风电叶片模具主管道内残余树脂检测方法的对比研究
2022-07-29江一杭别春华
张 瑞,江一杭,别春华,杨 忠,马 腾
(东方电气(天津)风电叶片工程有限公司 天津 300480)
1 风电叶片模具管道用PP-R管材
风电叶片制作采用传统的树脂传递模压工艺加上真空辅助灌注(Vacuum Assisted resin transfer moulding,简称 VARTM)[1]。如图 1所示,在模具型面上铺设流道,树脂在真空作用下渗入并充满模腔,流道一般为渗透性材料或者网格材料。VARTM 成型工艺把纤维增强体放置在单面模具上,纤维增强体上铺放渗透材料,另一面用真空袋密封,整个真空系统依靠主管道进行持续抽气保证系统真空度,直至玻璃钢完全固化[2]。

图1 VARTM灌注系统图示Fig.1 Illustration of VARTM perfusion system
风电叶片制作模具主管道为无规聚丙烯管(polypropylene random,以下简称 PP-R),叶片制作过程中,主管道需要一直进行抽气直至叶片壳体固化,如果抽气口位置保护不当,当灌注完成后就会有树脂进入管道发生主管道堵塞,叶片将会因抽气动力不足导致真空度不足,进而造成玻璃钢制品的灌注缺陷,如图2所示,导致了巨大的经济损失。
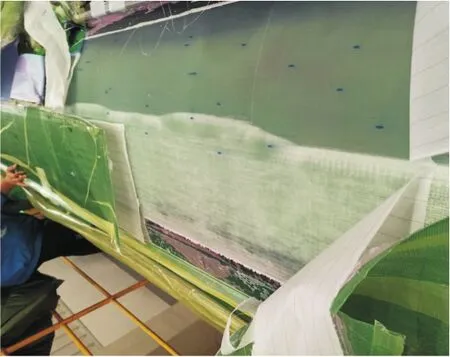
图2 主管道堵塞造成的灌注缺陷Fig.2 Perfusion defect due to blocked main line
目前风电叶片的主管道采用水管常用材料 PP-R管道,其原料粒子是无色透明的,添加色母后就有了颜色。因光照可以让水中藻类生长造成堵塞和污染,故 PP-R塑料管道作为水管使用时对遮光性有要求,根据GB/T 21300—2007标准中提到的塑料管道不透光率按照国家标准的要求需要达到 0.2%。目前市面上可以买到的管道基本上为绿色、白色、灰色,也有厂家为了吸引眼球做成橘红色、红色等更具个性化的亮彩色,当管道内部存在少量到大量的树脂时,如图3、4所示,因其不透明故无法采用目视方法检查管道内部树脂情况。

图3 少量树脂进入管道导致管道半堵塞Fig.3 Semi-blockage of pipe caused by small amount of resin

图4 大量树脂进入管道导致管道全堵塞Fig.4 Complete blockage of pipe caused by large amount of resin
2 数字射线检测方法与效果
2.1 数字射线检测原理
射线检测原理为:X射线在穿过待测物体时,能量会发生衰减导致有一部分 X射线穿过到达胶片或感光探测器。待测物体组成一致,厚度均匀,则在胶片或探测器上形成灰度一致,不会有灰度差;如果待测物体存在缺陷或不一致的夹杂,缺陷会导致射线穿过待测物体时衰减不一致,此时会在胶片或者探测器上形成灰度差。
DR(Digital radigraphy)数字放射成像系统,是利用FPD平板进行影像获取,直接传输至电脑,在电脑上进行图像处理及优化,图像易于保存、检索、传输。
2.2 数字射线检测结果
截取长度为300mm无进胶和部分进胶的风电叶片模具主管道,如图 5、图 6所示,规格为直径50mm、长 5.6mm,材质为聚丙烯(PPR)材质。使用DR设备型号为 ZX DR75PIXX4343。采取透照参数为电压75kV,曝光时间5s。

