海上风力大发电机组吊装技术研究
2022-08-26张程远
张程远,盛 雷
(福清海峡发电有限公司,福建 福州 350300)
海上风机吊装施工是一个复杂的工程,具有施工环境复杂、作业窗口期短,施工技术难度大、施工精度要求高等特点,施工过程中施工效率受多方面因素影响[1-2],面对抢装潮,国内海上风电施工船只存量严重不足,项目建设对海上风机吊装施工效率提出了更高的要求,通过从“人”、“机”、“料”、“法”、“环”方面详细分析海上风机吊装施工效率影响因素[3],科学部署、精心施工、优化施工组织和工序衔接,不断精细吊装工艺,提高吊装效率,降低工程造价成本。
1 “人”、“机”、“料”、“法”、“环”影响因素
影响海上风机吊装施工因素众多,归纳起来主要分为“人”、“机”、“料”、“法”、“环”等五个方面,见图1。涉及“人”的影响因素主要包括:作业人员安全技术交底程度、班组海上风机吊装经验、起重和班组人员操作熟练程度、管理人员责任心等;涉及“机”的影响因素主要包括:安装船机吊装性能、揽风系统、甲板作业面积、定位驳船稳定性能等;涉及“料”的影响因素主要包括:风机设备先进性、集成度,吊索具施工便利性等;涉及“法”的影响因素主要包括:吊装及运输方案、紧固件连接工艺、摘钩工艺、船舶站位、工序衔接等;涉及“环”的影响因素主要包括:风速、涌浪、暴雨、雾等自然条件、地质条件、码头、交叉施工作业、来往船舶、警戒等。

图1 影响海上风机吊装效率因素
2 提效措施及建议
通过深入分析“人”、“机”、“料”、“法”、“环”等影响因素,结合海上施工现场实际经验,提出改善海上风机吊装工效的措施建议,具体如下:
1)传统三叶式风轮吊装方式对现场作业风速要求高(<6~8 m/s),单叶式吊装方式可使吊装作业风速大幅提高(<13~15 m/s),增加吊装施工窗口期,减小现场吊装风险,大兆瓦海上机组吊装建议优先选用单叶式吊装工艺。
2)按照较少海上安装时间的原则,能在陆上做的工作尽量在陆上完成,如底段塔筒电气设备在厂内完成预组装后垂直运输至现场,机舱、发电机和轮毂厂内完成预组装及电气调试工作等,优化海上现场吊装环节。
3)叶片螺栓由传统平头螺栓优化为锥形螺栓,锥形螺栓与变桨轴承法兰对接时能快速入孔,同时起到导向功能,提高叶片与轮毂在高空的组对效率和安全性。
4)风机安装船移船至下个机位前,提前过驳下一套机舱组合体,移船期间可同步在甲板上进行机舱顶部避雷装置、风速风向仪器、机舱内电缆敷设、盘车、油管接线、调试等安装工作。
5)主机、塔筒等设备运输由施工单位承运,充分发挥施工单位现场船舶资源优势,有效解决设备厂商锁定运输船舶能力差的问题,船机资源得到有效配置和使用。如设备涉及长距离海上运输,应在风场周边寻找堆场码头进行设备存放,确保设备连续供应。
