浅谈气体检测报警系统在炭黑生产的应用
2022-08-02周家兵李慎永
周家兵,王 敏,许 娜,李慎永,李 伟
(山东耐斯特炭黑有限公司,山东 东营 257506)
0 引言
炭黑生产所使用原料油有煤焦油、炭黑油、乙烯焦油等,以及在炭黑反应生成炭黑、H2、CO、CO2、H2S、SO2等混合烟气产物,烟气经袋滤箱体滤袋过滤分离,炭黑进入后部造粒、干燥工段进行加工后进入炭黑成品料仓;炭黑尾气经过袋滤箱体分离后,一部分输送到炭黑尾气干燥炉进行燃烧干燥湿法造粒炭黑,另外一部分输送到热电尾气锅炉燃烧,产生蒸汽发电或者外供产生效益。
在公司工艺过程中存在有毒、易燃易爆气体工段如下:
1)原料油储罐区域从原料油中挥发苯、甲基萘、二甲基萘等气体。
2)炭黑生产使用的天然气可能存在泄漏。
3)炭黑尾气炉、热电尾气锅炉,以及袋滤箱体可能存在尾气泄漏。
4)热电脱硫脱硝氨水罐区可能存在NH3泄漏。
5)污水处理场可能存在H2S气体挥发。
为实现对以上有毒有害气体的检测,保障公司员工身体健康以及设备的安全,提前预知现场气体浓度,做到及时报警,便于及时采取应对措施,通过与相关生产资质企业单位技术交流、招标、安装、调试、投运,分批完成项目建设与落地。
1 系统描述
1)实时监测
按照气体性质不同安装相应气体检测仪表,按照规范要求设置现场测量仪表报警参数,现场仪表具有实时监测值和报警值功能,实时检测浓度可在现场仪表液晶屏进行显示。当测量值超过报警值,现场检测仪表通过自身声光报警器进行报警。气体浓度及工作状态、报警参数等通过485信号传输至区域控制层,报警控制器显示、记录、存储,并通过485信号上传GDS系统,由GDS系统汇总上传工控机,由工控机进行数据处理,存储并对超限的报警信号进行二次报警处理。
现场气体报警检测仪表,现场报警显示是通过4mA~20mA传输气体浓度至报警区域控制层报警控制器显示,由报警控制器汇集并设置报警送GDS系统输出送至工控机。
2)声光报警
现场气体检测仪表实时检测环境气体浓度,变送器检测浓度与设定浓度值比较。当超出设定浓度时,变送器自带声光报警,发出声光信号。同时现场生产单位控制室(区域控制层控制器)GDS控制柜端同时发出声光报警信号,并显示其报警通道状态及浓度值输出报警开关量信号。中央控制室系统工控机主机弹出报警窗口及声音提示,并可根据分组编程输出报警开关量信号并在显示器显示位置、报警数值、报警位置等信息,工控机喇叭发出报警声提醒相关操作人员处理下一步工作。
3)断电保护
系统配套UPS不间断电源,当外部电源故障时,由UPS电源供电,UPS可提供不小于2h断电后,系统正常运行。
2 主要设备要求
炭黑生产各类有毒有害气体以及易燃易爆气体分布在公司的不同区域,具有明显的区域特点。针对不同气体合理选择相应气体检测变送器实现气体浓度检测,气体检测仪表变送器也同样具有区域特点。
1)仪表变送器选型
油罐区:原料油会挥发苯、甲基萘、二甲基萘等气体,选择PID光离子检测方式变送器,量程:0ppm~1000ppm,精度5% F.S,响应时间≤5s,电源DC24V,信号4mA~20mA,IP67,ExdⅡCT6,OLED显示,声 光报警,CPA,EX,CCCF,ATEX,SIL2认证。
