极地船用FH40低温高强钢焊接工艺
2022-08-09夏皓春贺进巍邓胜杰
夏皓春,贺进巍,邓胜杰
(江南造船(集团)有限责任公司,上海 201913)
0 引 言
随着全球不可再生资源的过度开采和大规模减少,世界各国逐渐将目光投向具有丰富能源储备的极地地区,并将极地资源勘探作为本国的战略目标。据统计,目前全球25%的未开发油气储量及约占世界总量9%的煤炭资源[1-2]分布在北极地区。另一方面,北极航线开发对于我国能源供应和海上贸易安全具有重要战略意义,可使上海以北港口至欧洲西部、北海、波罗的海等港口航程缩短25%~55%,运输成本大幅降低,具有明显的经济效益和战略意义[3]。
为适应极地-55 ℃超低气温条件下船舶运行及破冰工况,船用FH40低温高强钢以其优异的强度、韧性和耐低温性能被选为新一代极地船舶用钢。目前关于该材料的焊接工艺研究较少。选择合适的焊接工艺,获得良好的焊接接头性能,是FH40低温高强钢焊接工艺研究的关键。
1 试验材料和方法
1.1 试验材料
船用FH40低温高强钢具有良好的韧性和较低的韧脆转变温度,在低温环境(-60 ℃)下具有优异的低温冲击韧性,可通过添加Ni、V和Mo等微量合金元素细化晶粒提高其低温抗开裂能力,添加Cu和Cr等元素提高其抗大气和海水腐蚀性能。针对目标船型的设计特点,试验选取12 mm、20 mm和60 mm等3种厚度规格的FH40低温高强钢进行焊接工艺研究。钢板尺寸分别为12 mm×150 mm×700 mm、20 mm×150 mm×700 mm、60 mm×150 mm×700 mm,所选钢材均通过中国船级社(CCS)认证。
FH40低温高强钢化学成分(质量分数)如表1所示。由表1可知:钢材具有较高的纯净度,有害元素杂质的质量分数较低。

表1 化学成分(质量分数) %
针对碳含量(质量分数)为0.07%~0.22%、抗拉强度为400~1 000 MPa的低合金高强钢,CCS规范要求其碳当量Ceq≤0.40%[4]。为衡量钢材的可焊性,可采用冷裂纹敏感系数Pcm[4]代替Ceq,即

(1)
Pcm与国际焊接学会推荐的碳当量CEIIW的关系[5]为
(2)
经计算,Pcm=0.18%,CEIIW=0.39%。这说明FH40低温高强钢具有一定的淬硬倾向,在焊接大厚度和大拘束构件时,焊材及焊接方法的选择应注意考虑板厚、冷速和热输入等因素的影响。
FH40低温高强钢力学性能如表2所示。由表2可知:3种板厚规格FH40低温高强钢的屈强比均<80.0%,说明其具有较好的塑性变形和延缓结构失稳的能力。

表2 力学性能
对FH40低温高强钢母材厚度方向随机各取2个部位制备金相式样并观察其组织形貌,如图1所示。由图1可知:母材在板厚方向无明显成分偏析现象,说明母材组织较为均匀。焊材选择依据FH40低温高强钢的母材特性及极地环境温度等因素综合考虑:焊条电弧焊(Shielded Metal Arc Welding,SMAW)采用符合AWS A5.5 E8018-C3H4R要求、直径为3.2 mm的焊条;CO2气体保护药芯焊丝电弧焊(CO2Gas Shielded Flux-Cored Arc Welding,FCAW-CO2)选用符合AWS A5.36 E81T1-C1A8-K2-H4要求、直径为1.2 mm的药芯焊丝;埋弧焊(Submerged Arc Welding,SAW)选用符合AWS A5.23 SFA-5.23:ENi1要求、直径为4.0 mm的焊丝加F8A8-ENi1-Ni1焊剂。

图1 不同板厚规格的组织形貌
1.2 焊接工艺
根据目标船型的实际建造需要,研究项目涵盖SMAW、FCAW-CO2和SAW等3种焊接工艺,焊接接头形式包括对接接头和角接接头。FCAW-CO2对接接头分别考核最小焊接线能量(横焊位置,2G)和最大焊接线能量(立焊位置,3G)条件下的焊接接头性能;SAW对接接头考核平焊位置(1G)的焊接接头性能;角接接头考核自动平角焊位置(Auto 2F)的焊接接头性能。3种焊接工艺参数如表3~表5所示。

