碳纤维增强PVC树脂基复合材料的生产工艺及发展前景
2022-08-01陆蕾蕾宋功品
陆蕾蕾,宋功品
(江阴职业技术学院环境与材料工程系,江苏 江阴 214405)
作为新材料之一的碳纤维材料,拥有非常优异的力学性能,该材料具有择优取向的石墨微晶结构,因此碳纤维有着较高的弹性模量和比强度。碳纤维树脂基复合材料还具有较高的拉伸强度,其疲劳强度的极限可达到拉伸强度极限的75%,因此碳纤维树脂基复合材料呈现出良好的粘弹性和耐疲劳性。
碳纤维增强树脂基复合材料(CFRP)一般可以分为两类:碳纤维增强热塑性塑料和碳纤维增强热固性塑料。碳纤维增强热固性塑料(CFSTP)具有较好的力学性能,体现在较高的低温和高温力学性能,另外抗疲劳性和耐腐蚀性能都好,且有较高的比强度和比模量,可以通过改变设计和加工的措施以获得材料多项特殊技能,从而满足不同应用的要求。碳纤维增强热塑性塑料(CFRTP)的韧性好,损伤容限大,耐环境性能优异,在水、光、溶剂和化学药品存在情况下均有较好耐受性,其耐高温性能好,可以长期在150 ℃以上温度条件下工作;其预浸体储存期长,工艺简单效率高,成型后的制品装配自由度大,废料可回收,在许多工业领域中都有着广泛的应用前景。
碳纤维复合材料的加工工艺主要有:手糊工艺、喷射成型工艺、纤维缠绕成型、拉挤成型和模压成型工艺。其中,模压成型工艺生产效率高,原料的损失小, 制品的收缩率小且重复性较好,制品的内应力很低,产品翘曲变形也很小,机械性能较稳定,容易实现机械化和自动化。模压成型(又称压制成型或压缩成型)是先将粉状,粒状或纤维状的塑料放入成型温度下的模具型腔中,然后闭模加压而使模压料成型并固化的工艺过程[1-4]。
1 碳纤维增强PVC树脂基复合材料的生产工艺
用于制备碳纤维增强树脂基复合材料的模压成型工艺主要包括配料、混炼、模压成型和后处理四大工序。生产原料主要有聚氯乙烯、邻苯二甲酸辛酯、硬脂酸钙、三盐基性硫酸铅、碳纤维或碳纤维平纹布(按重量份计)。具体生产工艺过程见 图1所示:首先将称量好的烘干的聚氯乙烯粒料放入混炼机中,加工过程中加入润滑剂、增塑剂、稳定剂等助剂,混炼后将物料放入金属对模中,通过模压工艺压片成型,然后将其放入油压机中定型,最后对制品进行后处理。
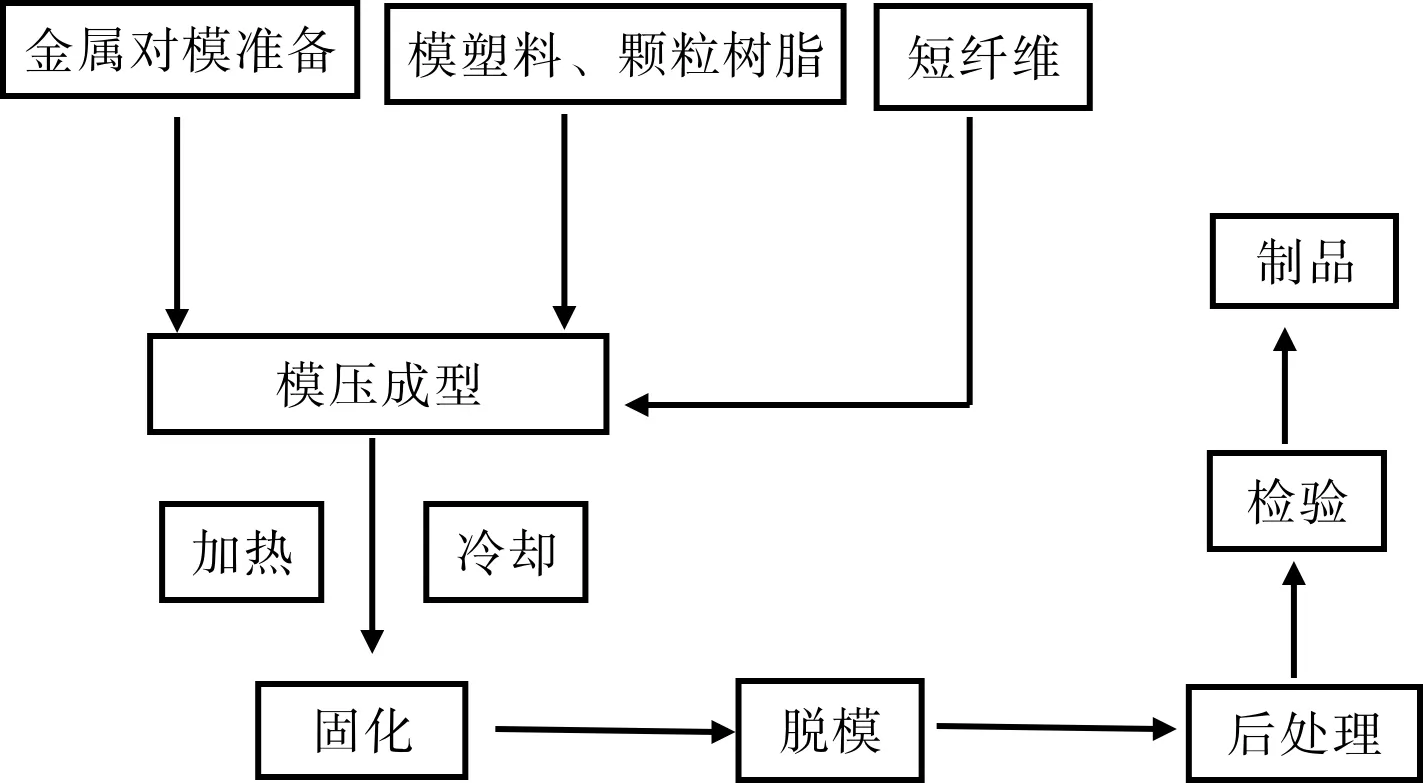
图1 碳纤维增强树脂基复合材料的生产工艺流程图
在混炼工序中,选择共混工艺对PVC进行改性,主要的混炼工艺参数见表1所示。

表1 混炼工艺参数表
在压片过程中,将碳纤维平纹布与PVC混炼片叠合放入125 cm×60 cm×3.5 mm 模具和105 cm×80 cm×1 mm 模具中进行压制。压片过程中的工艺参数见表 2所示。

表2 压片工艺参数表
接着将制品放入油压机,主要是对碳纤维PVC制品进行毛边处理,最后进入后处理工段将制品放入120 ℃的温度下干燥4 h以上。
2 模压成型工艺过程中的参数控制
模压成型工艺控制的参数主要包括成型温度、固化时间、牵引张力及牵引速度等。
2.1 模压温度控制
模压温度受模具温度、升温速率、成型固化温度和保温时间选择的影响。模具温度指材料放入模具型腔时模具的温度,模具的材质和质量会影响材料放入模具的温度。通常当压模材料含量高时,不溶性树脂含量较低,模具温度就较低[5]。当很难安装模具时,温度需降低,但在室温下是可控的。提高温度,缩短生产周期,提高生产效率,通常CF/PVC的模压温度为175 ℃,CB/PVC的模压温度为180 ℃。
