一种检测用浮动式V 形块的研究
2022-08-28李雨潞张燕红
李雨潞,张燕红
(山东华宇工学院,山东德州 253034)
0 引言
轴类零件是工业制造中经常遇到的典型零件之一,主要用于传动零部件的支撑、传递扭矩和承受载荷。轴类机械零件加工过程中需要检测其几何精度,主要检测项目包括零件的圆度、圆柱度、端面跳动、轴向跳动和综合跳动等。V 形块在尺寸检测中是一种常用的支撑结构,适用于精密轴类零部件的划线、定位、检测等用途[1]。由于V 形块需要一定的承载力,通常采用铸铁材料、大理石材料或钢制,以至于V 形块的重量较大。传统方式检测不同长度工件时,调整V 形块的间距费时费力,单纯靠人工体力很难搬运,需要借助专用吊装工具。市场中未出现过类似应用型商品,亟需一种便于调节V 形块间距的检测用浮动式V 形块。
1 研究V 形块的背景
1.1 国外背景
在一般情况下,一个零件的圆柱度形状误差的测量是在圆度仪上进行的,它的评定主要是由零件母线的直线度形状误差、被测零件数个截面的圆度形状误差及半径误差等几项给出,评定及测量精度有限。在使用圆度仪进行圆柱度形状误差测量时,不仅要求该圆度仪有很高的回转精度,而且要求导轨具备很高的直线运动精度,还要求导轨和回转轴线之间的平行度很高。例如Talyrond300 型圆度仪虽具有极高的精度,但随着零件长度的增加,误差逐渐增大,这在精度测量上是不能被接受的。因此,传统的圆柱度形状误差测量方法难以达到要求。
国内外的学者在这方面做了很大的努力,波兰凯尔采工业大学(Kielce University of Technology)的一些学者提出了采用“V 形块法”用于轴类零件圆柱度误差的测量,文献[2]公开了该方法,并采用该方法设计出试验装置。将该装置测量得出的数据与传统方法得到的数据进行比较,定性定量地评定该装置测量所得数据的准确性,成功验证了“V 形块法”的可行性。但是,该文献公开的试验装置采用的是自主加工的V 形块,不具有通用性,不能广泛适用于各类轴类零件的测量;该机构结构较复杂,操作不方便;测量传感器固定在支撑基座,不利于灵活调整传感器的偏摆角。
1.2 国内背景
(1)将被测工件放在V 形块中进行测量。测量时,被测工件在V 形块中回转一周,从测微仪(比较仪)中读出最大示值和最小示值,这两值之差的一半就是被测工件外圆的圆度误差。这种方法费时费力,而且只适于测量有奇数棱边形状误差的外圆。
(2)中国科学技术大学有一项发明,由V 形块、传感测头和数字显示器构成。其特征在于支承传感测头的夹固滑块,以滑动传动副的形式,与V 形块的一外侧面连结在一起。滑动副上有非标准游标,根据被测零件的直径大小调节游标,便可进行测量。但此种设备价格昂贵、成本高,不便于在生产制造中降低成本[3]。
(3)常州工学院有一篇文章,其中采用浮动式V 形块,减少圆柱面的通槽加工误差,文章分析了常用固定V 形块独立限位造成定位误差的原因。在通过探究支承板限位的定位误差和定位元件不同固定形式的定位误差的基础上,提出了一种新定位方案。通过计算和比较得出,新方案的定位误差小于用V 形块独立限位的定位误差。该文章突出了浮动式V 形块在测量上的优势,但是其研究方向与本文的浮动式V 形块的研究方案不同,本文旨在节省测量时间。
1.3 对比结果
从国内外情景分析,该产品的设计能够一定程度上弥补该领域在市场上的空白,能较好地带来经济效益。
2 设备设计的意义
2.1 省时省力
