以反映刀具磨损或破损、机床故障、颤振等切削状态[1-3],故准确获取切削力的大小有利于监控切削过程、提高切削效率、降低零件废品率,且对研究切削原理、切削动力学、设计机床、夹具以及评价先进刀具也具有重要意义。
由于切削条件的复杂性和不确定性使得切削力动态分量的大小很难通过理论计算和仿真的方式准确获取,因此,使用测力仪对切削力进行测量是准确获取切削力大小的常用且可靠的方法[4]。
近年来,国内外研究人员就车削力的准确测量开展了大量的研究工作,并基于不同测量机理研制了多种不同形式的车削测力仪,其中以应变式[5-7]和压电式[8-10]为主。压电式测力仪具有静刚度高、固有频率高、稳定性好以及静、动态特性良好等优点,且不存在结构刚度与灵敏度相互制约的问题,因此适合车削力等动态力的测量。
目前压电式车削测力仪以平台式[11]和刀杆式[12]为主,但平台式测力仪体积大、造价高、不宜安装,而刀杆式测力仪虽结构简单,但其以刀杆为结构基础进行改造,适用性受限且不易密封。针对上述问题,同时为满足三维动态车削力的测量要求,本文以压电石英三向传感器为基础,研制了一种带有双弹性环结构的整体式压电三向车削测力仪,其具有体积小、结构简洁、易于密封和装夹、易换刀以及适用性强等优点。
1 测力仪结构设计
针对平台式与刀杆式测力仪的不足之处,同时结合2种测力仪的优点,本文设计了一种新型的压电车削测力仪结构,如图1所示。该测力仪由测力仪体、2个压电石英三向传感器以及若干预紧和密封零件组成。该形式的测力仪结构简洁、尺寸较小,既容易装夹又方便换刀,实际应用时使用刀架夹持测力仪底部即可实现该测力仪在机床上的安装,使用螺栓连接的方式实现刀具的安装及更换。此外,为在标定实验中模拟测力仪实际受力状态,设计了一个模拟刀杆充当加载块。

图1 新型车削测力仪结构预想
考虑到测力仪的结构稳定性、密封及引线,采用2个压电传感器对装的形式装入测力仪体中并预紧,通过测力仪体底部的引线孔将传感器的信号线引出。
为了保证压电测力仪的测试性能,必须要保证其具有良好的密封及防护。为此提出了2种结构方案,按照结构形式将其分别命名为整体式测力仪和组合式测力仪。
整体式测力仪如图2所示,采用了一种双弹性环结构,传感器内置于弹性环中,并利用预紧螺栓实现传感器的预紧,使用密封板、螺纹堵以及密封堵实现测力仪的密封与防护。

(a)爆炸视图 (b)装配图图2 整体式测力仪
组合式测力仪如图3所示,采用分体式的测力仪体,传感器内置于测力仪体的凹槽中,同样使用预紧螺栓实现传感器的预紧,使用密封圈、螺纹堵以及密封堵实现测力仪的密封与防护。显然,该形式测力仪的密封性受预紧力影响。

(a)爆炸视图 (b)装配图图3 组合式测力仪
经分析,得出2种方案的优劣如表1所示。

表1 2种方案对比
由于动态车削力的测量对车削测力仪的固有频率以及密封性有着严格的要求,因此采用整体式测力仪结构方案。
整体式测力仪实物图如图4所示,其整体尺寸为130 mm×74.5 mm×30 mm。由于压电传感器的切向力的测量能力依赖于预紧提供的正压力,且预紧起着消除传感器内外间隙、提升测力仪整体刚度的作用,因此传感器的预紧对压电测力仪来说很重要。根据三向量程为1 500 N的测量要求,利用预紧螺栓对每个传感器施加20 000 N的预紧力。
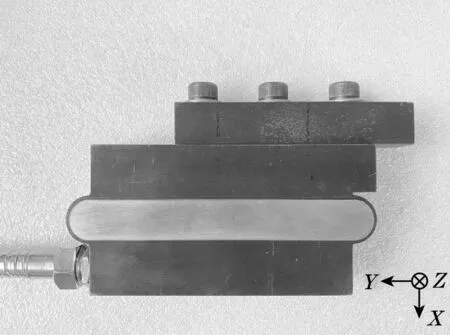
图4 整体式车削测力仪
2 车削力测量原理
测力仪的测量原理如下:切削过程中产生的车削力将从刀尖传递至测力仪内部的压电石英传感器,传感器受进给(X向)力作用时其内部石英晶片的拉压效应作用,受主切削(Z向)力和径向(Y向)力作用时其内部石英晶片的剪切效应作用,故传感器将产生与所受车削力三分量成比例的三路电荷输出,并输入至高精度压电测试系统转化为数字信号以便存储和分析。
本文采用的高精度压电测试系统的组成如图5所示。由于传感器产生的电荷信号很微弱且不易保持住,故须使用高阻抗、高增益的电荷放大器将测力仪的电荷输出转化为电压信号,然后使用高精度数据采集卡DT9804实现电压信号的采集及A/D转换,最终将信号输入至计算机中,并利用DEWEsoft软件显示和处理数据。