天然气区域:连续扩散式采样,催化燃烧检测方式,量程0%LEL~100%LEL,精度3% F.S,响应时间≤5s,电源DC24V,信号4mA~20mA,IP67,ExdⅡCT6,LED显示,声光报警,CPA,EX,CCCF,ATEX,SIL2认证。
有炭黑尾气泄漏区域:检测CO,量程0ppm~72ppm,精度5% F.S,电源DC24V,信号4mA~20mA,IP67,ExdⅡCT6,LED显示,声光报警,带CPA,EX,CCCF,ATEX,SIL2认证,高报警值为50%PC-STEL,高高报警值为PCSTEL,CO的PC-STEL为24ppm。
氨水罐区:检测NH3,电化学检测方式,量程0μmol/mol~100μmol/mol,精 度3% F.S,响 应 时 间≤5s,电 源DC24V,信号4mA~20mA,IP67,ExdⅡCT6,LED显示,声光报警,带CPA,EX,CCCF,ATEX,SIL2认证。
污水处理区:检测气体H2S,电化学检测方式,量程0μmol/mol~100μmol/mol,精度3% F.S,响应时间≤5s,电源DC24V,信号4mA~20mA,IP67,ExdⅡCT6,LED显示,声光报警,带CPA,EX,CCCF,ATEX,SIL2认证。
2)报警控制器要求
可燃气体浓度报警控制器——检测气体:可燃气体,壁挂式,≥8路通道/台,电源AC220V,输入信号4mA~20mA,声光报警,带报警信号继电器触点输出/通道,高报警值为25%LEL,高高报警值为50%LEL;有毒气体浓度报警控制器——检测气体:萘、甲基萘、二甲基萘、H2S,壁挂式,≥8路通道/台,电源AC220V,输入信号4mA~20mA,声光报警,带报警信号继电器触点输出/通道,高报警值为25%LEL,高高报警值为50%LEL,天然气LEL为3.8%。
3)工业控制机及组态软件
主流工业控制机满足24h连续开机运行,显示器24寸宽屏液晶,与中央控制室DCS操作站显示器外形尺寸等相同,配套激光打印机一台。组态软件:NT2最大200点位信息化监控平台软件,实时浓度显示,浓度曲线,历史记录导出,历史实时报警记录,平面示意图层,报警灯及报警声音提示(声光报警器需要加控制模块,电脑界面上的不需要增加音响即可),含USB转485转换器等。
4)变送器选型统计
① 辅助车间油罐区苯、甲基萘、二甲基萘等,数量:略。
② 炭黑车间炉前天然气检测,数量:略。
③ 炭黑车间天然气减压站 天然气检测,数量:略。
④ 热电氨水罐区NH3,数量:略。
⑤ 热电尾气锅炉CO,数量:略。
⑥ 炭黑袋滤箱体CO,数量:略。
⑦ 炭黑尾气炉CO,数量:略。
⑧ 热电污水处理H2S,数量:略。
3 安装实施
1)按照图1原理框架图搭建公司有毒、可燃气体报警系统,规划报警控制器安装数量以及安装位置。

图1 原理框架图Fig.1 Principle frame diagram
2)根据公司有毒、可燃气体可能泄漏位置设计仪表安装点,如图2。
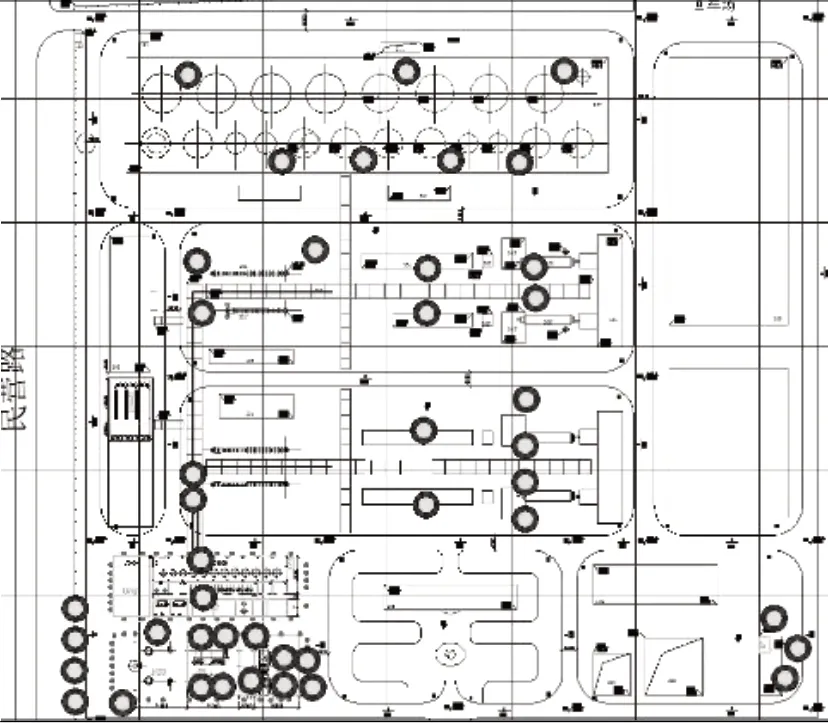
图2 现场气体报警仪布置图Fig.2 Layout of the on-site gas alarm
3)与合作厂家进行技术沟通交流,根据各厂家仪表及报警控制器共性点选型。
4)统计现场报警仪数量,结合各厂家确定每台报警控制器最大接入仪表数量,确定报警控制器数量。