生产准备减少的核心是生产准备时间(Set Up Time)的减少,生产准备时间是指在一台机床从完成上一种产品最后一个零件开始至完成另一种产品的备件加工所花费的时间[4],包括:刀(模)具准备及更换,机床调整,工件的取放及装卸,首件试加工,首件检测等项作业所需要的时间。如果能够节省工件检测的时间那么将提高工作效率,降低人力物力成本,为企业带来更大利益。
2.2 机械原理
该项目采用一对V 形块浮动式支撑机构,当检测工件时,基座的下方的端面抵在检测平台上,检测后去除工件,基座的下端面与检测平台分离,使一对V 形块相向或背向移动,即调节一对V 形块的间距以适应不同长度工件的检测(图1)。浮动式支撑机构的轴承外圈壁抵在检测平台的上端面,配合导向槽和导向条,利用轴承的滚动摩擦,摩擦因数小,便于移动一对V 形块的位置。压盖和压块之间形成压紧间隙,压盖向下压紧弹簧,将基座的下端面抵在检测平台的上端面,操作完成后在弹簧的作用力下回复到初始状态。
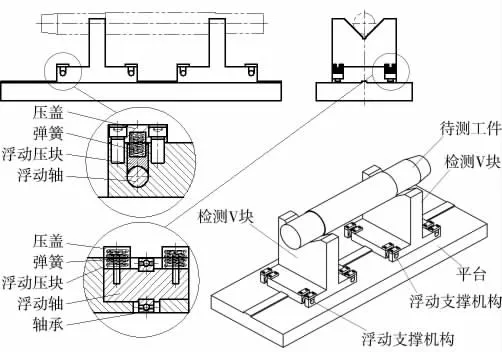
图1 一种检测用浮动式V 形块结构
2.3 成本低廉
V 形块可以用于轴类检验、校正、划线,检验工件垂直度、平行度。材料主要有铸铁、大理石和钢制等。V 形块按JB/T 8047—2007《V形块(架)》标准制造,也称为V 形架,常用的有三口V 形块、单口V形块和五口V 形块[5]。V 形块采用优质HT200、HT250 材料,铸铁V形块的材料可以分为球铁和灰铁两类,成对供应。作为一种检测用设备,V 形块价格在几十到几千元不等,配合浮动式设备,价格也不会很高,在节省人力物力的基础上节省了资金使用。
2.4 使用方法
检测工件时,基座下方的端面抵在检测平台上,检测完后取走工件,基座的下端面脱离检测平台,利用轴承的滚动摩擦,使这一对V 形块得以相向或背向移动顺利调整间距,以适应不同长度工件的检测。
3 一种浮动式V 形块的研究
3.1 结构构造设计
一对V 形块相对设置在所述检测平台的顶部,V 形块上形成一道开口向上的V 形槽,以支撑待测工件。每个V 形块的底部均连接有基座,基座与检测平台之间可以滑动,使一对V 形块相向或背向移动。基座上设置有开口向下的导向槽,检测平台上设置有与导向槽相适配的导向条,以使一对V 形块相向或背向移动。4 个浮动支撑机构设置在基座的四个边角处,以使基座与检测平台之间形成一定的浮动间隙。
浮动支撑机构包括一对压盖、一对弹簧、一对浮动压块和支撑件,压盖与基座通过多个紧固件固定,浮动压块与基座可滑动连接,压盖和浮动压块成对设置且组合成容纳腔,腔内设置弹簧。弹簧的第一端与压盖固定连接,第二端与浮动压块固定连接,支撑件的底部抵在检测平台的上端面。压盖与浮动压块之间形成压紧间隙,压紧间隙的高度不低于浮动间隙的高度,检测待测工件时压盖朝向浮动压块移动,以使基座的下端面抵在检测平台的上端面。
基座上设置有移动槽,以使支撑件驱动一对V 形块相向或背向移动。支撑件包括轴承和与压块固定连接的浮动轴,轴承设置在移动槽内,并环设在浮动轴的外壁上,轴承的外圈壁抵在检测平台的上端面。浮动轴与基座可滑动连接,一对压块的底部分别与浮动轴两端的外壁固定连接。压块与轴承之间设置有与轴承的外圈相适应的隔套。紧固件为内六角螺栓,且紧固件的上端面略低于压盖的上端面。V 形槽的夹角α 为90°~120°。
3.2 创新设计
本项目提出一种检测用浮动式V 形块,采用浮动支撑结构,把滑动摩擦变为滚动摩擦,减小了摩擦因数,利于V 形块调整及检测。
4 结束语
本项目的主要研究成果是解决V 形块调整时费事费力的问题,将传统滑动摩擦通过弹簧系统改为滚动摩擦,同时保证可靠性,充分发挥该种检测用浮动式V 形块的功能,提高检测效率。
