真空下钢液中气泡析出尺寸分布特征的水模型研究
2022-08-19常芙蓉刘建华
常芙蓉 刘建华 李 巍 何 杨
(北京科技大学高效轧制与智能制造国家工程研究中心)
0 引言
利用气泡去除钢中夹杂物是洁净钢生产的重要技术手段[1-3]。传统气泡冶金技术[4]产生的气泡尺寸较大,对夹杂物的脱除能力有限。近年来,科研工作者陆续提出钢包吹氩[5]、中间包微气泡冶金技术[6]、反应诱发微小异相[7]、超声空化法[8]、增压减压法[9]、增氮析氮法[10]、增氢析氢法[11]等气泡冶金技术,通过在钢液中产生弥散微小气泡进一步提升夹杂物去除效果。其中,增氢析氢法具有易析出弥散微小气泡、不易对钢材质量和性能产生危害等优势,在高品质洁净钢生产中具有巨大的应用和发展前景。
增氢析氢法的原理是:通过在现有的吹氩站或LF(钢包精炼炉)精炼过程中,向钢液中通入氢气,然后在真空处理过程中,溶解的氢气以夹杂物为异质形核核心生成大量弥散的微小氢气泡,并携带夹杂物上浮,气泡在上浮过程中不断捕捉新的夹杂物,促进夹杂物去除。
目前,增氢析氢法仍处于技术研发阶段,基础理论研究仍有待进一步完善,尤其是关于气泡尺寸方面的研究还比较匮乏。尽管有学者针对相关技术进行了水模型研究并建立相关的机理模型[12],但仍然缺少气泡尺寸实验方面的相关研究。鉴于实际钢液内部气泡很难直接观察,同时考虑到氧气在溶解过程中不会发生水解反应,且容易测量[13],本实验采用水/O2体系模拟钢液/H2体系。在保证真空包内溶氧量稳定的前提下,对不同溶氧量、真空度和溶液深度下的气泡尺寸进行实验探究,并利用气泡生长模型对水/O2体系中析出的气泡尺寸进行计算,得出不同因素下的气泡尺寸变化,结合实验结果分析讨论气泡尺寸与不同影响因素的关系,为该技术的工业化应用提供一定的参考。
