应用新型梳理器材提升黏胶麻灰纱产品质量
2022-08-18刘建林简旭升李小平
刘建林,简旭升,李小平
应用新型梳理器材提升黏胶麻灰纱产品质量
刘建林1,2,简旭升1,李小平1
(1.浙江华飞轻纺有限公司,浙江 衢州 324400;2.浙江省纺织工程学会,浙江 杭州 310009)
黏胶麻灰纱对纺纱技术要求特别高,加强梳理、控制色差和色结是关键。为提升黏胶麻灰纱产品质量,优选梳理器材、优化生产工艺,选用黑色黏胶和本色黏胶,经过人工混棉,纺制黏胶麻灰系列纱线,通过优化生产工艺、严控色结,达到独特混色效果。黏胶麻灰纱线的开发生产克服了传统针织用纱染色后制成的服装面料洗涤褪色的缺点,避免白坯布染色容易产生色差的弊端。进行黏胶麻灰纱系列产品试验,为麻灰产品的开发和创新提供了技术研究数据和生产实践经验。
新型;梳理器材;黏胶;麻灰纱;优化工艺
0 前言
根据市场需求,浙江华飞轻纺有限公司开发生产了11号黏胶麻灰纱产品,其中黑色黏胶占比11%、本色黏胶占比89%。黏胶麻灰纱色泽自然和谐、不需要印染,减少了成本及环境污染;产品采用不同颜色的纤维经过多道混合的纺纱方法,呈现出的色彩自然均匀,表面光洁柔和,色泽耐久不褪;织成的面料具有朦胧的立体效果;黏胶纱线具有良好的吸湿性能,制成的服装透气吸湿,舒服滑爽等优点,很受市场欢迎[1]。
11号黏胶麻灰产品生产难度较大,由于黑色黏胶占比(11%)较低,成纱中白点色点和黑色色结比较明显,特别是黑色色结特别难以控制。黏胶特有的纺纱性能及回潮波动较大,也增加了纺纱工艺难度系数。为了攻克这个难关,公司组织生产、设备、技术部门相关人员共同商讨研究,制定了攻关方案,优选梳理器材,优化各工序工艺配置。
1 纺纱工艺流程
人工混棉→打包→FA1001型圆盘抓棉机→FA125型重物分离器→FA029型多仓混棉机→FA1112型精开棉机→JWF1171型棉箱→FA203A型梳棉机→FA317型并条机→FA317型并条机→TMFD81L型并条机(附USG自调匀整系统)→FA494型粗纱机→DTM139型细纱机→21C-S型自动络筒机(附Uster- Quan2电子清纱器)。
2 原料的选择
选择黑色黏胶占比11%、本色黏胶占比89%。根据以往色纺经验,原料细度对成纱棉结有一定影响,纤维细度偏粗对成纱强力和条干不利,但有利于对棉结的控制。为了控制黑色色结,特别选用细度为1.67 dtex的黑色黏胶,经过预处理后制成棉网,然后重新打包回用。原料的具体配置如表1所示。

表1 原料成分表
3 纺纱过程各工序工艺配置和工艺措施
3.1 混棉的内容与方法
预混棉流程:准备原料→预开松→原料称重→人工混棉→打包。
3.1.1 准备原料
根据投料单要求将原料按照批号、数量从原料库取出备用。混料前认真核对投料单上的品种、规格、批号等项目,发现异常及时报告,不准擅自投入生产。
3.1.2 预开松
人工将黏胶原料均匀地撕成100 g左右的小块,将白色黏胶和黑色黏胶分别堆放,以备投料混棉使用。
3.1.3 称重
按照投料单的比例,精确称量各品种、批号、规格。然后放在指定位置并在标识牌上写清品种、规格和批号。
3.1.4 投料混棉
(1)按照配棉比例和排包图将称好的原料装盘,严格按照“纵向分散、横向看齐、消高嵌低、低包松高、一唛到底”的排盘要求。做到混合均匀,防止色差。
(2)手工混棉,纤维尽量铺平,上下分布均匀,混棉区和备料区严格分开[2]。
3.2 清梳联工艺
开清棉工序遵循“勤抓少抓、多松少打、以梳代打、少落多混”的工艺配置原则。适当降低各打手速度,减少纤维损伤。清花工序工艺配置见表2。

