基于国产化技术的连铸打号机机械系统升级改造及应用
2022-08-09任远
任 远
(马钢股份公司第四钢轧总厂 安徽马鞍山 243002)
连铸分厂原板坯连铸机采用的打号机机械系统在投用初始,使用效果优良,为连铸机的持续生产提供强有力的保障。但随着工业技术的发展和生产高效化的需求,其存在的问题慢慢显现出来,已经严重影响了连铸机的高效生产以及连铸机的产品质量。
连铸分厂板坯连铸机原有打号机机械系统存在以下问题:打号机容易堵丝;打号机去鳞不干净;打号不清晰且打号机零点位置容易丢失等故障。原打号机机械系统故障率高、维护困难且寿命短。因此板坯连铸打号机机械系统的高效化工作是保障钢厂生产效率和产品质量的重中之重。而拥有一套设备稳定性高、维修便利的打号机机械系统是实现连铸机的高效生产以及连铸机产品质量的前提和强有力的保障。
1 原打号机的原理及存在的问题
1.1 原打号机机械系统组成以及工作原理
原打号机机械系统由龙门架、横移小车、机身框体、喷涂机构(见图2)、送丝装置、十字平台、位置检测单元、去鳞装置(见图3)等组成。(见图1)

图1 打号机机身示意图

图2 喷涂机构

图3 去鳞装置
系统接收铸坯到位检测信号后,横移装置启动带动机身横移,当光电开关检测到板坯后,纵向移动装置开始工作,带动打号机的机身向前移动,当打号机机身靠近板坯检测装置时停止移动。接着,将已经设定好的喷印字符信号发送到PLC系统,PLC系统对该字符串信号进行处理后会传给喷涂装置的伺服系统。喷涂装置伺服系统控制喷涂机构在板坯上喷出字符;待所有字符喷涂完毕后,纵向移动装置带动打号机机身往后退,同时横移装置回到原始位置准备喷下一块铸坯。
1.2 存在的问题
首先,原打号机的去鳞装置为旋转式去鳞,在去鳞装置长时间高速旋转的情况下容易造成鳞片缺失导致切面的氧化铁皮去除不干净。打号机将字符串打在氧化铁皮上,在运输过程中氧化铁皮脱落导致下一道工序在轧制板坯过程中无法追踪该批次板坯的具体钢种信息。其次打号机的喷头装置在X轴、Y轴、Z轴运动过程中由于润滑不良以及现场灰尘污染大等原因造成打号机的机械装置在三个方向上的运动精度不高,容易造成打号机零位丢失,影响后面的铸坯打号。最后,原打号机的机械装置位于连铸生产工艺的最后一步,同时机械装置的运动速度缓慢无法满足现场打号需求。
2 改造方案
针对现场原打号机三轴机械系统的问题,新打号机采用工业机器人系统代替原先的三轴机械系统。同时将新机械手安装位置在连铸板坯横移辊道的后方。
2.1 工作原理
金属丝喷号的工作原理是:在喷涂系统中,两根熔丝被均匀地送进到喷枪的导电嘴中,导电嘴与电弧电源的正负极相接,相交熔丝瞬间起弧熔融;高压气体通过气体装置通入喷枪,形成动力源,将熔融的熔丝液体吹出;同时机器人按照设定的轨迹运动,融化的金属丝液体跟随机器人按照设定的轨迹,均匀的喷射到板坯上,形成需要的字符,最后完成喷号。
2.2 打号机机械系统改造
2.2.1 设备系统构成
新机械手金属丝喷号系统采用全新结构的喷涂系统,专门针对连铸的高作业率和恶劣环境条件而设计,喷印速度快。且整个系统具有极高的设备稳定性。机械手金属丝喷号系统包括喷涂系统、工业机器人系统、气控系统、电控系统。机器人控制系统与喷涂机构为核心工作模块,系统布置见图4所示。
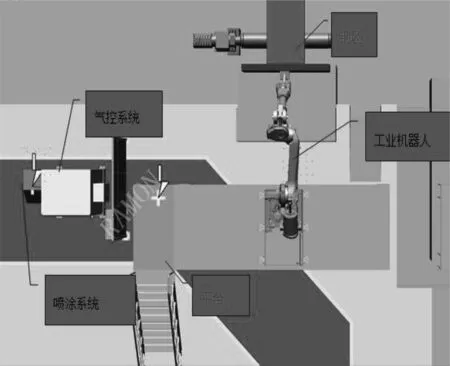
图4 新机械手金属丝喷号系统布置
2.2.2 设备优势
机械手本体为最常用的机器人IRB XX00,该机械手是一款非常高效的通用机器人,为缩短节拍时间进行了优化,其纤巧的机身在高密度的工作单元内游刃有余。该机械手使生产单元布置更紧凑,主要特点有:一、周期至短:该机械手本体在ABB机器人同类家族中的加速度能够达到最大。运行过程中机器人在避让障碍物以及按照设定路径运行时,可以始终保持最高加速度,从而实现连铸机的高效生产。二、范围大:该机械手本体的工作范围广,能够实现工作距离、时间周期以及辅助设施等等很多方面的综合优化。三、机身纤巧:该机械手本体的占地面积很小,机械手肘部纤细、上下臂紧凑、能够有效的提高产量和生产效率。四、定位准确:该机械手采用高性能的工件定位器、运动追踪、电机和齿轮组范围。
2.3 打号机安装位置改造
原打号机位于整个连铸辊道的最末端。因为板坯连铸采用的是双流铸坯,从而导致一个打号机需要打两个流的板坯号,原打号机系统在使用初期由于产量不高,工艺不完善等原因导致拉速不快,原打号机能很好地胜任一机打双流的工作强度。随着设备技术的发展和炼钢工艺高效化的需求,拉速逐渐提高,原打号机已经满足不了一机打双流。现改造方案将机械手金属丝喷号系统安装在连铸板坯横移辊道的后方。在此位置安装两台机械手,分别对两个流的铸坯单独打号,能够从根本上解决原打号机一机打双流因为拉速过快导致时间不够的问题。见图5所示。
3 改造后效果分析
新机械手金属丝喷号系统的除磷装置采用左右往返运动进行除磷。此种去鳞方式相比于旋转式去鳞更加安全和可靠耐用,解决了原打号机去鳞不干净以及需要经常更换去鳞装置的问题。同时新机械手采用高性能的工件定位器、运动追踪器,能够精确定位铸坯切面位置以及零点位置而且精度高,不会因为机械手的运动造成零位丢失。将原来存在的问题完美解决。改造后的打号机系统自投入正常使用以来,未发生打号机堵丝、打号机去鳞不干净、打号不清晰且打号机零点位置容易丢失等现象。设备运行高效,工作状态稳定,从根本上解决了原先打号机系统的设备故障频发、维修保养困难等一系列问题。

图5 新机械手打号机安装位置
4 结语
通过此次打号机机械系统的升级改造,完美解决了原先的打号机机械系统运行中出现的各种问题,大大提高了设备运行的稳定性,降低了备件储备以及设备维护难度。实现了连铸机的高效生产,同时保证了连铸机的产品质量。通过此次打号机机械系统改造,充分证明了中国某公司开发的国产化打号机机械手升级改造方案能够完全满足连铸机打号系统严格的在线使用要求。
