激光扫描仪安装偏差测量及纠偏方法
2022-08-12庄鹏,杨成,严创,陈凡,饶锐
庄 鹏,杨 成,严 创,陈 凡,饶 锐
(湖北荆州煤炭港务有限公司,湖北荆州 434020)
1 问题的提出
散货料场斗轮机在堆、取料作业中,其行进、俯仰和回转姿态的精确性,决定着作业的效率及能耗。斗轮机堆料或取料作业时姿态的参数值,由料场位置或料堆三维点云、及料场坐标等的数据推算得出。特别是取料时,三维点云数据的准确性起着关键性作用。
料堆的三维点云坐标数据由安装在斗轮机大臂前端两侧的激光扫描仪(以下简称“扫描仪”),在斗轮机运行中经扫描采集,再通过坐标转换等计算后获得。由于斗轮机机械结构庞大,扫描仪在实际安装工程中,以扫描仪中心点为坐标原点建立起来的坐标系的三轴,难以与以斗轮机回转或俯仰中心建立起来的坐标系的三轴处于平行位置。图1 中,O—XYZ 为料场坐标系,OJ—XJYJZJ为斗轮机坐标系,OL—XLYLZL为扫描仪坐标系,它们与斗轮机坐标系的三轴会存在一定的旋转角度误差。
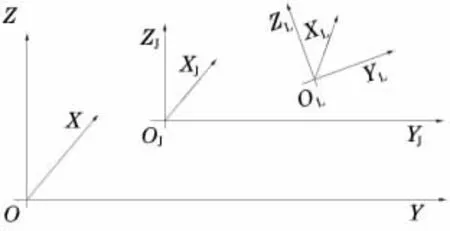
图1 扫描仪、斗轮机及料场坐标系示意
根据理论模型,扫描仪和斗轮机的两个坐标系的X、Y、Z三轴应该一一平行。因此,需要进行偏转角度的测量和安装位置的微调。
2 偏转角度测量
扫描仪坐标系相对于斗轮机坐标系存在的3 个角度偏转,分别是绕X 轴旋转的α 角、绕Y 轴旋转的β 角和绕Z 轴旋转的γ 角。
2.1 测量准备
(1)测量工具及道具包括铅垂线(15 m)、卷尺(5 m)、皮尺(30 m)、水平仪(长1 m)、激光测距仪、1 大纸盒(长、宽、高约100 cm×60 cm×28 cm,可以用2U 服务器外包装盒)、3 个小纸盒(长、宽、高约20 cm×20 cm×15 cm)、北斗定位手簿(需连接差分系统,精度厘米级)、记号笔等。
(2)在有Sopas 软件的笔记本电脑,并可连接上待测量扫描仪,且能正确展示扫描图(本文使用的扫描仪为Sick 3601 型号,配置及展示软件为Sopas)。
(3)测试人员两名,一名在斗轮机上放铅垂线、放置水平仪、查看电脑上Sopas 软件等,另一名在相应的地面上放置纸箱子、测量长度、标定位置等。
(4)斗轮机上已有北斗定位系统。将斗轮机大臂回转角调整到0°(斗轮机前进方向为0°,由北斗校准并能读取回转角。大臂处于轨道上方,地面更加平整,更易于测量。为了方便拍照和展示,大臂处于料场中,回转角并不为0°),俯仰角调整到0°(用水平仪校准且能通过北斗读取俯仰角)。
2.2 测量工作
(1)从安装在大臂前缘的扫描仪发光中心位置放铅垂线下来,在地面标记铅锤位置A 点。
(2)斗轮机大臂边缘所处位置基本上平行于Y 轴,斗轮机上测试人员沿着大臂外缘选取3 个点放铅垂线。地面配合人员在地面上标记铅锤位置为B、C、D,此时B、C、D 所在的直线平行于大臂。如果斗轮机回转角为0°,则直线BCD 也应平行于轨道。
(3)在地面上,使用卷尺等工具作矩形AEDF。如果扫描仪空间坐标系三轴与斗轮机空间坐标系三轴平行,则激光在地面的投射点连线为直线AF(图2)。

图2 扫描仪各投影点及激光理论扫描线
2.3 绕Z 轴旋转γ 角的测量及调整
当扫描仪与Z 轴有旋转角γ 时,测量γ 的方法如下:
(1)将大纸盒的中心点放在上图的A 点,大纸盒的长边平行于直线AF,并使用水平仪调整大纸盒为水平放置状态。
(2)通过笔记本电脑的Sopas 软件查看大纸盒的凹槽图像信息(Sopas 上呈现的是YJOJZJ切面图)。在Sopas 软件上将上述缺口图像放大,并在大纸盒上使用水平仪的一端沿着垂线AE的方向逐步移入,直到从Sopas 软件上监测到水平仪的头部点处在线段GH 线上,并在大纸盒上标记水平仪头部的这个点。
