主井提升机电控系统电流和速度脉动故障分析与处理
2022-08-01蒋妮娜
蒋妮娜
铜陵有色金属集团股份有限公司安庆铜矿 安徽安庆 244001
矿 井提升机是矿山企业的关键机电设备,是连接矿井内外的主要“纽带”[1-2]。提升机高效、安全运行有利于保证矿井稳定持续生产及人员安全,若提升机因故障宕机,矿井内部的人员安全及矿山的生产活动都无法得到保障[3];因此,必须从日常维护、常规巡检、故障检修、老化升级、更新换代等方面着手,保障提升系统的安全、可靠运行。
安庆铜矿提升系统运行中,提升机电动机运行到加速段就产生较大的电流和速度脉动;试车状态长时间运行后提升机位置偏差故障,无法正常开车[4]。笔者针对故障现象进行研究,从脉冲编码器的精度、轴端连接齿轮等方面找到了故障原因。
1 主井提升系统概述
1.1 运行现状
安庆铜矿主井提升系统于 1990 年投运,采用JKMD4×4 落地多绳摩擦式提升机,单箕斗-平衡锤提升;电控系统选用 ABB 设备,已连续运行 30 多年。因设备陈旧落后,为提高提升系统的稳定性和可靠性,对电控系统进行了多次局部升级改造,从最初的 Tyrak 传动系统升级为 DCS800 系列;2016 年,又陆续将人机界面系统升级为 800XA 系统,将称重系统升级为 IT1000 高精度称重仪。
目前,主井部分备件已停产或面临停产,或将无处采购,一旦设备故障,提升系统将因无备件可换而不得不停止运行。随着设备的老化和运行时间的不断加长,提升系统的安全性和可靠性显著下降,部分电控元件也出现老化和性能下降的趋势,设备进入故障多发期。这不仅影响矿井正常生产,而且增加了维护人员的劳动强度和设备的维护成本。此外,控制柜内大部分的电缆线号和元件标号也已脱落,不利于维护人员进行故障排查,增加了维护难度[5]。改造时,保留了原有直流电动机和整流变压器,仅对主控系统和直流拖动系统进行升级改造。
改造后,电动机采用 ZD250/50 型,直联主控系统为 AC800M;直流传动系统为 DCS800-S02-2500-07,2 台直流传动电动机,12 脉动并联运行。直流传动系统升级前采用励磁换向方法,升级后改为电枢换向、电压调速方式。DCS800 直流变流器是 ABB 生产的用于直流电动机励磁和电枢供电控制的全数字直流调速系统,具有较强的可编程性和易用性,具有独立的计算机处理器,在控制上可以由用户自由编程,实现速度自动调节和电枢电流调节的双闭环控制。
1.2 故障现象
安庆铜矿主井提升机电控系统升级改造后,运行过程中出现了以下问题。
(1) 提升电动机在不挂绳情况下,调试位置和速度时,只要运行到加速段,电动机出现较大速度波动,因速度和电流的连锁性,也会产生较大的电流波动。
(2) 试车状态下长时间运行后,提升机位置值固定在某一数值并持续没有更新,随后报告位置偏差故障,触发安全回路跳闸,无法正常开车。
2 原因分析及故障排除
根据电控系统表现出的现象,初步判断可能是位置采集系统增量编码器工作不正常引起的,但检查后发现,增量编码器工作状况一切正常,故进一步检查故障诱因[6-7]。
2.1 诱因检查及分析
(1) 检查 800XA 故障列表及 DCS800 故障记录,发现 AHM 位置跳变,脉冲计数模块 DP820 计数值自动溢出,AHM_Appl AHM_Prog.PE_In.Counter Value超出最大值限制,AHM 程序中计算的位置计数值来自 AHM 的编码器脉冲值。DP820 是 DCS800 变流器中独立的脉冲输入模块,处理电动机的轴编码器输出的脉冲信号,通过脉冲信号运用程序计算,设定同步开关对应的初始标高值,确定提升机位置,继而进行直径和速度计算,对提升机进行闭环速度控制。闭环控制是指被控的输出量以一定方式返回到作为控制的输入端,并对输入端施加控制影响的一种控制关系。如果测量反馈值有误差,调节放大后,无法稳定矫正输出,反而干扰速度控制。
