立式磨辊芯辊套配合面圆锥角公差选择的探讨
2022-08-26张亚华王泽葛喆敏丁浩丁同华贲道春
张亚华,王泽,葛喆敏,丁浩,丁同华,贲道春,,4
(1.嘉合鉴识技研(江苏)科技有限公司,江苏 苏州,215000;2.江苏鹏飞集团股份有限公司,江苏 海安 226623;3.江苏省产品质量监督检验研究院,江苏 南京 210007;4.全国建材装备标准化技术委员会(SAC/TC465),北京 100102)
0 引言
立式磨辊系是立式磨关键零部件。现行标准GB/T 35167—2017《水泥立式辊磨机》[1]没有规定辊芯辊套配合面的圆锥角公差要求,各设计单位根据各自的设计理念选择圆锥角公差。辊芯辊套配合面圆锥角公差的选择和控制影响立式磨辊系的装配质量和装配效果。规范辊芯辊套配合面的圆锥角公差对于提高立式磨整体质量有着重要的意义。
1 辊芯辊套配合面锥角公差现状
1.1 公差选择的不规范性
目前国内外几家制造商的立式磨辊芯辊套配合的典型圆锥角公差见表1。

表1 现有国内外辊芯辊套配合的典型圆锥角公差
(1)辊芯辊套配合圆锥角公差的选择多种多样,且差异甚大。
(2)除部分圆锥角公差达到GB/T 11334—2005《产品几何量技术规范(GPS)圆锥公差》[2]规定的AT9~AT10外,其他公差均无等级符合可言。虽然无法与标准对应,但并不代表产品有质量问题。这说明GB/T 11334—2005规定的等级范围较窄,不能满足立式磨辊芯辊套圆锥角公差的选用。
(3)辊芯辊套常规圆锥角公差为±5′或公差带更宽。选用GB/T 11334—2005划分的圆锥角公差等级,要求稍高,实用性不强。
(4)辊芯辊套配合圆锥锥长和圆锥角公差没有形成关联。锥长和圆锥角公差的关系不稳定,必然影响装配效果和装配质量以及产品质量的稳定性。
1.2 基础标准适用性不强
辊芯辊套配合除形位公差标准外涉及GB/T 11334—2005和GB/T 1800.2—2020《产品几何技术规范(GPS)极限与配合 第⒉部分:标准公差等级和孔、轴极限偏差表》[3]两个基础标准。
圆锥面的精度保证是依靠线性尺寸保证的,因此GB/T 1800.2-2020是决定圆锥角准确性的主要依据,圆锥直径公差决定所能限制的最大圆锥角最大误差。GB/T 2—2020适用的最大尺寸为3 150 mm,现阶段辊芯辊套配合圆锥的最大尺寸在该标准规定的范围内,因此GB/T1800.2—2020对于控制辊芯辊套配合尺寸公差具有实用性。
GB/T 11334—2005规定的圆锥面角度公差最低等级为AT12,即便按照公差最低等级控制辊芯辊套配合圆锥角质量也是较高的要求。因此GB/T 11 334—2005不能满足立式磨辊芯辊套配合圆锥角公差等级(AT)的正常选用需要。
2 基础标准的实用性扩展分析
2.1 圆锥公差的实用性扩展基础
保证角度精度是保证尺寸精度(包括形状和位置精度)的结果。鉴于GB/T 11334—2005的圆锥角公差等级范围不能适用于辊芯辊套配合圆锥角公差(AT)正常选用,为了弥补标准中圆锥角公差选用的不足,可以就标准中附录A给定的最大圆锥直径区间(>400~500 mm)的圆锥直径公差等级IT对应的公差所能限制的最大圆锥角最大误差数据,扩展为对应的圆锥角公差(表2)。

