水冷板加工工艺优化设计
2022-08-12汪正炜
江 峰,汪正炜,张 波
应用研究
水冷板加工工艺优化设计
江 峰,汪正炜,张 波
(武汉船用电力推进装置研究所,武汉 430064)
针对水冷板加工工艺,基于理论分析,确定影响水冷板耐压性能的因素,提出一种新的水冷板加工工艺。通过在ANSYS中建立水冷板的流固耦合仿真模型,对比分析工艺优化前后水冷板耐压性能,并结合试验对水冷板耐压性能进行验证,实现了水冷板加工工艺的优化,耐压性能提高了超过160%。
水冷板 加工工艺 耐压性能 优化
0 引言
随着科技发展,电子器件功率密度不断增加,而电子器件的可靠性与温度紧密相关[1],普通的风冷已无法满足要求。水冷因具有更高的散热效率[2-4],越来越多地用于功率器件的散热。水冷板作为水冷散热的主要部件,若发生泄露和变形,则将会损坏电子元器件。因此,水冷板结构可靠性和耐压性对电子元器件的正常工作具有重要意义。现阶段的水冷板主要为铜或铝质,一般分别加工基板和盖板,然后通过焊接的方式进行连接。主要的焊接方式包括气焊、钎焊、搅拌摩擦焊等[5]。长期以来,部分学者对搅拌摩擦焊和钎焊等工艺进行了研究[6-7]。钎焊是采用熔点低于焊件的钎料,利用液体钎料填充固态工件的方法,适合一些焊具无法触及的部位;搅拌摩擦焊是采用高速旋转的焊具与焊件摩擦令焊件局部熔化,并在焊具挤压下形成质量良好的焊缝。搅拌摩擦焊由于其生产成本较低、焊缝质量稳定性较好,现阶段大部分水冷板的焊接均采用该焊接方式。但由于搅拌摩擦焊只能沿着水冷板基板与盖板连接边沿处进行焊接,无法对基板内部翅片与盖板进行焊接,水冷板的结构强度和耐压性较差。本文基于理论分析,提出一种搅拌摩擦焊与钎焊混合焊接的水冷板加工工艺,并对其进行仿真计算和试验验证,为后续水冷板设计奠定基础。
1 水冷板的耐压性能理论分析
分析常用水冷板的结构形式,其耐压性能可以简化为两端固定的梁的受力形式,其可等同于梁受均部载荷作用下的弯曲变形。其应力方程为[8]:

式中:-结构所受弯矩;W-抗弯截面模量。
水冷板所受弯矩为:

式中:-水冷板所受载荷;-水冷板跨距。
抗弯截面模量W为:

式中:-水冷板深度;-水冷板厚度。