图5 无进胶管道实物照片Fig.5 Photo of pipe without resin
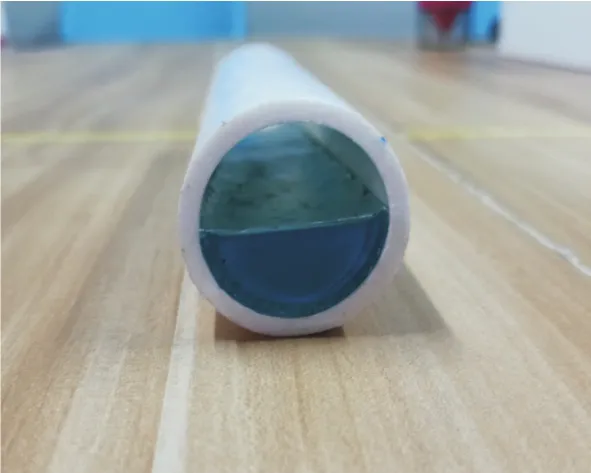
图6 进胶管道实物照片Fig.6 Photo of pipe with resin
对截取的管道采取不同的透照方向进行透照,对无树脂的管道进行射线透照,其透照方向如图 7所示,得到 DR的测试图像如图 8所示;对有树脂的管道自上而下进行射线透照,其透照方向如图 9所示,得到 DR的测试图像如图 10所示;对有树脂的管道水平方向进行透照,其透照方向如图 11所示,得到DR的测试图像如图12所示。
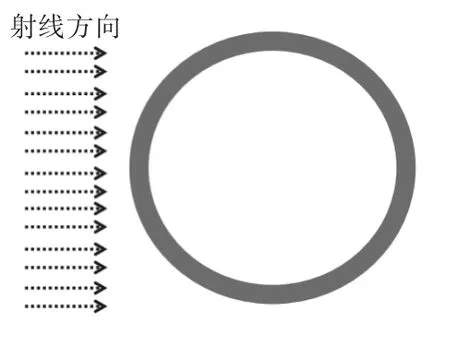
图7 无进胶管道透照示意图Fig.7 Transillumination diagram of pipe without resin

图8 无进胶管道DR测试结果Fig.8 DR test results of pipe without resin

图9 部分进胶管道垂直透照示意图Fig.9 Vertical transillumination diagram of pipe with some resin
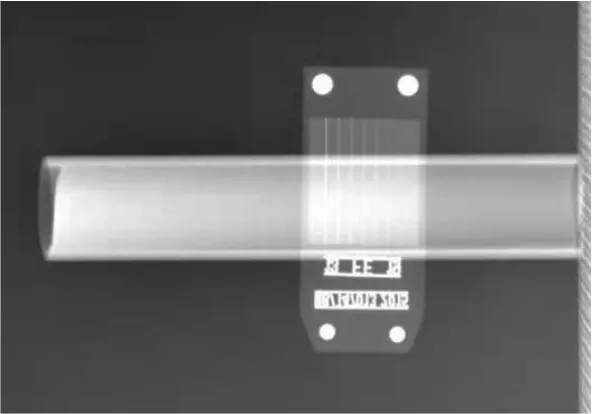
图10 部分进胶管道垂直透照DR测试结果Fig.10 DR test results of vertical transillumination of pipe with some resin
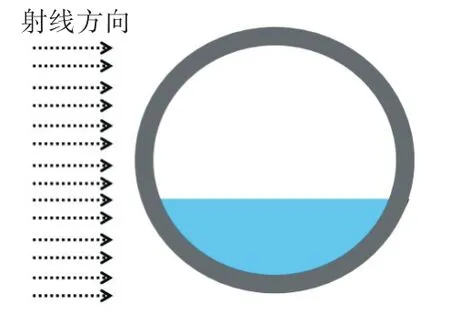
图11 部分进胶管道水平透照示意图Fig.11 Horizontal transillumination diagram of pipe with some resin
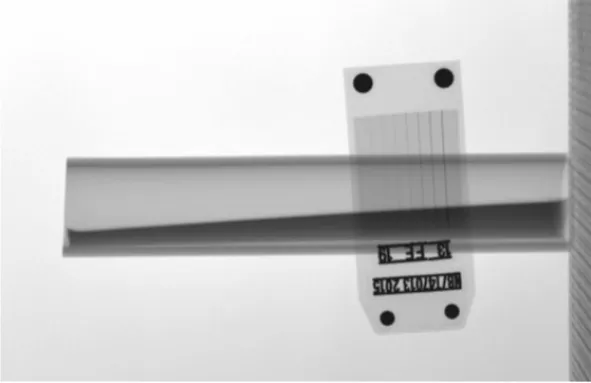
图12 部分进胶管道水平透照DR测试结果Fig.12 DR test results of horizontal transillumination of pipe with some resin
通过 DR测试结果可以得出以下结论:DR测试对射线方向要求高,在进胶管道垂直透照的情况下,由于透照方向树脂厚度变化属于平缓变化,射线衰减属于平缓衰减,与无进胶管道 DR测试结果对比,虽然灰度有所变化,但是灰度界限不明显,测试效果不好,只有水平透照 DR测试效果最佳。为了改善上述透照方法效果差的情况,可以采取相同规格无树脂管道作为对比样块,并通过相同测试参数下两者的测试图像进行甄别内部有无树脂。
DR水平透照测试方法可以作为管道内部有无树脂的检测方法,因为X射线检测具有辐射性,所以在车间使用时需要做好辐射防护。
3 超声波检测方法与效果
3.1 超声波检测原理
超声波从 PPR管外壁到达内壁时,在内壁界面发生声波反射和透射,由于内部是空气或者树脂,只有该界面反射声压差别较大时才能根据反射波强度判断内部是空气还是树脂。
测试过程中涉及的聚丙烯管道,环氧树脂和空气相关参数如表 1所示。声波反射率与两种物质的声阻抗有关,声阻抗公式为[3]:Z=ρv