1 实验方案
1.1 实验装置与材料
本研究采用的水模型实验设备由真空包、真空泵、氧气瓶、流量计、溶氧仪、补光灯、拍照系统组成,如图1所示。

图1 水模型
真空包尺寸为0.25 m×0.25 m×1.5 m;氧气纯度为99.99%;摄像机型号为VOG-AL10,图片分辨率为1 080×1 920;溶氧仪型号为AZ8403,量程为0~19.99 mg/L,分辨率为0.01 mg/L,准确度为±1.5%量程;玻璃转子流量计的型号为银环LZB,量程为250~2 500 L/h。
本研究采用球形PE颗粒模拟钢中夹杂物,其物性参数见表1。

表1 PE颗粒物性参数
1.2 实验内容
1.2.1 溶氧实验
前期研究表明[12],溶气量一定程度影响真空处理时析出的气泡尺寸。本研究通过将相同流量的氧气吹入真空包中,测量出不同吹氧时间下真空包内实际的溶氧量,并确定溶氧稳定所需要的时间,为进一步开展氧气气泡析出实验奠定基础。
水模型真空包中液面高度为1 m;溶氧仪探头的测量位置从上到下分别距离液面高度5 cm、50 cm、95 cm,为方便描述,称三个位置为真空包上、中、下部;吹氧流量控制为10 L/min,具体如图2所示。

图2 测氧位置(上、中、下)
具体实验步骤:(1)向水模型中注入水,使液面高度为1 m,将溶氧仪探头伸入真空包内,分别测量真空包内上、中、下部水中的初始溶氧量,记录测量数据;(2)以10 L/min的流量向水中吹入氧气,控制吹氧时间为1 min,吹氧结束后测量水中上、中、下部的溶氧量,间隔5 min记录一次数据,直到真空包内各处的溶氧量稳定;(3)将之前的水排走,重新注入液面高度为1 m的水,测量初始溶氧量,控制吹氧时间分别为3 min、5 min和7 min,重复步骤(2),记录溶氧量数据。