6)通过优化塔筒、机舱、叶片摘钩条件,提前完成摘钩,在继续进行螺栓紧固的过程中,同步进行下一环节吊具及设备安装工作。
7)吊装过程螺栓力矩施工耗费工时较长,必须确保有经验的班组进行力矩施工且人员必须充足,满足作业面要求;同时在后期塔筒、主机、叶片设计工艺进行优化,在确保结构安全的前提下,适当减少螺栓数量,提高工效。
8)指挥负责人应合理组织好作业工序的衔接安排,尽量增加同步作业的内容项目,缩短实际吊装直线工期。同时,作业班组的休息时间应考虑到工序的时间差里面。
9)现场指挥负责人水平,安装船机的性能、风机设备及吊具的先进性、集成度直接影响到现场吊装施工的便利性。
10)冬季季风期间,可利用塔筒、机舱与风轮吊装对现场风速要求的不同,调整安装思路,塔筒、机舱吊装完,如不具备叶片吊装条件,直接移船至下个机位,吊装塔筒和机舱,实行流水作业,后续具备连续吊装叶片的施工窗口期,再返回机位吊装叶片,可最大化利用季风期施工窗口,大大提高吊装效率及安全性。
11)根据施工和吊装工艺、风机参数及技术特点、船型结构、空间布局、起吊能力特点,选择最佳的船机站位布局;采用三叶式风轮吊装方式,安装船采用侧靠(相对于机位方位)方式,可避免叶轮在空中大角度旋转,减小人工揽风控制难度,降低吊装风险,提高风轮吊装的施工窗口,有效提高叶轮吊装工效和安全性。
12)叶轮拼装采用先拼装靠风轮支架侧的2支叶片,待机舱吊装完成后,再组拼第三支叶片,相比于传统风轮拼装工艺(三支叶片依次在甲板完成与轮毂的组拼),该工艺可在不额外占用甲板使用面积的情况下,将前2支叶片螺栓力矩施工时间转为非关键线路时间。
3 工程实例
3.1 项目概况
福清兴化湾海上风电场二期项目位于福清三山镇前薛村东南侧、小麦屿南侧、牛屿东侧,总装机容量280 MW,共规划安装45台大容量机组,机型涵盖5 MW、6.XMW、8 MW和10 MW,场址中心距岸线约4.7 km,机位平均水深5~15 m,规划面积约18.5 km2。
3.2 6.XMW海上风电机组主要信息
6.XMW机组叶片75 m长,风轮直径154 m,轮毂中心高距海平面100 m,机组采用直驱技术路线,由叶片、机舱发电机轮毂组合体装配、塔筒装配等三大部件组成,底塔在塔筒厂内预组装后垂直运输至施工机位现场,6.XMW风电机组主要部件参数见表1。该机组具有设备先进性、集成度高等特点。

表1 6.XMW风电机组主要部件参数
3.3 施工船机设备