2.2 升温速度控制
升温速度与固化树脂固化速率密切相关,升温速度不合适对产品质量有影响,CF/PVC的升温速度一般为4 ℃/min,CB/PVC的升温速度一般为5 ℃/min。温度升高过快,会导致树脂固化不平衡和产品质量下降。温度过高会影响材料的流动性,使材料模具难以成型,造成浪费;温度过低,产品停留时间不够,就会出现不完整的缺陷[6]。要使产品完全固化,不仅要消除内应力,还需要一定的保温时间。
2.3 成型压力控制
成型压力的大小不仅与材料的种类有关系,还与产品的形状和模具结构有关。不同材料成型压力不同,聚氯乙烯模塑成型压力为10~30 MPa(50~300 kg/cm2),CF/PVC和CB/PVC在压片过程中压力都控制在10 MPa。对于厚的产品,成型的压力是适当增加的。成型压力的挥发物可用来克服材料产生的蒸汽压力,避免产品出现气满、分层等缺陷,能减弱结构松散,还可以增加材料的熔体流动性,使材料填充满模具型腔,产品结构紧凑可提高机械强度[7]。
当在成型过程中施加压力时,施加压力时间的长短直接影响产品的质量。压力、树脂固化的交联反应程度低,材料流动性大,在压力作用下,材料易侵蚀,成型产品容易产生树脂凝聚,或局部缺乏胶水,纤维暴露;但压力太迟,树脂固化交联度大,材料流动性差,不易填充模具,也无法得到理想的产品。
因此,合理选择压力时机是必要的。压力时间的选择取决于模具材料的类型、成型材料的质量指标、模具的填充温度和温度的上升速度。为了达到理想的成型产品,通常需要通过一些测试来确定适当的压力和压力时间。
3 碳纤维增强树脂基复合材料的发展前景
碳纤维复合材料也有局限性,面临着诸多挑战,主要体现在以下几个方面:(1)碳纤维原料成本太高;(2)产品生产周期过长,加工成本高;(3)产品的研发投入过大,产品设计复杂;要充分考虑层间结合、铺层数量、角度、零部件集成方式,材料连接部位力学分布、连接位置及强度均需复杂的设计来确保考虑周全;(4)产品废料回收困难。
针对国内碳纤维增强树脂基复合材料技术的现状,创新开展高性能碳纤维的研发是发展重点,建立高性能碳纤维技术和产品体系,突破低成本碳纤维制备关键设备和工艺技术,提高低成本碳纤维生产线的产量,产品性能优,产品价格有竞争优势,扩大其在轨道交通、航天技术、新能源等战略性新兴产业的应用。
基于碳纤维增强树脂基复合产品废料回收难的问题,发展高效回收和再利用技术,建立专用回收再利用装备,实现规模化回收利用,达到在新能源和交通等领域规模应用和绿色发展的目的。
先进完整的复合材料产业技术体系和工艺装备才能支撑碳纤维复合材料产业的快速、规模化发展。只有突破碳纤维性能提升和成本控制,实现规模化生产,才能满足国内碳纤维的需求。把碳纤维增强树脂基复合材料规模化低成本应用技术作为突破重点,实现其在多个新兴产业和高端民用领域的规模化应用,才能把这项产业做强做大[8]。
4 结 论
综上所述,碳纤维增强树脂基复合材料的生产绝非一项简单的技术,而是涉及多方面综合性知识,技术含量较高,必须具有丰富的专业知识和实际经验,熟知模压成型机理、材料性能、工艺控制,才能制造出更新、更优的产品。