表1 3种物质的声速,密度和声阻抗Tab.1 Sound velocity,density and acoustic impedance of three substances
其中,Z为界面的阻抗 Pa·s/m3;ρ为该介质密度,kg/m3;v为该介质中超声波速,m/s。
其中,r为反射率,%;Pr为反射声压,Pa;Pi为入射声压,Pa;Z1为第一介质声阻抗,Pa·s/m3;Z2为第 2 介质声阻抗,Pa·s/m3。
如果入射声波相同,则两者的当量值相差为:

r1、r2为反射率(%),所以采取超声波检测方法可以分辨内部有无环氧树脂。
3.2 超声波检测结果
选用奥林巴斯 EPOCH650型超声波探伤仪以及频率 5MHz、直径 6mm 的奥林巴斯超声波探头,该主管道的规格为直径50mm、长5.6mm,通过计算探头与管壁间最大间距为 0.18mm,探头与管道接触时间隙示意图如图13所示,满足超声波耦合要求。

图13 超声探头边缘与管道外壁的间隙示意图Fig.13 Schematic diagram of gap between edge of ultrasonic probe and outer wall of pipe
仪器调试在无进胶的主管道进行仪器零点及声速的调校,将无进胶管一次底波调至 80%波高,对现场制作的进胶管道试样进行测试,发现底波降至25%左右,两者当量值相差为:

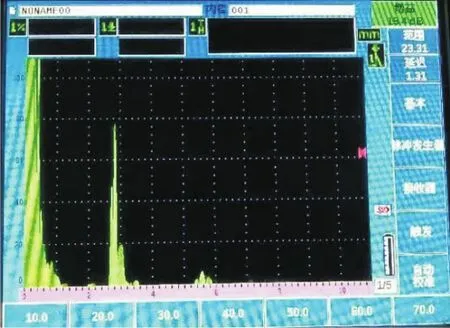
图16 无环氧树脂位置的超声测试结果Fig.16 Ultrasonic test results of inner wall without epoxy resin
h1、h2为在相同增益下的底波高度(%),与理论计算基本吻合,在测试内部无树脂位置的测试图和波形显示如图 14、16所示,测试内部有树脂位置的测试图和波形显示如图 15、17所示。超声波检测方法进而可以确定内部有树脂位置和无树脂分界线,可以估算内部树脂数量。若主管道内部固化的树脂在外力作用下发生分离,这种情况下采用超声波检测方法无法完成有效的检测。

图14 内壁无环氧树脂位置测试照片Fig.14 Test photo of inner wall without epoxy resin

图15 内壁有环氧树脂位置测试照片Fig.15 Test photo of inner wall with epoxy resin

图17 有环氧树脂位置的超声测试结果Fig.17 Ultrasonic test results of inner wall with epoxy resin
4 结 论
①采取数字射线技术检测管道内部有无树脂情况:测试时垂直检测,由于内部树脂厚度为渐变变化,检测效果不明显;水平方向射线的测试可以获取最佳的图像。
②采取超声波检测技术检测管道内部有无树脂情况:内部树脂与管道结合紧密,超声波检测方法可以有效检出内部是否存在树脂;内部固化的树脂与管道内壁发生分离时,超声检测方法无法有效检出。
综上所述:采取DR检测管道时需要考虑辐射问题,无法与现场生产同步作业,所以不便于普及和应用;超声波检测方法操作简单,效果良好,可以方便地用于风电叶片模具主管道内部残胶检测。