将以上不同吹氧时间的实验分为四组,每组进行了三次重复实验,以消除实验偶然误差带来的影响。
1.2.2 氧气泡析出实验
在1.2.1溶氧实验基础上,首先对真空包内的水溶液进行增氧,之后进行真空处理,通过测量、统计在不同溶氧量、真空度、溶液深度条件下的氧气泡析出尺寸,分析不同因素对析出气泡尺寸的影响规律,明晰气泡尺寸的调控机制。
实验时需向真空包内注入高度为1 m的水,称取2 g的PE粒子,加入包内,具体实验参数见表2,拍摄位置如图3所示。
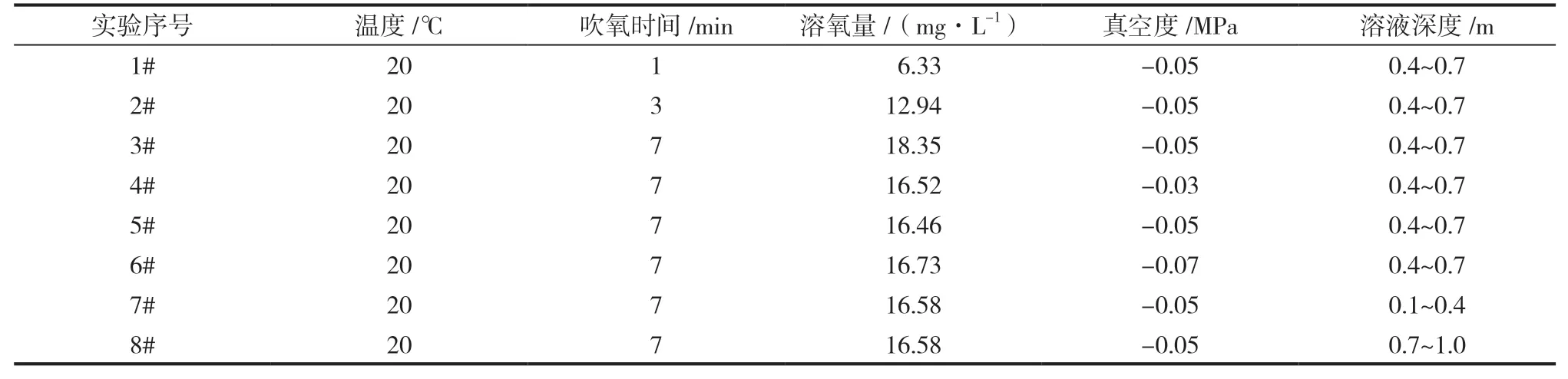
表2 实验参数
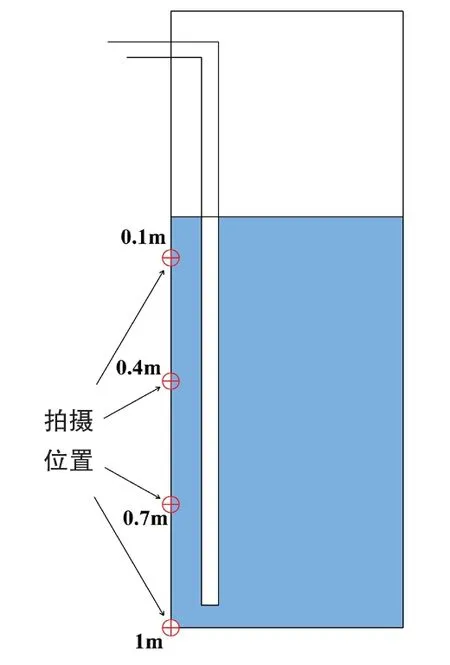
图3 拍摄位置
2 实验结果
2.1 溶氧实验结果
记录溶氧实验数据,不同吹氧时间下测量的溶氧量变化如图4所示。
从图4可以看出,四组实验的共同之处是:在吹氧结束后静置10 min,溶氧曲线均变得平缓,说明此时溶氧量比较稳定;并且观察到真空包上、中、下三个位置测量的溶氧量之间的差值很小,说明真空包内各处的溶氧比较均匀。
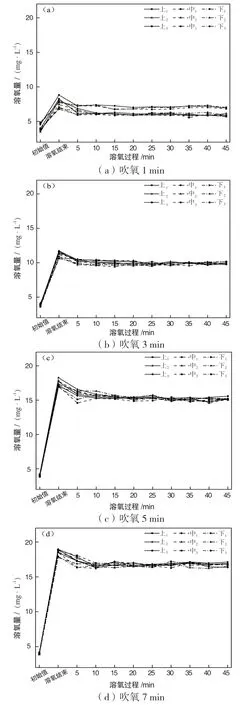
图4 不同吹氧时间下实验测量溶氧量变化
每组实验溶氧结束后10~45 min的平均值计算结果见表3。表中的平均值均为上、中、下部测量计算得出的平均值,其中初始平均值为溶氧前测量计算的数据、溶氧平均值为吹氧后测量计算的数据、增氧平均值为前面二者的差值。

表3 溶氧实验计算结果 (mg·L-1)