表2 清花工序工艺配置
梳棉机采用“中定量,稳速度,大速比,快转移,合理针布配置,精确分梳隔距,减少纤维损伤”的工艺原则。适当提高锡林和刺辊速度,增强分梳效果。提高锡林刺辊线速比到2.45:1,增强转移效果[3]。收紧盖板隔距加强分梳,放大给棉板和刺棍隔距减少纤维损伤。稳定出条速度在120 m/min左右。保持隔距准确一致,保障气流通畅,保持各通道光洁[4]。
梳棉工艺配置如表3所示。
3.3 梳棉针布型号选择
3.3.1 锡林针布选择
在生产化学纤维时容易产生静电,造成锡林针布缠绕现象。为此本文选用了金轮公司的最新产品蓝钻B2-30-860锡林针布,其使用进口抛光技术,对表面进行特殊工艺处理,分梳效果更加优良,适合柔性梳理的工艺要求,能大幅降低纤维的损伤,更加贴合优势工艺的设计理念{5}。

表3 梳棉工艺配置
3.3.2 刺辊针布选择
刺辊选用AT5005*05030V锥齿型刺辊针布,该型号针布齿尖为锥齿形状,齿顶面积缩小,针齿表面光洁,圆弧状棱边,对纤维的冲击力较为缓和,针布使用寿命长,产品质量更好,符合柔性梳理的工艺理念{6}。
3.3.3 道夫针布
道夫针布选用金轮公司的蓝钻系列H7-30- 358,该针布采用进口技术,特殊工艺制作,产品质量可靠,对纤维的转移效果优良,更加适合高速高产,符合重定量优势工艺的设计理念。
3.3.4 盖板针布选择
优选金轮公司TH-420-A-86新型盖板针布,增加齿密,提高梳理度。
经过对国产梳理元件的优选,选择最具性价比的产品替代进口产品,减少了配件器材费用[7],梳棉针布型号见表4。

表4 梳棉针布型号对比表
3.4 并粗工序
并条工艺采用三道并合,保证混色均匀、混纺比准确,以提高混合效果、减少色差。
合理控制并合根数和并合道数,以少并合根数,多并合道数为原则,采用6×7×6并合,保证混合和牵伸以及质量要求。
采用顺牵伸工艺,头道并条采用较大的后牵伸,后牵伸倍数增至1.88,提高纤维伸直平行度,末并采用较小的后区牵伸,后牵伸选择1.18倍,提高条干的均匀度,同时放大罗拉的隔距到12×24,减少高速并条皮辊温升比较大,对生产和质量的影响。减少皮辊缠绕现象,保证生产正常,维持质量稳定[8]。并条工艺见表5。
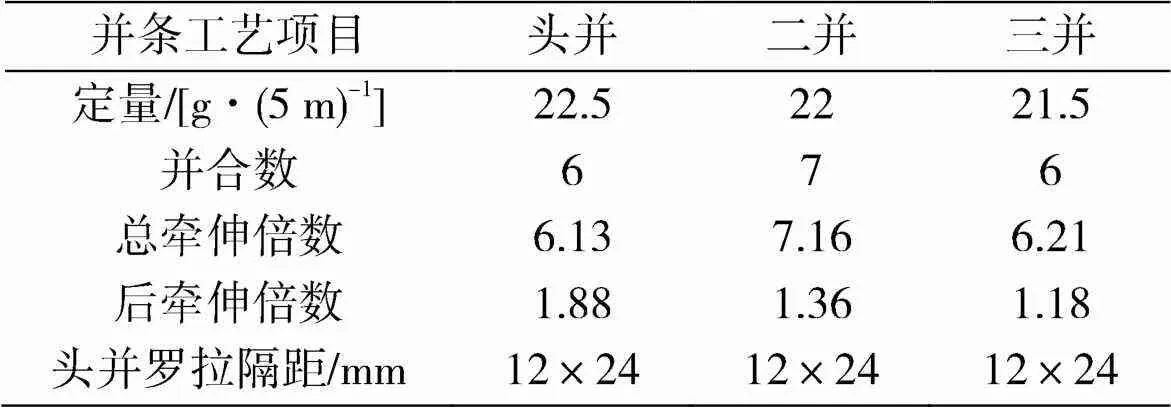
表5 并条工序工艺参数
粗纱机FA494四罗拉双短皮圈牵伸,采用“重加压,大隔距,大捻系数,小后区牵伸,小张力,较小钳口隔距”三大三小工艺配置,提高纤维伸直平行度,提高条干均匀度。罗拉隔距放大到12×30×45,后牵伸调小到1.19倍。粗纱工艺配置见表6。