选择自升式风电安装船“三航风和”号进行6.XMW海上风机安装,“三航风和”号型长90 m,型宽40.8 m,配备1 200 t和360 t 2台液压绕桩全回转型式起重机,主吊最大吊高在甲板面以上130 m。其综合性能较国内同类型风电安装船更优化、更高效化,是目前国内最先进、技术性能最高的风电安装船之一。
3.4 安装工艺及工序划分
6.XMW海上风机采用大部件分体安装、风机叶片采用水平式单叶片安装工艺[4-6]。涉及施工准备、小吊机及柴发安装、塔筒吊装、机舱轮毂发电机组合体吊装、盘车准备、叶片安装、盘车拆除等14个工序58项作业内容。
3.5 风机吊装工时统计分析
以福清兴化湾海上风电场二期项目6.XMW风机海上吊装为工程实例,介绍海上吊装各工序及作业内容,将工效增效措施应用于6.XMW海上风机安装施工,以施工过程中各工序为对象采用测时法进行现场观测,统计各工序工时消耗及人员配置情况,并分析和研究各个工序工时消耗的构成,统计汇总6.XMW风机安装总实耗工时,结果如下:
1)通过现场吊装工时统计(见表2),6.XMW风机吊装有效安装时长为65.74 h,其中吊装准备及吊装施工累计时长约25 h,盘车准备、使用及拆装工作累计时长为10 h,塔筒、组合体、叶片螺栓力矩施工累计时长约30 h,通过工序衔接优化,涉及同步作业工序施工累计时长约16 h,扣除同步作业时长,实际吊装时长约49 h。相比同类型机组吊装(6 MW机组安装平均耗时4~5 d/台),安装工时缩短1~2 d,大大提高安装效率。
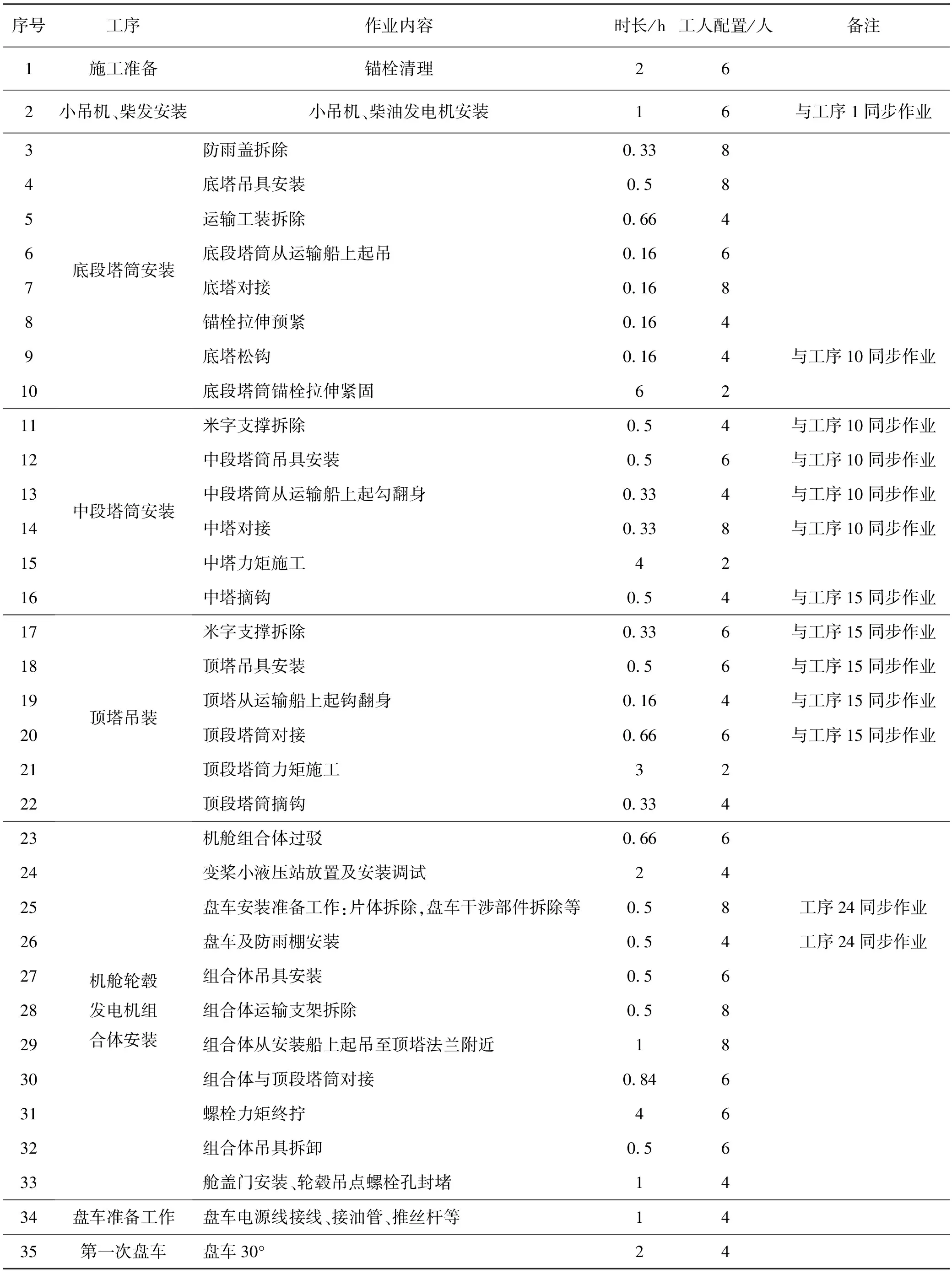
表2 6.XMW风机安装测时法工时统计
2)紧固件力矩施工耗费工时较长,占吊装总时长接近一半时间,要求施工期间力矩施工班组人员必须操作熟练且配备充足。
3)合理组织好作业工序的衔接安排,增加同步作业的内容项目。例如:小吊机和柴油发电机安装可在基础锚栓清理时同步作业;中段和顶段塔筒吊具安装、起吊和对接可在塔筒之间连接螺栓力矩施工期间同步作业;盘车拆装及机舱组合体过驳可穿插于工序之间同步进行;叶片过驳及夹持可在螺栓力矩施工期间同步作业。
4 结 语
本文从“人”、“机”、“料”、“法”、“环”方面详细分析海上风机吊装施工效率影响因素,并结合现场施工经验,给出提高海上风机吊装增效措施建议。以福清兴化湾海上风电场二期项目为例,针对介绍了6.XMW海上机组吊装工艺进行工序和作业内容划分,采用上述工效措施,并对现场吊装各工序的吊装工效进行统计分析。相比同类型机组吊装(6 MW机组安装平均耗时4~5 d/台),安装工时缩短1~2 d,大大提高安装效率,针对如何提高海上风机吊装工效给出具体的措施建议,为后续大容量海上机组吊装施工管理提质增效提供了重要的参考借鉴意义。