表3 SMAW焊接工艺参数

表4 FCAW-CO2对接及角接焊接工艺参数

表5 SAW对接焊接工艺参数
试板在焊接前,需要将坡口区域30 mm内的油污及铁锈清理、打磨干净,12 mm和20 mm厚度的钢板在焊接前需要去除表面及坡口区域内的水汽,60 mm厚度的钢板坡口两侧在焊接前需要预热至100 ℃以上温度。焊条及焊剂在使用前需要在300 ℃下烘干2 h。在焊接时电流类型均采用直流反接(Direct Current Electrode Positive,DCEP),FCAW-CO2所用保护气体纯度>99.5%,气体流量20~25 L/min,干伸长15~20 mm。应保证在焊接过程中弧长的稳定性,防止电压增大或减小导致的焊缝气孔、飞溅或喷嘴堵塞情况出现。
焊后所有焊接接头按照JISZ-2343—2001标准进行着色探伤并按JISZ-3014—2001标准进行射线探伤,以检测焊缝表面和内部质量。焊接接头的宏观金相、硬度及力学性能测试均依据CCS规范的相关规定执行。
2 试验结果与分析
2.1 表面成型
不同焊接方法和焊接接头形式的典型焊缝外观形貌如图2所示。宏观检验结果显示,焊缝表面成型美观,焊缝连续性较好,无表面气孔、表面裂纹、未熔合和咬边等缺陷。
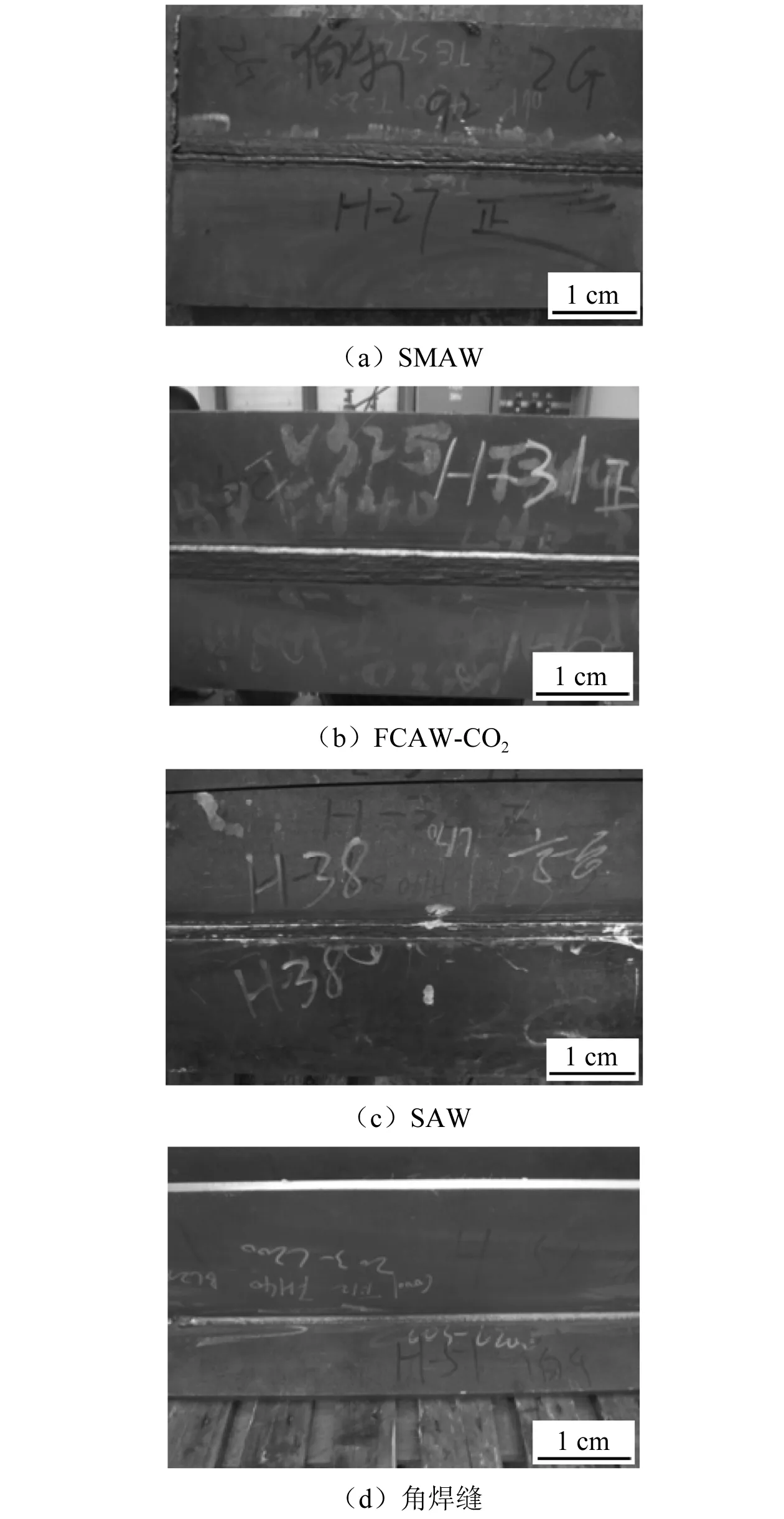
图2 不同焊接方法和焊接接头形式的典型焊缝外观形貌
2.2 无损探伤
焊后对焊缝进行着色探伤,未发现表面裂纹、未熔合和表面气孔等缺陷。射线检测结果显示,焊缝内部无夹渣、裂纹和未熔合等缺陷,部分试样存在少量气孔,尺寸在标准允许范围内。
2.3 宏观金相组织观察
图3~图5分别展示SMAW、FCAW-CO2、SAW等3种焊接工艺不同焊接位置及板厚的焊缝截面宏观形貌。所有焊缝及热影响区均未出现气孔、裂纹和未熔合等缺陷,焊缝与母材熔合较好。
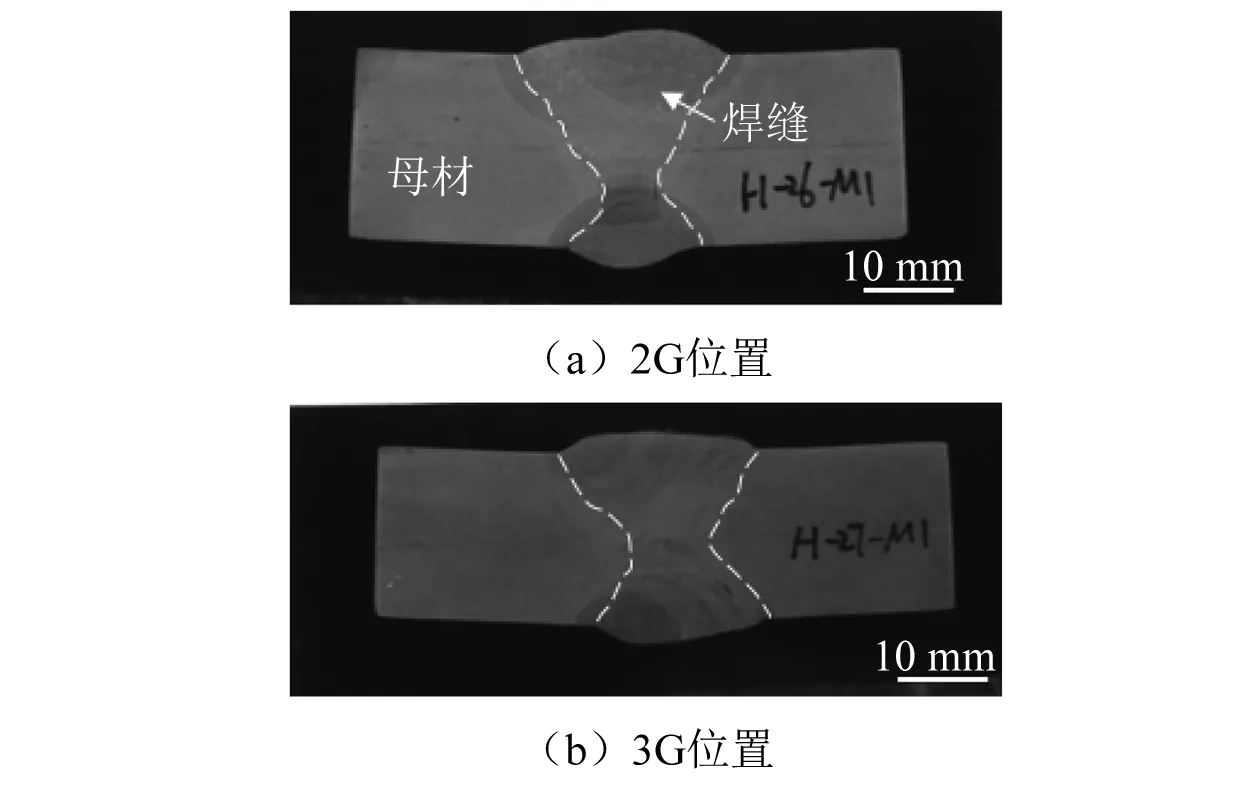
图3 SMAW焊缝横截面宏观形貌