表2 大于400 mm至500 mm的圆锥直径公差所能限制的最大圆锥角最大误差数据扩展示例
GB/T 11334—2005中规定圆锥长度>63~100 mm和>100~160 mm的AT10圆锥角公差数值分别为3′26″和2′45″,可以将中间长度(锥长100 mm)的圆锥角公差数值量化为3.1′(约±1.6′),将AT11公差数值量化为4.9′(约±2.5′),将AT12公差数值量化为7.7′(约±3.9′)。
部分通过圆锥直径公差所能限制的最大圆锥角最大误差数据可量化的圆锥角公差超出了GB/T 11334—2005中规定的低等级范围,可根据线性尺寸公差IT等级自定义圆锥角公差GAT4~GAT15等扩展等级。
2.2 尺寸公差对圆锥公差的实用性扩展作用
鉴于上述圆锥角公差的扩展基础,可进一步进行其他大尺寸的公差辅助圆锥角公差的扩展。圆锥直径公差与圆锥角公差值理论上呈非正比函数关系,但是对于较窄的圆锥角公差带,可以将线性尺寸与角度视为正比关系。这使通过线性尺寸公差扩展圆锥角公差成为可能,为标准外的圆锥角公差完善奠定了基础。
根据表2中扩展基础数据圆锥角公差,可以根据各尺寸区间的各等级IT的线性尺寸公差数值TD等比计算出自定义圆锥角公差GAT。表3列举了IT6线性尺寸公差对应的自定义圆锥角公差GAT11数值,并形成了圆锥直径公差所能限制的最大圆锥角误差对应的圆锥角系列公差。
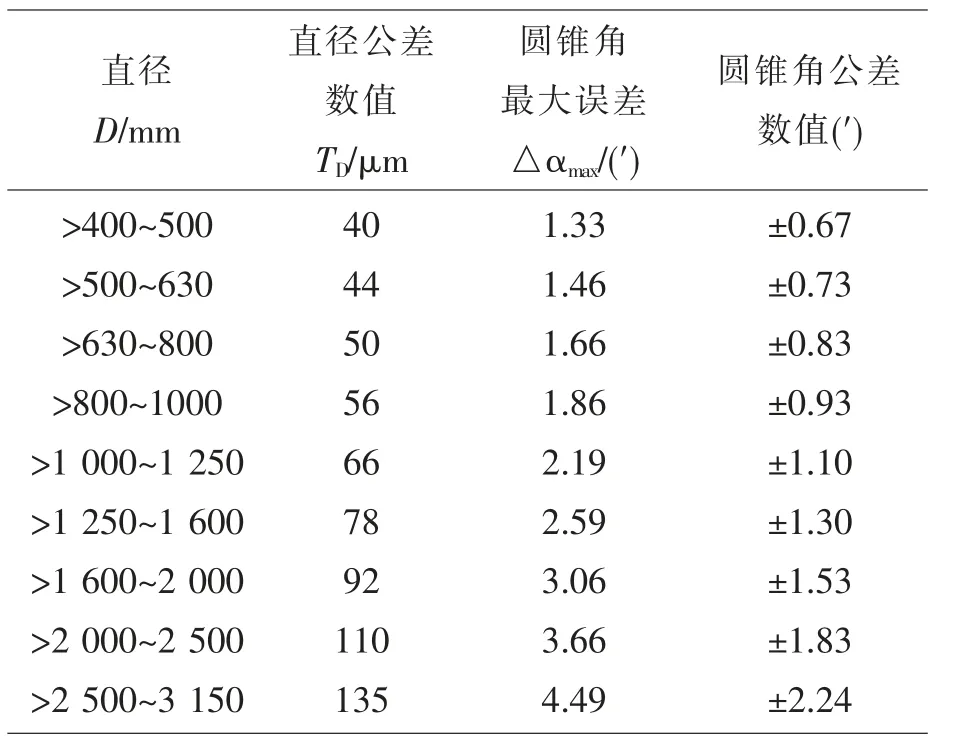
表3 尺寸公差和角度公差等比推算的所能限制的最大圆锥角误差及公差(尺寸IT6,自定义圆锥角GAT11)
2.3 基本尺寸区间的划分分析
虽然常见的立式磨辊芯辊套配合面直径在1 000~2 500 mm,但特小型立式磨或特大型立式磨有存在的空间和广阔的市场开发前景。直径2 500 mm以上的磨辊可在直径6 m立式磨上使用,圆锥角公差适用范围应满足特大型立式磨的设计需要。基础标准中线性尺寸公差的适用范围为3 150 mm以下。因此圆锥角的公差可根据GB/T 1800.2—2020中规定的线性尺寸区间划分,且应该保持一致,便于与基础标准之间数据关系的对应。
2.4 圆锥角公差扩展的优缺点分析
(1)优点
GB/T 11334—2005规定的圆锥角公差是与锥长关联的角度数据,与圆锥直径无任何关联。常规的装配用圆锥长径比较大,方便拆卸是圆锥配合的主要功能。对于长径比较小或特别小的圆锥配合除方便拆卸外,轴向装配的稳定性和提高轴向承载能力是主要功能,因此大直径长径比较小的圆锥装配面的圆锥角公差选择应与直径关联。
表4为圆锥直径公差所能限制的最大圆锥角误差对应的常用圆锥角公差。GAT与AT相比,内涵发生了重大变化,不可对应和等效应用。圆锥角公差及等级扩展弥补了GB/T 11334—2005在公差等级范围的不足,顾及了同尺寸公差等级不同直径的尺寸偏差对圆锥角偏差的影响。通过圆锥直径和锥长两个要素确定各等级的圆锥角公差,因此圆锥角公差确定的因素较为完整,具有一定的先进性。