上述可知,水冷板的耐压性能主要受水冷板的材质,厚度及跨距影响。当水冷板设计定型后,其材质和厚度均已固定。因此,改善水冷板加工工艺,优化水冷板跨距是提高水冷板耐压性能的必要途径。
2 仿真分析模型
选取一结构形式如图1所示的水冷板,其材质为紫铜。传统的水冷板加工工艺为沿基板和盖板一周进行搅拌摩擦焊(FSW)。为提高水冷板的耐压性能,提出一种搅拌摩擦焊(FSW)与钎焊混合焊接的新工艺,先采用钎焊将盖板和基板焊接后,再采用搅拌摩擦焊(FSW)焊接四周。通过建立两者加工工艺水冷板的仿真分析模型,对水冷板的耐压性能进行对比分析。
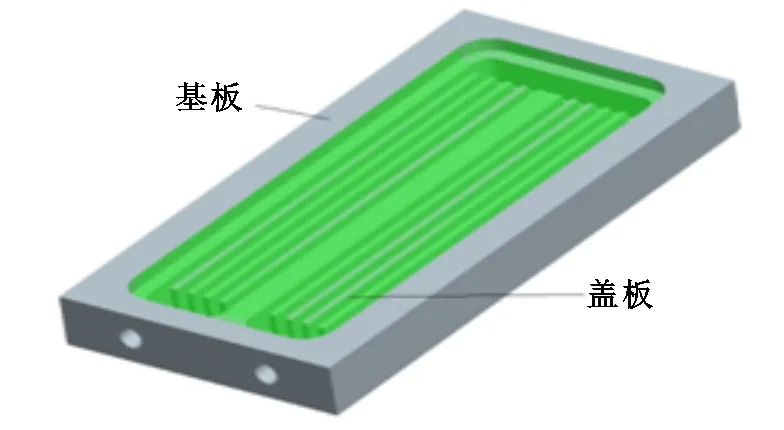
图1 水冷板仿真分析模型
两种加工工艺的水冷板外形尺寸均为200 mm×100 mm×22 mm,内部流道等结构均一致。其中采用搅拌摩擦焊(FSW)加工工艺的水冷板盖板与基板四周添加绑定接触,采用搅拌摩擦焊(FSW)与钎焊混合焊接新工艺的水冷板盖板与基板四周及基板肋片与盖板接触部位添加绑定接触,仿真模型均采用基板底面安装固定。
3 仿真计算
为比较新工艺与传统工艺加工水冷板的耐压性能,对比分析两种加工工艺的水冷板在达到使用材料屈服强度(紫铜屈服强度70 MPa)条件时水冷板所能承受的内部压力。
3.1 传统工艺水冷板仿真计算
水冷板加工传统工艺为沿基板和盖板四周进行搅拌摩擦焊(FSW),如图2~3所示,为内部压力4 MPa和5 MPa水冷板的应力分布云图。由图可知,最大应力主要出现在盖板上,在压力为5 MPa时水冷板的应力值达到85 MPa,已超过材料的屈服强度,搅拌摩擦焊(FSW)加工的水冷板耐压性能为4 MPa。
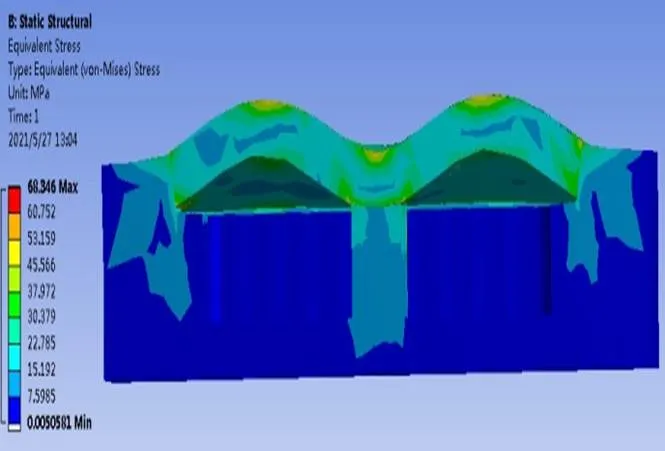
图2 内部压力4 MPa水冷板应力分布云图
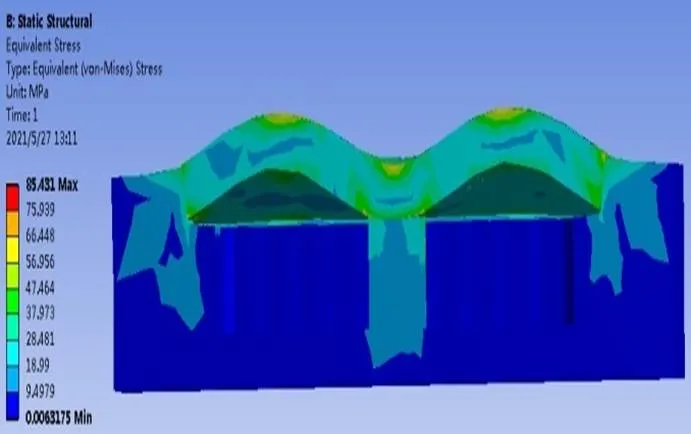
图3 内部压力5 MPa水冷板应力分布云图
3.2 新工艺水冷板仿真计算
水冷板加工新工艺为搅拌摩擦焊(FSW)与钎焊混合焊接,如图4~5所示,为内部压力11 MPa和12 MPa水冷板的应力分布云图。由图可知,最大应力主要出现在肋片上,在压力为12 MPa时水冷板的应力值达到74 MPa,超过材料的屈服强度,搅拌摩擦焊(FSW)与钎焊混合焊接加工的水冷板耐压性能为11 MPa。