(3)在大纸盒上至少找到3 个点,将这些点连起来,此时连起来的这条直线与大纸盒长边的角度就是γ 角(图3)。
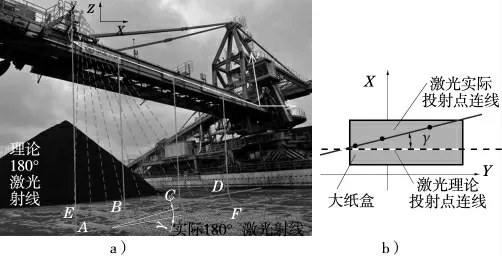
图3 γ 角测量及地面投影线图
(4)在扫描仪安装位置的XY 水平面上,使扫描仪绕Z 轴微微旋转,逐步将大纸盒上的“实际激光投射点连线”与“理论激光投射点连线”重合或平行。重合或平行后,扫描仪的坐标轴YL则平行于斗轮机坐标轴YJ。
2.4 绕Y 轴旋转角β 的测量及调整
当扫描仪与Y 轴有旋转角度时,激光发射中心点,与在地面的扫描投射点连线,形成的平面将不垂直于地面。此时,在地面的投射线与直线AF 不重合。
(1)用记号笔在大纸盒上面画直线AF 的投影线段,此线段即为激光理论投射线。
(2)根据2.3 节,确定激光实际投射线(图4)。
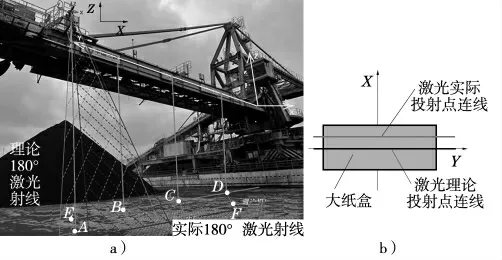
图4 β 角测量及地面投影线图
(3)测量上图两条投射点连线之间的距离,测量扫描仪中心与大纸盒中线点(即地面A 点)之间的距离,两者相除可以得到tanβ 的值,进而得到β。
(4)通过使用加减垫片厚度的方法调整扫描仪近大臂端或远大臂端的安装螺栓,使得大臂在俯仰角为0°时,实际投射线与理论投射线重合。
2.5 绕X 轴旋转α 角的测量及调整
当扫描仪与X 轴旋转角为0°时,水平面在Sopas 上显示的图就是一条直线,而当扫描仪与X 轴旋转角不为0°时,水平面在Sopas 软件上显示的图就是一条斜线,这条斜线的倾角就是α。
(1)由于地面不是绝对水平,斜线在Soaps 上的成像存在抖动。为了精确地测量α,也可以将3 个小纸盒均匀地放在激光投射点连线上,并使用北斗手簿测量其高程,调整3 个小箱子水平高程值一致(图5)。其中,“理论180°激光射线”为扫描仪偏转角α 为0°时向下发射的激光线,与Z 轴重合;“实际180°激光射线”为α 不等于0°时垂直向下发射的激光线,其与Z 轴夹角也为α。
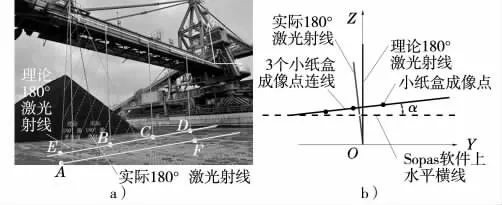
图5 α 角测量及Sopas 软件图
(2)在Sopas 软件上查看小纸盒成像点,并将3 个点连成直线,这条直线与水平线的夹角即为α。
(3)也可以通过调整大臂俯仰角的方式测得α,使3 个小纸盒成像点连成的直线为水平线,此时大臂的俯仰角就是α。
(4)当夹角α 不为0 时,可通过加减垫片厚度的方法,调整扫描仪安装位置两侧的螺栓,使得Sopas 软件上呈现的小纸盒所连成的直线为水平线。
3 坐标系转换方法
根据扫描仪激光发射及扫描原理,料堆外轮廓任点P 在扫描仪极坐标系中的坐标为P(ρ,θ)。图6b)的坐标方向及角度与Sick LD_LRS 36x1 在Sopas 软件上定义的一致。
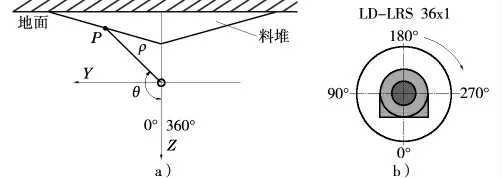
图6 扫描仪扫描示意
4 方法总结
3 个旋转角边测量边调整,经过多次反复操作后,能够使扫描仪与斗轮机两者的坐标系三轴平行误差达到最小。这种方法未引入复杂的坐标转换,因此是最直接、最可靠、效果最好的。
5 结束语
本文通过对斗轮机上激光扫描仪安装位置及扫描成像的研究,提出了简单可行的安装偏转角测量方法,通过对安装位置进行微调,达到纠偏处理目的,能够大大提高数据计算的准确性,为开发无人化堆取料作业软件提供有力的技术支持。通过在某港口的实践,印证了方法的有效性,并可为类似项目激光扫描仪安装偏转的测量及纠偏处理提供参考。