为分析不同吹氧时间下溶氧量的稳定性,将重复实验的增氧平均值进行对比:吹氧1 min时、三次重复实验的增氧平均值分别为2.34 mg/L、2.37 mg/L、2.09 mg/L,它们之间的相差值在0.28 mg/L之内;同样,吹氧3 min、5 min、7 min时、三次重复实验的增氧平均值相差值分别在0.07 mg/L、0.23 mg/L和0.06 mg/L之内。而溶氧仪的仪器误差为±1.5%量程(0.3 mg/L),相差值均小于0.3 mg/L。因此,在实验允许的误差范围内,吹氧1 min、3 min、5 min、7 min后再静置10 min,此时真空包内的溶氧量保持稳定、均匀。即在吹氧结束后,再静置10 min测量得到水中的溶氧量可以认为是溶氧平衡后的含量。
基于上述规律,溶氧实验中均采用吹氧结束再静置10 min后测量真空包内上、中、下部的溶氧量,并计算出三者的平均值,作为真空包内整体的溶氧量数值;后续气泡析出实验中的溶氧量测量也安排在吹氧结束并静置10 min后进行。
2.2 气泡析出实验结果
水模型实验中,真空处理溶氧水溶液时,在极短的时间内气泡就已经形核,本实验中观察的真空处理过程中前5 s内的气泡是处于生长上浮的阶段。因此,将从气泡长大角度考虑,对实验统计结果进行探究。真空处理时拍摄到的气泡析出后上浮的情况如图5所示,图中气泡边缘为黑色,中间透明;图像中的气泡均由ImagePro软件统计尺寸。

图5 气泡析出
2.2.1 不同溶氧量下析出的气泡尺寸
在溶氧量分别为6.33 mg/L、12.94 mg/L、18.35 mg/L,真空度为-0.05 MPa的条件下,将同一高度处测量得到的气泡尺寸进行整理归纳,结果如图6所示。图中五条曲线显示了真空析气过程中最初5 s内气泡半径的变化情况。