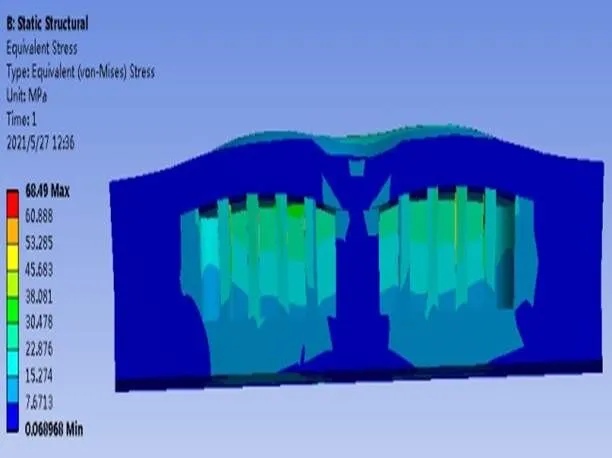
图4 内部压力11 MPa水冷板应力分布云图
上述仿真计算结果显示,传统搅拌摩擦焊(FSW)工艺加工的水冷板耐压性能为4 MPa,而采用搅拌摩擦焊(FSW)与钎焊混合焊接新工艺加工的水冷板耐压性能为11 MPa,新工艺的耐压性能相对传统工艺的水冷板耐压性能提高了175%。
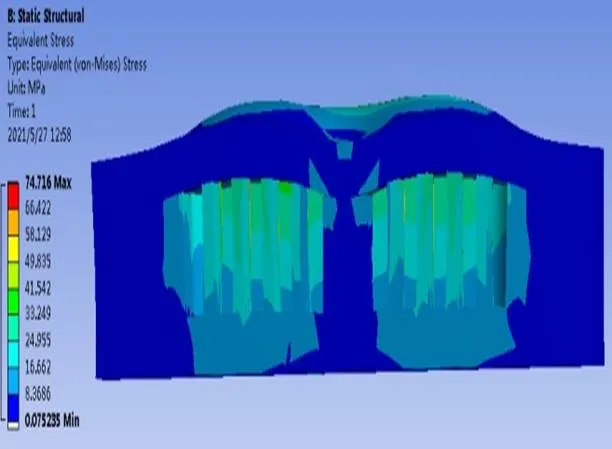
图5 内部压力12MPa水冷板应力分布云图
4 试验验证
为验证搅拌摩擦焊(FSW)与钎焊混合焊接新工艺加工的水冷板耐压性能,分别采用搅拌摩擦焊(FSW)与钎焊混合焊接新工艺和搅拌摩擦焊(FSW)传统工艺加工两种水冷板样件进行耐压试验。如图6所示,因测量条件限制,试验时采用测量水冷板表面平面度指标进行判定,当平面度大于0.2 mm时认为水冷板失效。

图6 平面度测量示意
两种水冷板样件进行耐压试验记录如表1、表2所示,表1为搅拌摩擦焊(FSW)试验数据,表2为搅拌摩擦焊(FSW)与钎焊混合焊接试验数据。
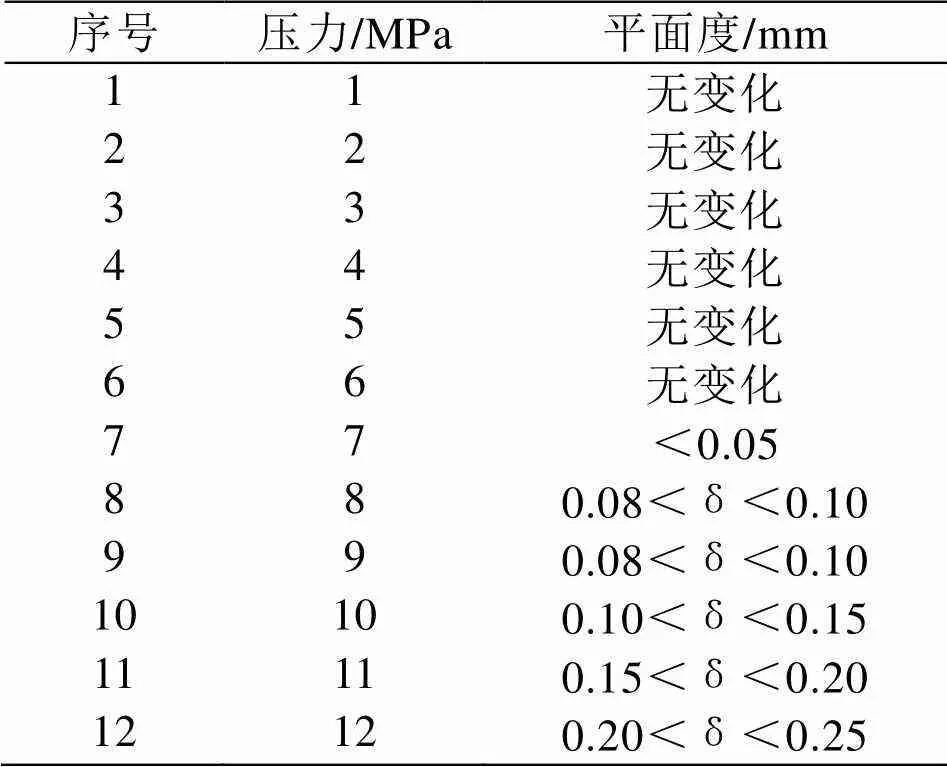
表1 搅拌摩擦焊(FSW)实验数据
试验结果表明,传统搅拌摩擦焊(FSW)工艺加工的水冷板失效压强为12 MPa;而采用搅拌摩擦焊(FSW)与钎焊混合焊接加工的水冷板失效压强为32 MPa,相对传统工艺的水冷板耐压性能提高了167%,试验结果与仿真计算基本一致。
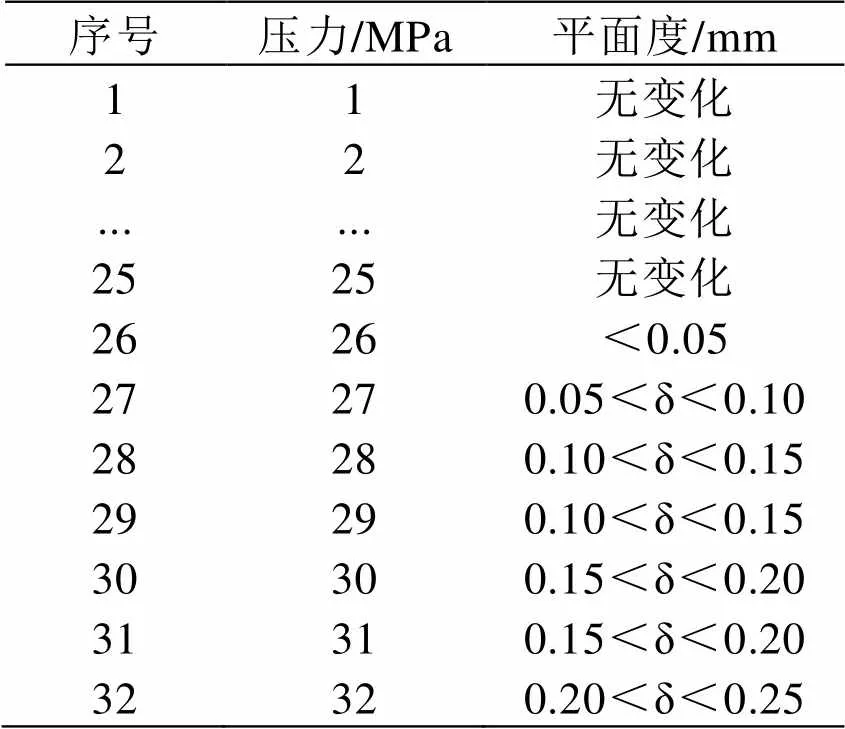
表2 搅拌摩擦焊(FSW)与钎焊混合焊实验数据
5 结果分析
本文通过理论分析了水冷板耐压性能的影响因素,提出一种水冷板搅拌摩擦焊(FSW)与钎焊混合焊接加工生产的新工艺。然后结合仿真计算和耐压试验分析了搅拌摩擦焊(FSW)与钎焊混合焊接水冷板的耐压性能,得到了采用搅拌摩擦焊(FSW)与钎焊混合焊接加工生产的水冷板相对传统的搅拌摩擦焊(FSW)耐压性能提升了超过160%。
