从现场出现的问题看节点与现场管理
2022-08-02陆泽锋吴聂
陆泽锋,吴聂
(1.上海雄程海洋工程股份有限公司,上海 201300;2.江苏大洋海洋装备有限公司,江苏 靖江 214500)
船舶生产是一项系统工程,每一技术和现场管理的缺点和不足都会在船舶施工中反映出来。在CJ50 自升式钻井平台施工中,现场出现了一些问题。我们希望通过对这些问题的解剖,来对前期施工过程中出现的典型节点问题做个总结,以便于我们在以后施工中避免类似问题的发生,提高我们的管理能力和水平,减少问题的出现,更好地服务于生产。
生产中出现的问题,是各部门问题的集中反映,本文只对节点与现场管理问题进行探讨。其他问题不作讨论。
1 生产中出现的具体问题及解决方法
1.1 球扁钢对接的问题
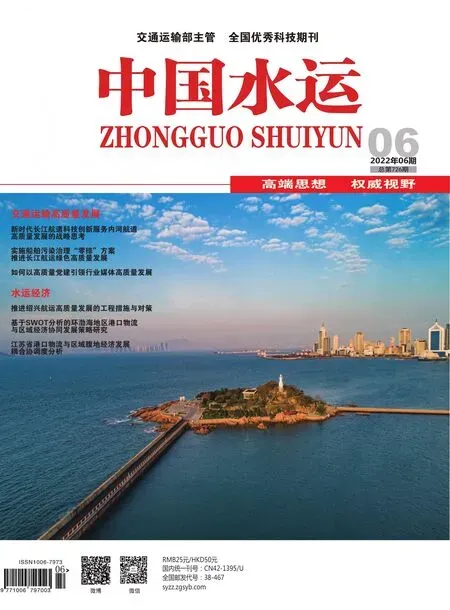
施工中因球扁钢球头较厚,为使球头焊接熔透,在焊接前必须对球头开坡口,坡口形式有二种。一种坡口开在球头里面,如下图1所示;另一种形式坡口开在球头外面,如下图2所示。
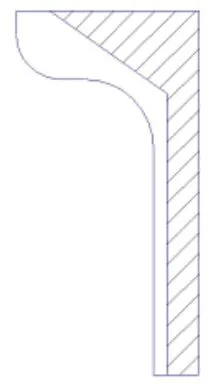
图1
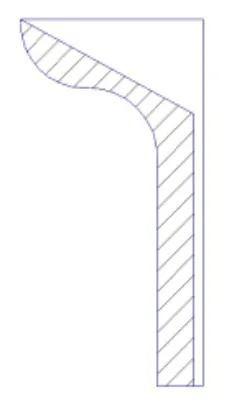
图2
二种不同形式的坡口在不同施工场合能发挥各自的优点。
坡口(如图1)开在里面,适合在内场施工平台上施工。在施工平台上先对接好,再焊接。方式有二种,一种是对接处开二氧坡口,另一面贴衬垫;另一种是开坡口,单面焊后,另一面碳刨,再焊接。在平台上焊不管是哪一种型式,二面都是平焊。平焊成型好,打磨量少,质量更容易保证。施工完成后再转到下道工序。
因各种因素,有些对球扁钢不得不在现场对接。对接坡口(如图2)开在球头外面,相比而言,适合在现场直接施工,贴衬垫,焊立焊。
在现场如用(图1)坡口,因现场条件限制,焊接不方便,施工麻烦,费工费力还影响质量。
本人在现场就多次碰到坡口(如图1)而现场安装的,这样的坡口型式现场焊接不便,造成施工难度加大,影响外观成型。
如能在施工前考虑现场条件,对各施工方案作个比较,选择相对合适的施工方式,此类情况可避免。当然如能在内场加工好然后送现场,那是再好不过了。
1.2 球扁钢端部节点
现场多次出现球扁钢间断处出现缺角(如图3所示),而标准节点(CB*3181)要求如图4,现场要处理此问题比较麻烦。现场处理该问题有二种方法,一种挖换,另一种堆焊打磨。缺口大于25mm 时选择挖换,缺口小于25mm 时选择堆焊。
图3
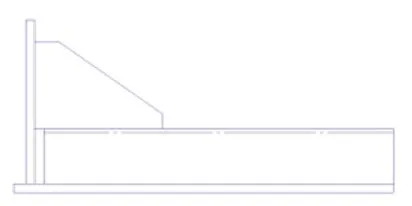
图4
查找原因,发现这种问题因施工图错误引起的。
现在社会分工越来越细,施工人员基本看不出图纸的一般错误,错误的图纸必然生产出错误的产品(零件),必然要现场来处理出现的问题。
要杜绝此类问题,主要靠加强图纸审核来解决。
1.3 通焊孔
随着焊接材料及焊接技术的不断进步,现在分段划分基本采用一刀齐的划分方法,
这种分段划分合拢更方便,效率更高。各种管理也要与之相适应。
标准通焊孔(CB*3184)(如图5所示)。而现场有部分通焊孔(如图6所示)。合拢处通焊孔长度超标(因生产误差产生)。
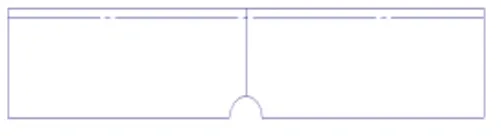
图5
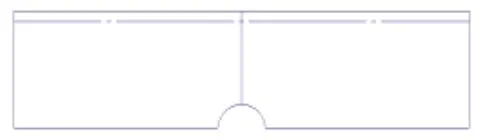