从图6可以看出,采用-0.05 MPa真空度处理不同溶氧量的水,1 s至5 s水中气泡尺寸规律基本一致,每秒之间气泡半径分布状况相差很小,并且在不同的溶氧量下,气泡半径主要分布在100~250 μm范围内。当溶氧量为6.33 mg/L,半径小于250 μm的气泡占90%左右;当溶氧量为12.94 mg/L时,半径小于250 μm的气泡占85%左右;当溶氧量为18.35 mg/L时,半径小于250 μm的气泡占80%左右。随着溶氧量的增加,小尺寸范围内的气泡数量有所减少,这说明气泡尺寸整体上有所增加,但半径在100~250 μm范围内的气泡仍然占主导。
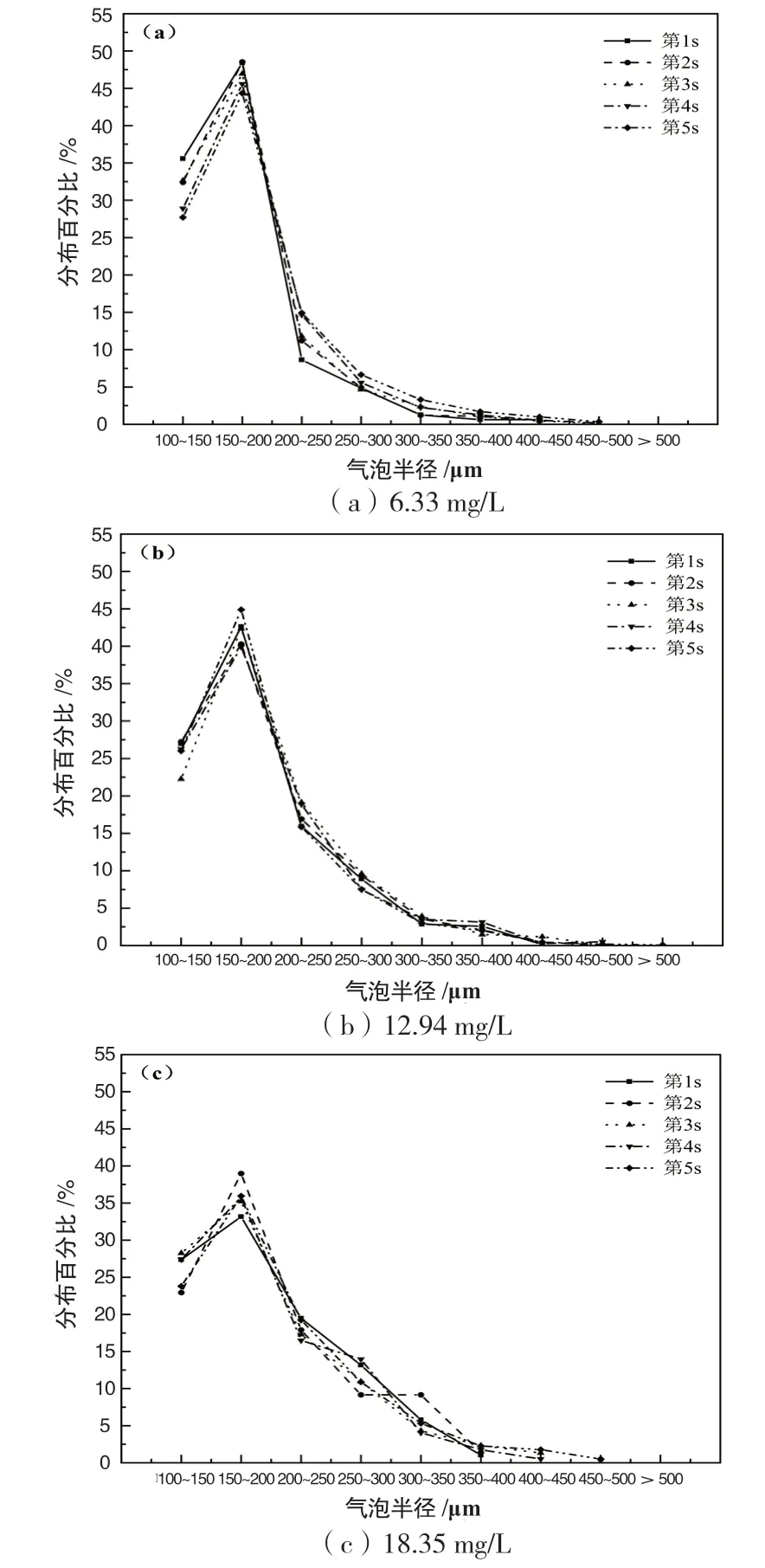
图6 不同溶氧量下气泡的半径分布
2.2.2 不同真空度下析出的气泡尺寸
在溶氧量为16.52 mg/L、16.46 mg/L、16.73 mg/L,真空度分别为-0.03 MPa、-0.05 MPa、-0.07 MPa的条件下,将同一高度处测量得到的气泡尺寸进行整理归纳,结果如图7所示。
从图7可以看出,随着真空度的降低,气泡半径增加的趋势较为明显。当真空度从-0.03 MPa降低到-0.07 MPa,半径在100~250 μm范围内的气泡比例从92%左右降低到59%左右;半径在250~500 μm范围内的气泡比例从6%左右增加到40%左右。当真空度从-0.03 MPa降低到-0.05 MPa时,真空度对气泡尺寸的影响较为明显,而当真空度低于-0.05 MPa时,其对气泡尺寸的影响有所减弱。
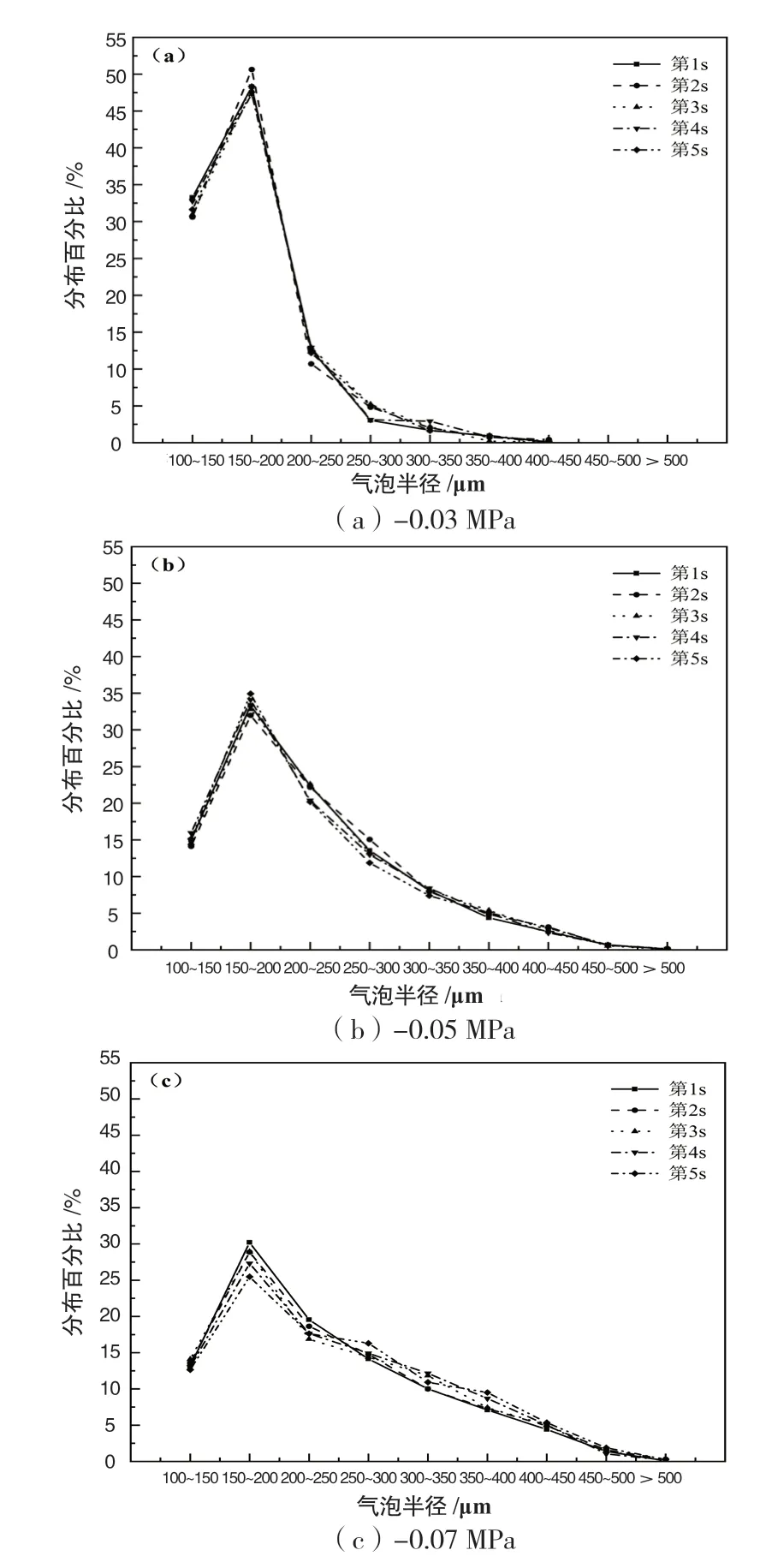
图7 不同真空度下气泡的半径分布
2.2.3 不同溶液深度下析出的气泡尺寸