图4 FCAW-CO2焊缝横截面宏观形貌
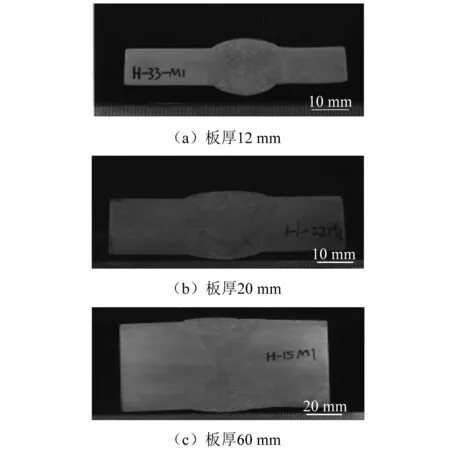
图5 SAW焊缝横截面宏观形貌
2.4 力学性能
焊接接头HV10硬度测试位置如图6所示,分别测试焊接接头母材、热影响区、焊缝区域的平均硬度及硬度分布。测试结果显示:在SMAW焊接接头中,母材、热影响区和焊缝区域的硬度分别为169~188、170~267和191~231,硬度最高部位为热影响区;在FCAW-CO2焊接接头中,热影响区和焊缝区域的硬度分别为172~280和182~285,硬度最高部位为热影响区;在SAW焊接接头中,热影响区和焊缝区域的硬度分别为162~207和169~209,硬度最高部位为热影响区;各焊接接头区域硬度均符合CCS规范不超过350的要求。

图6 焊接接头HV10硬度测试位置示例
表6~表8分别为FH40低温高强钢SMAW、FCAW-CO2和SAW焊接接头力学性能测试结果。力学性能测试结果显示:所有的焊接接头在拉伸测试时均断裂在母材位置,说明3种焊接方法所得的焊缝和热影响区强度均高于母材;焊接接头抗拉强度为542~590 MPa,均符合CCS规范不低于530 MPa的要求;SMAW焊接接头最低冲击功为84 J,FCAW-CO2焊接接头最低冲击功为82 J,SAW焊接接头最低冲击功为58 J,均符合CCS规范不低于47 J的要求。侧弯测试时试样无裂纹,符合标准规范,说明焊接接头具有良好的塑韧性。

表6 SMAW焊接接头力学性能测试结果

表7 FCAW-CO2焊接接头力学性能测试结果

表8 SAW焊接接头力学性能测试结果
3 结 语
针对极地船用FH40低温高强钢开展焊接工艺试验,全面研究采用SMAW、FCAW-CO2和SAW等3种焊接方法在不同焊接位置和焊接接头条件下的焊接工艺,分析所得焊接接头的表面成型、金相组织和力学性能。研究结果表明:上述3种焊接工艺性良好,焊接接头性能符合CCS规范要求,裕量充足,可满足极地船用FH40低温高强钢的焊接要求,为目标船型的实船建造奠定坚实的基础。