图5 压电测试系统
3 测力仪的性能评估
3.1 测力仪的静态性能
为评估测力仪的静态性能,需要对测力仪进行静态标定以获取其各项性能指标。本文将采用一套高精度标定系统[13]对研制的测力仪进行静态标定。该系统包括高刚度标定平台、力源发生器、标准力传感器、电荷放大器、数据采集卡、计算机及DEWEsoft软件等,如图6所示。

图6 高精度标定系统
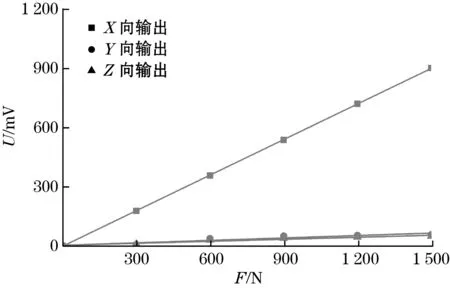
实验时采用阶梯加载的方式沿测力仪3个特征方向分别反复加载3次,以测力仪量程的20%为一个阶梯,测力仪3个方向的标定点均为300 N、600 N、900 N、1 200 N和1 500 N,加载力值由标准力传感器实时获取并在计算机软件中显示。使用线性最小二乘法将加载力值和输出的电压信号进行拟合,可得测力仪3个特征方向的输出特性直线,如图7所示。
根据文献[14]中公式计算得出测力仪的各项静态性能指标如表2所示。
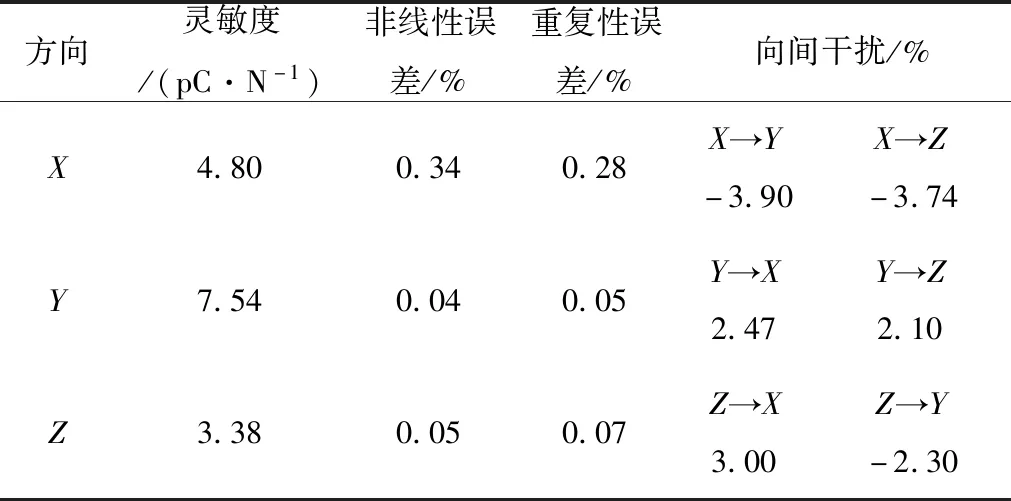
表2 测力仪静态性能指标
由图7和表2可知,测力仪静态特性良好,各向非线性误差和重复性误差均小于1%,向间干扰均小于5%,可满足CIRP标准的压电测力仪静态性能指标要求[4]。
(a)X向输出特性
3.2 测力仪的动态性能
车削力包括静态分量和动态分量2部分,故车削力的准确测量要求测力仪具有良好的时间响应和频率响应,即具有高的固有频率。在图6所示的标定系统的基础上,采用锤击法获取测力仪的固有频率。实验时将测力仪放置在软基上,利用DEWEsoft软件对测力仪受冲击力产生的输出信号进行FFT变换,得到测力仪X、Y、Z方向的一阶固有频率分别为5 110.47 Hz、6 412.50 Hz和6 721.74 Hz,可满足CIRP标准的压电测力仪固有频率要求[4]。
4 结束语
本文研制出的新型测力仪可弥补现有压电式车削测力仪结构上的不足,具有结构简洁、尺寸小、容易装夹、方便换刀等优点。实验结果表明,该测力仪具有优良的静、动态性能,各向非线性误差和重复性误差均小于1%,向间干扰均小于5%,三向固有频率均大于5 000 Hz,满足了压电式车削测力仪的性能指标要求,可实现动态车削力的准确测量。