在溶氧量为16.58 mg/L、真空度为-0.05 MPa的条件下,将不同高度处测量得到的气泡尺寸进行整理归纳,结果如图8所示。
从图8可以看出,在不同的深度范围处,气泡半径随溶液深度的增加而减小。当深度为0.1~0.4 m时,半径在100~250 μm范围内的气泡占69%左右;当深度为0.7~1 m时,半径在100~250 μm范围内的气泡占84%左右;随着溶液深度的增加,小尺寸范围内的气泡数量增加,气泡半径整体上有所减小。

图8 不同溶液深度下的气泡半径分布
3 分析和讨论
针对2.2中气泡尺寸分布的结果,本节基于过饱和体系中气泡生长上浮动力学模型[12],将水模型中的相关系数代入,可得到水/O2过饱和体系中氧气泡生长尺寸微分方程:
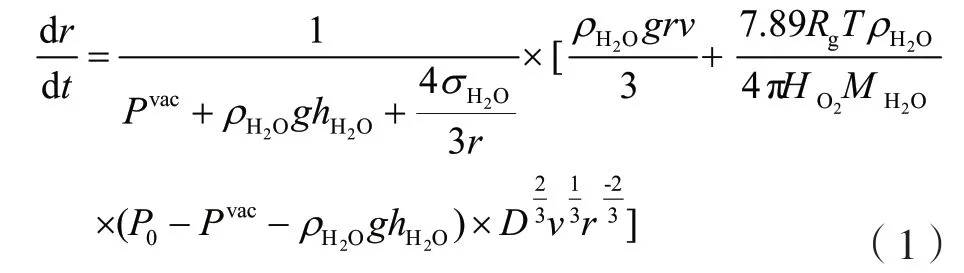
式中,Pvac——真空压力,Pa;P0——溶气压力,Pa;hH2O——气泡所处溶液深度,m。
为简化计算,对上述三个变量分别赋值,利用MATLAB软件进行计算,可以得到不同变量对气泡尺寸变化的影响,计算所需参数见表4。
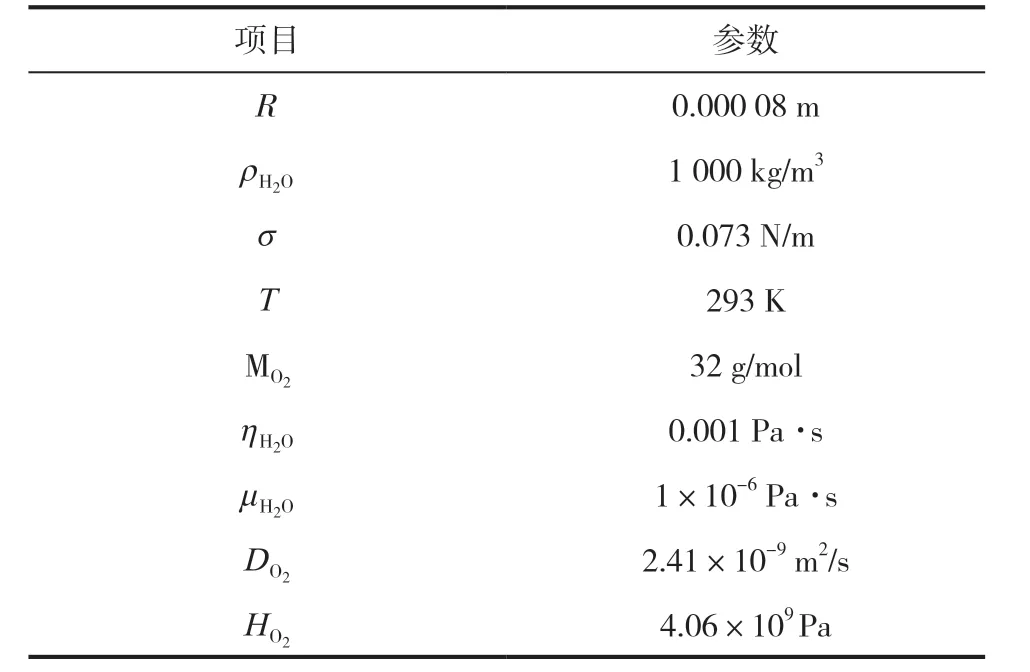
表4 计算所需参数
3.1 溶氧量对气泡长大的影响
不同溶氧压力(即不同溶氧量)对氧气泡生长的影响如图9所示。其中,真空度为-0.07 MPa,溶氧压力分别为0.05 MPa、0.07 MPa、0.09 MPa,假设氧气泡生长的初始条件为V0=0.35 m/s、r0=400 μm、h0=0.5 m。
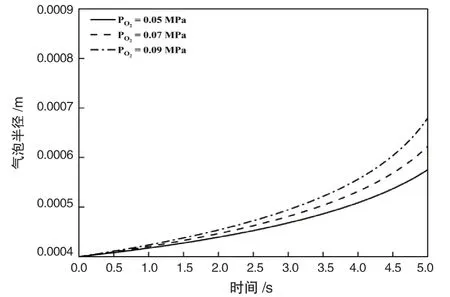
图9 溶氧压力对氧气泡生长的影响