现场有两路位置采集系统,一是升级后 LEINE&LINDE 公司的 5 000 脉冲/转的脉冲编码器,每转动一圈发送 5 000 个脉冲;一是原系统中同公司生产的 2 048 脉冲/转编码器。两路系统一路通往传动DCS800 编码器,与滚筒轴直接连接;一路通往 AHM监控器,与滚筒轴通过齿轮连接,如图 1 所示。该矿采用上述连接方式,可实现对两路位置采集系统编码器信号的对比监控。

图1 两路位置采集系统的连接方式Fig.1 Connection mode of two-way location acquisition system
(2) 检查 DCS800 可控硅、快熔及电熔参数,用传动调试监控软件 DriverWindow 监控电动机的故障状态,其速度曲线如图 2 所示。由图 2 可知,速度的脉动现象较为严重。

图2 故障状态下电动机速度脉动曲线Fig.2 Pulsation curve of motor velocity in fault state
2010 年,主井更换滚筒及直流电动机转子后,提升机用于连接速度反馈增量编码器的延长轴本体不正,造成编码器的旋转受力不均匀,形成额外干扰,干扰经调节放大后形成震荡。检查编码器,发现直联侧编码器获取的脉冲信号稳定,通过齿轮连接的监控器侧编码器的脉冲信号有脉动现象,连接编码器和滚筒轴的柔性联轴器有扭变变形。
2.2 故障处理
(1) 适当调整速度反馈滤波,减小速度调节器放大倍数,修改齿轮变比参数,修改 AHM 监控器程序内的编码器变比参数,如实际齿轮变比一致,则更换模拟输出板 AO820。该模块输出位置信息到 AC800M,其故障表现是此模块输出参数溢出。
(2) 调整程序中 DP820 计数脉冲自动复位基值,在未触发计数值溢出之前自动复位,减少因窜动引起的误动作。
经以上处理后,故障现象仍然存在。打开齿轮箱,发现连接编码器和滚筒轴的齿轮因使用多年,齿面磨损,造成齿轮啮合间隙增大,存在脉冲跳变情况[8]。在 DP820 模块计数过程中,当数值超过允许范围时,该计数值就会自动溢出,发生非常大的跳变,触发程序中位置跳变跳开安全回路。至此,可确定齿轮啮合间隙过大是造成故障的根本原因[9]。
2.3 解决方案
针对故障问题及原因进行商讨,制定了以下的解决方案。
(1) 将 5 000 脉冲/转脉冲编码器更换为 2 048 脉冲/转编码器,降低精度要求和灵敏度,以躲开过大的位置跳变。
(2) 更换编码器后,因联轴器尺寸不匹配,对联轴器重新选型,选择有弹性元件的挠性联轴器。它不仅具有补偿两轴线相对位移功能,还具有缓冲和减震作用。根据现场要求,选择了缓冲和减震性能好的聚氨酯八字形塑胶联轴器,它不仅可防止窜动断裂,也可减少齿轮磨损带来的速度反馈干扰。
一年后,该矿年终大修时,更换了滚筒轴端的连接齿轮,至此故障完全消除,提升电动机速度平滑,无脉动现象。故障消除后的速度曲线如图 3 所示。
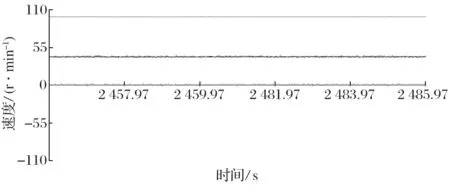
图3 故障消除后电动机速度曲线Fig.3 Curve of motor velocity after fault removal
3 结语
针对安庆铜矿提升机电控系统升级改造后,在加速段电流和速度波动较大、提升机位置偏差故障进而触发安全回路引起跳闸的现象,进行了一系列分析排查,最终确定故障原因是连接编码器和滚筒轴的联轴器使用多年,齿面磨损造成齿轮啮合间隙增大,导致脉冲跳变。解决该问题时,针对性地更换编码器和联轴器。事后,对整个故障过程进行追踪探因,得到以下结论:电控系统升级改造后,在增加其先进性及稳定性的同时,对外围机械硬件的要求也随之提高,但该矿机械硬件经过多年连续运行使用,磨损老化,已进入故障多发期,就联轴器而言,增大的齿轮啮合间隙已与高精度的数据采样系统不相匹配。在控制系统更新换代的同时,必须加大对设备硬件的检修维护,希望为其他企业解决同类故障问题提供一种新思路。