[1] Ozmat B. Interconnect Technologies and the Thermal Performances of MCM[J]. IEEE Transactions on Components, Packaging and Manufacturing Technologies, 1992,15(5):860-869.
[2] 费万民, 姚文熙, 吕征宇, 等. 中高压变频调速技术综述[J]. 电力电子技术, 2002, 36(2): 74-78.
[3] Simon PR, Kazuhiro H, Toshio S, et al. Cluster hardening in an aged Al-Cu-Mg Alloy[J]. Acta Metallurgica, 1997, 36(5): 517-521.
[4] 张舟云, 徐国卿, 沈祥林, 等. 牵引逆变器散热系统的分析与设计[J]. 同济大学学报(自然科学版), 2004, 32(6): 776-777.
[5] 季节, 马学智. 铜及铜合金的焊接性[J]. 焊接技术, 1999, (2): 13-15.
[6] 罗蒙丽. 硬质合金钎焊技术的现状与发展[J]. 硬质合金, 2015, 32(2): 108-118.
[7] 宋晓村, 朱政强, 陈燕飞. 搅拌摩擦焊的研究现状及前景展望[J]. 热加工工艺, 2013, 42(13): 5-8.
[8] 黎明发, 张开银, 黄莉等. 材料力学[M]. 科学出版社, 2012.
Optimization design of water-cooled plate welding process
Jiang Feng, Wang Zhengwei, Zhang Bo
(Wuhan Institute of Marine Electric Propulsion, Wuhan 430064, China)
TH162
A
1003-4862(2022)04-0038-03
江峰(1993-),男,工程师。研究方向:电子设备冷却设计。E-mail: 1308179575@qq.com
2021-08-21