从图9可以看出,气泡尺寸变化曲线均随着时间呈现上升的趋势,且增长速率逐渐增大;并且随着溶氧量的增加,气泡生长速度略微增加。在气泡生长的过程中,增加溶氧压力,本质上增加了水溶液中的溶氧量,使气泡内外氧气浓度梯度变大,溶质传质的驱动力增加,促进氧气分子向气泡内扩散,导致气泡生长速度加快,最终统计得到的气泡半径也就越大。而实验中的溶氧压力较小,达不到计算值0.09 MPa,因此在实验设计的范围内,统计得到的气泡尺寸在溶氧量增加的情况下增长不大。
3.2 真空度对气泡长大的影响
不同真空度对氧气泡生长的影响如图10所示。其中,真空度为-0.05 MPa、-0.06 MPa、-0.07 MPa,溶氧压力为0.1 MPa,假设氧气泡生长的初始条件为V0=0.35 m/s、r0=400 μm、h0=0.5 m。
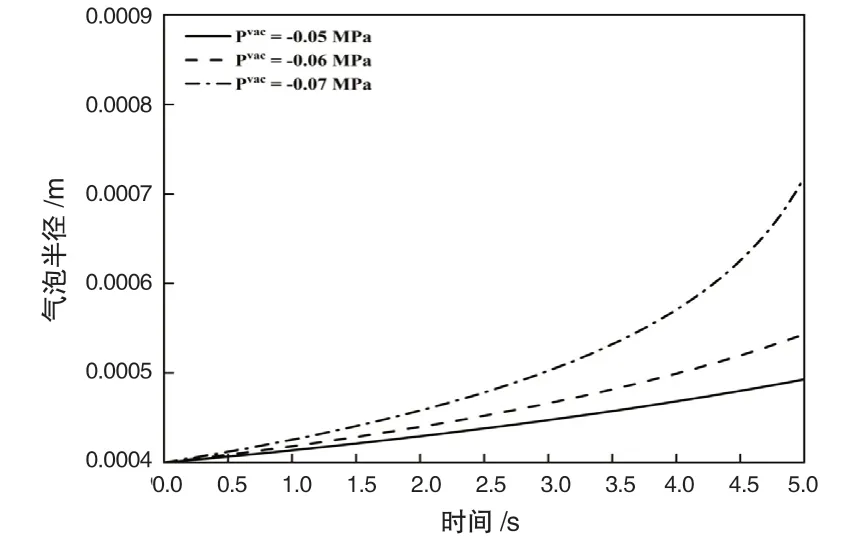
图10 真空度对氧气泡生长的影响
从图10可以看出,气泡尺寸变化曲线均随着时间呈现上升的趋势,且增长速率逐渐增大;并且随着真空度的降低,气泡生长速度明显加快。根据气泡内外压力满足式(2),可知气泡所受静压力不变时,随着真空度的降低,真空包内的系统压力降低,气泡内外压差增加,促使气泡半径增加的能力变大,导致气泡的生长速度加快,气泡尺寸越大。

此外,从溶质扩散角度看,溶液更容易成为过饱和体系,从溶液中析出的氧气浓度也更高,这也会导致氧气溶质的扩散速度增加,促进氧分子向气泡内扩散,使气泡尺寸变大。因此,2.2.2实验中统计得到的气泡尺寸随着真空度的降低而增加。
3.3 溶液深度对气泡长大的影响