表6 粗纱工序工艺参数
3.5 细纱工序
细纱工艺,采用“较大的罗拉隔距,较小的后区牵伸,较小的钳口隔距”两小一大工艺配置,增强对纤维控制,提高条干水平[9]。针对部分厂家使用细纱长车纺纯黏胶出现后罗拉扭震现象,放大细纱后区罗拉隔距到46mm;后区牵伸倍数选择时,避开临界牵伸倍数,后区牵伸倍数选择1.08倍。细纱工序工艺配置表见表7。
3.6 自络工序
3.6.1 自络速度和电清工艺参数配置
纺纯黏胶纱,自络速度高于1 300 m/min时,成纱毛羽随速度增加而快速增长。在保证质量的前提下,优选经济的络筒速度,合理的张力控制,在稳定产量的情况下,控制棉结和毛羽的增长幅度。络筒速度设置为1 200 m/min左右。自络工序工艺配置参数见表8。

表7 细纱工序工艺参数

表8 自络工序工艺参数
3.6.2 自络效率和百管断头率
通过生产流程中优化工艺,自络百管断头率和生产效率等指标都得到了一定程度的改善,具体数据见表9。

表9 自络质量参数
3.6.3 成纱质量指标
经过优选梳理器材,优化工艺参数,增强梳理效果,R19.7tex麻灰黏胶纱的条干水平达到乌斯特01公报5%水平,符合国家优等纱质量标准,具体数据见表10。

表10 工艺优化前后成纱质量对比
4 结语
随着梳理技术的不断发展,新型梳理器材使用优质的材料、特殊的加工工艺,使梳理的效果越来越好,梳理的质量不断提升。生产黏胶麻灰纱,原料选择是基础,工艺优化是重点,控制黑白纱疵是难点。通过抓好原材料把关,优选梳理器材,增强分梳,加强对生条纱疵的控制,严格生产管理,使公司的黏胶麻灰产品得到了认可,也为开发黏胶麻灰纱系列产品提供了技术试验数据和生产实践经验。
[1] 桂亚夫. 色纺纱的质量评价[J]. 棉纺织技术, 2019, 47(6): 43-47.
[2] 刘建林.涤粘麻灰纱的生产实践[J].上海纺织科技, 2021, 49(11):38-40.
[3] 陆惠文, 倪远. “陆S纺纱工艺”的梳棉均衡柔和梳理工艺探讨[J]. 辽东学院学报(自然科学版), 2017, 24(1): 10-15.
[4] 刘建林. 优势纺纱工艺梳棉重定量研究[J]. 中原工学院学报, 2021, 32(3): 7-11.
[5] 陈利国, 陈天红. 梳理机用高转移率金属针布齿条研发与应用[J]. 纺织器材, 2021, 48(1): 61-63.
[6] 秋黎凤, 刘古立. 梳棉机附加分梳元件及其对梳棉质量的影响[J]. 纺织器材, 2015, 42(5): 19-21,42.
[7] 吕林军, 章友鹤, 赵树超, 等. 色纺纱关键技术及器材选用探析[J]. 纺织器材, 2018, 45(1):32-37.
[8] 刘建林. 减少涤纶色纺纱纱疵的技术措施[J]. 现代纺织技术, 2022, 30(3):1-5.
[9] 张喜昌, 张海霞. 阻燃粘胶/阻燃腈纶/棉混纺纱纺纱工艺与性能研究[J]. 上海纺织科技, 2018, 46(8): 32-34.
Application of New Carding Equipment to Improve the Product Quality of Viscose Hemp Yarn
LIU Jian-lin1,2, JIAN Xu-sheng1, LI Xiao-ping1
(1.Zhejiang Huafei Textile Co.,ltd., Quzhou Zhejiang 324400, China;2.Zhejiang Textile Engineering Society, Hangzhou Zhejiang 310009, China)
Viscose hemp grey yarn has particularly high requirements on spinning technology, and it is the key to strengthen carding and control color difference and knot. In order to improve the product quality of viscose hemp yarn, carding equipment and production process were optimized. Black viscose and natural viscose are selected, and through artificial cotton blending, viscose hemp series yarns are spun. By optimizing production process and strictly controlling color knot, unique color mixing effect is achieved. The development and production of viscose-hemp-grey yarn overcomes the disadvantages of washing and fading of clothing fabrics made of traditional knitting yarns, and avoids the disadvantages that the dyeing of white grey fabric is easy to produce chromatic aberration. A series of product tests of viscose hemp yarn were carried out, which provided technical research data and production practice experience for the development and innovation of hemp yarn products.
new type; carding equipment; viscose; grey yarn; optimize process
TS104.7
A
2095-414X(2022)04-0013-04
刘建林(1970-),男,高级工程师,研究方向:纺织新产品、新工艺和新设备.