5)编制招标文件,招标。
6)中标厂家按照合同要求安装、调试。
7)后期工程与原厂家同比价格议标续签合同,供货安装、调试投运。
8)经三期合同实施,各工程完工,各系统运行状况良好。
详见图3中控室操作站仪表测点实时数据及位置报警信息。

图3 中控室操作站仪表测点实时数据及位置报警信息Fig.3 The real-time data and location alarm information of the instrument measuring points of the operation station in the central control room
现场安装调试完成后,经过安全环保部门专业机构对气体报警检测仪进行现场标定投入运行,公司安全环保处邀请市安全环保部门进行检查验收,公司分批实施项目均获得一次验收合格。
4 结束语
气体报警检测系统项目的实施,需要与相关各厂家对其产品进行充分交流,了解各厂家产品常规技术参数、各厂家近3年销售业绩,以及厂家相关资质和3年财务状况,筛选出3~5家进入深层次交流备选,并邀请各备选厂家来公司进行现场交流,沟通需求,编写招标采购文件,各厂家按照业主要求进行选型,并针对业主提出方案进行优化,通过沟通寻找发现备选厂家对本工程重视程度以及合作意向。通过与各厂家深入交流并优化选型方案,平衡产品功能满足生产需要,剔除不实和锦上添花功能,招标技术文件编写相关要求全覆盖满足各家共同技术要求;打包招标技术协议进行招标,过程中对相关GB/T 50493-2019《石油化工可燃和有毒气体检测报警设计标准》,GB 3836.1-2010《爆炸性环境第1部分:设备通用要求》,GB 15322.1-2019《可燃气体探测器 第1部分:工业及商业用途点型可燃气体探测器》设计规范进行学习与理解,做到相关要求符合规范。
招标阶段技术交流部分要充分交流,通过交流给相关承接公司机会充分展示,让评委对各家企业有较深刻了解以及展示技术方案选型优点,便于对厂家亮点给予肯定和将来编写合同技术规范时将中标厂家亮点编入规范中,如合作方南京艾伊科技有限公司产品部分特色就编至入合同技术文件中。
在现场安装阶段对施工队伍进行三级安全教育,签订安全协议,对于现场动火、高空作业等特殊作业严格按照规范办理相关安全手续并要求甲乙双方监护,施工作业按照规范执行。
本文是经验介绍,也是抛砖迎玉,通过对公司气体检测报警项目实施过程心得进行分享,选择一款好产品能够可靠检测现场气体浓度并能够显示、报警、记录、打印,能够及时发现异常情况发生,杜绝危险发生。为了使系统可靠运行,需要对现场气体检测报警仪以及现场气体检测报警控制柜进行每天例行巡检检查,出现异常问题及时处理;每年邀请专业机构对气体报警仪进行标定,对不合格的仪表进行维修。中控室操作站操作工需关注操作站运行情况,出现声光报警立即通知相关部门迅速检查并排除异常情况,将异常消除在萌芽状况。
1)通过对现场气体检测报警系统安装投运,保障各设备可靠运行,检测仪表能够及时发现有毒、易燃易爆气体泄漏并报警人工采取措施,杜绝事故的发生,将危险消除在萌芽状态。
2)通过工程实施与合作单位密切协作,优势互补,完美解决现场实际问题。
3)严格按照规范要求实施,甚至超规范要求实施是对公司安全负责。
4)企业安全、环保可靠运行,提升公司效益,为社会做贡献。