图6
焊孔长度超标(因生产误差产生)。
造成此类问题的原因,是由于合拢处二边球扁钢的通焊孔都按标准开,但未考虑合拢区因各种原因可能引起的偏差,从而引起造成合拢处通焊孔超长。处理该问题有二种方法,一种换一段球扁钢再重新开孔,一种靠加补板来解决此类问题。
由于自升式钻井平台对重量管理要求很严格,加补板是种实在没办法而采取的方法,我们要尽量避免这种情况的出现。
不管是加补板还是换一段都造成了浪费,增加施工工作量,也增加生产成本。
这就要求我们改变现有的工艺和施工方法,现场合拢对接好后再开通焊孔无疑是种较好的选择。
1.4 下舱开孔位于合拢口两边
因分段划分采用一刀齐的划分方法,在CJ50 自升式钻井平台施工中,现场出现下舱口在二个不同的分段中的情况。
理论上合拢后下舱口应如图7所示,而现场却出现了如图8所示的情况。
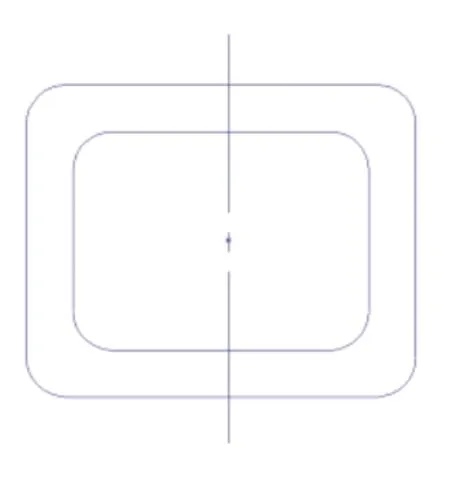
图7
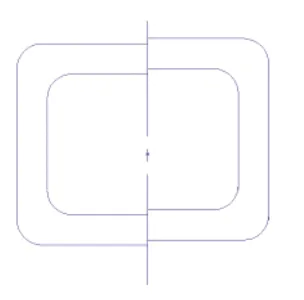
图8
分析原因,现场因各种因素,合拢处总会出现各种各样的偏差,从而造成板对接处开口错位,这种问题现场处理起来很困难,有可能造成换板的大损失。如在下料时开口处留有余量(不一次性开口到位),等现场合拢完成再按图纸开口,就可避免此类问题。
1.5 坡口型式问题
没经验的技术人员对坡口的型式一般不重视,认为能达到焊透的目的就可以了。
现有CJ50 自升式钻井平台现场舷侧板与底板角焊缝坡口型式多如图9所示,(板厚大于25MM),在生产过程中我们发现,底板自由边因焊接量较大,焊接收缩量也较大,板边弯曲明显,校正后,结果仍很不理想。

图9
我们后来采用了如图10所示的节点型式,焊接量主要在坡口一边(在自由边的对面),自由边处少量清根,相应的焊接量较图9所示小得多,焊接收缩量也较小,板边向焊接区弯曲不明显,取得了比较好的效果。(焊接方法采用逐步退焊法)

图10
1.6 肘板R 孔问题
图12是肘板(CB*3181)标准节点,图11是现场不时出现的肘板式样,有许多同行认为都可以。笔者未对此节点进行过具体的受力分析,但笔者认为图11是不妥的。笔者理由如下:
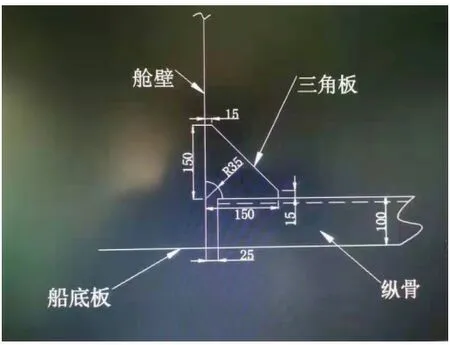
图11
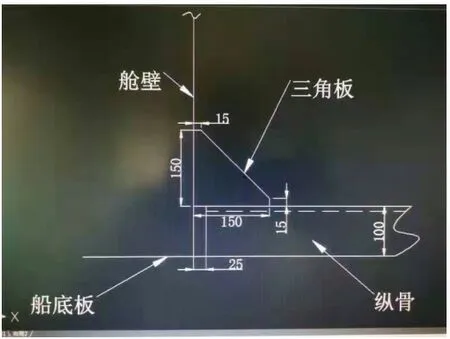
图12
(1)规范和标准上未见到图11的节点样式;
(2)肘板臂长量取是从理论点量起还是从R 处量起。
此节点因各方观点不一,给施工人员带来一定困扰。在下发施工图之前如同各方商量好,就不会出现现场有不同意见的情况,也不会给施工人员带来不必要的困扰了。
以上是本人在CJ50某平台施工中遇到的具体问题。
2 问题引发的思考
对于生产中出现的问题,我们在工作中要不断总结解决方法,这样才能不断提高我们的管理水平,提高生产效率。
从上面问题的出现及解决方法看,节点有不断完善的需要,选择节点型式要充分考虑生产具体情况,选取合适的节点型式,才能在现场生产中取得好效果。当然随着科技的进步以及新材料的运用,施工工艺也会跟着改变,生产管理也要相应地改变。
3 结束语
船舶生产是一项系统工程,总会有各种问题,这就要求我们在工作中不断总结,不断提高,努力减少错误,提高我们的管理水平,造好船,增效益。