表4 圆锥直径公差所能限制的最大圆锥角误差对应的常用圆锥角公差(′)
(2)缺点
由于圆锥角公差选择考虑的因素多于国标GB/T 11334—2005,因此扩展后的圆锥角等级与国标中规定的等级可能存在一定的差异,不能完全与之形成对应。
为了不使扩展的圆锥角等级与GB/T 11334—2005中的等级应用产生混淆,可将扩展的圆锥角等级自成体系进行应用。因此将其该体系的等级代号“GAT”与GB/T 11334—2005中的等级代号“AT”进行了区分,可理解为辊芯辊套圆锥角专用公差等级。
3 圆锥角公差等级的选择
3.1 选择原则
公差选择应将制造可行性和产品性能要求相结合。一般情况下孔(辊套)圆锥角公差等级可选择GAT14~GAT15,轴(辊芯)圆锥角公差等级可选择GAT13~GAT14。其中孔轴公差等级可相同,或轴公差等级可高一级。
从满足正常使用、制造合格产品角度出发可选用GAT14~GAT15;从制造中等质量产品角度出发可选用GAT11~GAT13;从制造高质量产品角度出发可选用GAT8~GAT10。大直径辊芯辊套等级尽量选择取高。
3.2 现状圆锥角公差的比较
根据自定义公差等级分析,中国A厂(轮胎型辊套)选择辊芯辊套配合的圆锥角公差等级为特低等级GAT16,中国B厂(锥形辊套)选择的圆锥角公差为中等等级的GAT11~GAT13或较高等级的GAT9,日本宇部选择的圆锥角公差为较高等级的GAT8~GAT9,德国莱歇选择的圆锥角公差为较高等级的GAT8。见表5。

表5 国内外辊芯辊套配合的典型圆锥角公差等级对照
统计数据反映出辊芯辊套圆锥角公差要求参差不齐,或因为部分单位缺乏规范性文件指导。
3.3 圆锥角公差的简化选择
圆锥角公差的简化是根据规律对各等级公差进行系统量化,便于实际应用。归纳大致有两种简化方法。
(1)代数表达法
根据满足辊芯辊套配合的正常公差要求等级圆锥角公差值是圆锥直径的正比函数,是锥长的反比函数,因此可将与圆锥直径和锥长关联的孔轴公差简化为代数±(x D/L)′(D为圆锥直径,L为锥长),其数值可精确为0.1′这样可简化较复杂的设计查表计算过程。
只要根据公差等级调整公差表达式±(x D/L)′中的系数x即可获得不同产品质量等级(即合格品、一等品和优等品)的圆锥角公差要求。一般质量可取(>0.35~0.45),中等质量可取(>0.20~0.35),高质量可取(>0.10~0.20),与国内外现有水平形成一致。
(2)尺寸区间数据法
根据GB/T 1800.2—2020的线性尺寸段区间规定各尺寸区间的圆锥角公差。见由表4中各公差等级公差值衍生的表6。

表6 辊芯和辊套配合面圆锥角公差(′)
尺寸区间数据法可对区间范围内尺寸的圆锥角给定具体公差,尺寸发生较大变化其公差未必变化,或尺寸发生较小变化其公差发生较大变化。
4 结论
(1)根据国标GB/T 1800.2—2020中500 mm以上线性尺寸(即圆锥直径)公差,通过等比关系对GB/T11334—2005中圆锥直径公差所能限制的最大圆锥角误差,进行较大直径圆锥角误差对应关系的扩展,得出GB/T 11334—2005中规定以外的自成体系的圆锥角公差等级,为立式磨辊芯辊套圆锥角公差选择提供了依据。
(2)通过对比分析,得出了辊芯辊套圆锥角公差的等级选择方法和简化确定方法。
(3)分析研究对立式磨辊芯辊套圆锥角公差的确定具有参考作用。