不同溶液深度对析出氧气泡生长的影响如图11所示。其中,真空度为-0.07 MPa,溶氧压力为0.1 MPa,假设氧气泡生长的初始条件为V0=0.35 m/s、r0=400 μm,h0分别为0.3 m、0.5 m、0.7 m。

图11 溶液深度对氧气泡生长的影响
从图11可以看出,气泡尺寸变化曲线均随着时间的增加呈现上升的趋势,且增长速率逐渐增大;但是随着溶液深度的增加,气泡的生长速度逐渐减慢。因为根据式(2)可知,当气泡处于更深的溶液深度时,其所受到的液相静压力就更大,气泡生长时所受的阻力也会更大,气泡生长就会越慢,导致气泡半径越小。从2.2.3实验结果中可知,溶液深度为0.1~0.4 m处统计得到的气泡半径比0.7~1.0 m处的气泡半径大,这说明溶液深度越深,气泡尺寸越小。
4 结论
借助水模型实验模拟研究了钢液在增氢析氢过程的气泡行为,系统分析了溶氧量、真空度、溶液深度对气泡尺寸的影响,得出:
(1)在氧气泡析出实验前,进行了溶氧实验的探究,得知在该实验条件下,真空包内水溶液中稳定、均匀的溶氧量可在吹氧结束并静置10 min后测量得到。
(2)真空处理析出气泡的统计结果显示,随着溶氧量的增加,气泡尺寸有所增加,但总体上半径在100~250 μm范围内的气泡占主导;真空度的降低导致气泡尺寸增加明显,真空度从-0.03 MPa降低到-0.07 MPa时,半径在100~250 μm范围内的气泡比例降低33%左右;溶液深度减小也会使气泡尺寸增大,当溶液深度为0.1~0.4 m时,半径在100~250 μm范围内的气泡比例小于溶液深度为0.7~1.0 m时的气泡比例。
(3)通过利用气泡长大模型,从理论计算的角度分析了上述三个因素对气泡尺寸的影响规律,结合实验统计结果得到,溶氧量增加、真空度降低、溶液深度减小会促进气泡生长,使最终统计得到的气泡尺寸随之而增大。
