带补强板安放式接管角焊缝相控阵超声检测可行性研究
2022-07-27胡联伟
胡联伟
(石油化工工程质量监督总站宁波监督站,浙江 宁波 315207)
在化工装置设备和管道安装过程中,带补强板的安放式接管角接接头(支管连接接头,见图1)被补强板覆盖的焊接接头需经过100%无损检测(检测方法包括射线或超声检测、磁粉或渗透检测)合格后,方可进行补强板的焊接【1】。此类焊接接头在定期检验中,由于接管角焊缝已经被补强板角焊缝所覆盖,无法进行磁粉或渗透检测;射线检测又由于结构限制,也无法进行检测或评定,而常规脉冲反射法超声检测无法覆盖整个检测区域,检测难度大,且检测结果不直观【2-4】。因此设备及管道在役过程中,目前尚没有较好的技术手段对该类接管角接接头进行有效的无损检测,为特种设备的安全运行留下安全隐患。

图1 带补强板安放式接管角接接头
近年来,随着相控阵超声检测技术(Phased-Array Ultrasonic Testing,简称PAUT【5】)的不断发展,其在各行业领域得到了大量的运用,且应用效果良好【6-9】。相控阵超声检测技术是根据设定的延迟法则激发阵列探头各独立压电晶片(阵元),合成声束并实现声束的移动、偏转和聚焦等功能,再按一定的延迟法则对各阵元接收到的超声信号进行处理并以图像的方式显示被检对象内部状态的超声检测方法【10】。
本文案例拟采用相控阵超声检测技术对进行定期检验的某裂解汽油加氢装置中的带补强板的安放式支管连接接头(见图2)进行检测,详述如下。该接管材质为A672 C60,支管规格为φ323.9 mm×9.53 mm,母管规格为φ1 219 mm×9.53 mm,介质为C6~C8。首先通过仿真分析PAUT检测工艺,在对比试块上进行调校,然后在模拟试块上进行检测试验,以验证对带补强板的安放式支管连接接头实施相控阵超声检测工艺的可行性。

图2 带补强板安放式支管连接接头(现场图片)
1 相控阵超声(CIVA)仿真分析研究
CIVA是一款专门用于无损检测仿真计算的软件,由法国原子能委员会研发【11】。它由仿真、成像和分析模块组成。基于CIVA仿真平台的相控阵仿真分析可以模拟检测工艺在模型中的检测效果,进一步优化检测工艺。
针对支管规格φ323.9 mm×9.53mm、母管规格φ1 219 mm×9.53 mm、材质A672 C60,根据焊缝坡口等工艺参数建立1∶1工件模型,如图3 所示。

图3 被检工件仿真模型
本次检测工艺拟将探头放在支管上检测支管连接焊缝(橙色部分)。分别采用1次波对缺陷根部进行检测,采用2次波对上半部分焊缝区域进行检测,检测工艺参数如表1所示。

表1 表1 相控阵超声检测工艺参数
将表1中工艺参数加载至被检工件模型上,经CIVA仿真软件计算分析,该聚焦法则下的声束覆盖及声场在工件中的分布情况如图4(a)~图4(b)和图5(a)~图5(b)所示。

图4 1次波声场仿真分析结果

图5 2次波声场仿真分析结果
从CIVA仿真分析研究可知,采用设定的相控阵检测工艺参数【12】,运用1次波及2次波,在探头中心能量的-6 dB范围内(粉红色声场区域内)声场能完全覆盖焊缝检测区域,且在检测区域内能更有效地利用声场能量。从理论上分析,该检测工艺初步可行,需在模拟试块上进行进一步验证。
2 模拟试块验证
2.1 模拟试块制作
根据工件焊接工艺特点,设计制作模拟试块,预制的缺陷信息如表2所示,缺陷位置(以12点钟为基准,顺时针方向为正,逆时针方向为负)示意如图6所示。

表2 缺陷信息

图6 缺陷位置示意
按照表2缺陷信息制作模拟试块,制作完成的试块如图7所示。

图7 模拟试块
2.2 检测工艺参数调校
本次试验调校设备采用Phascan,探头选用7.5ML16-0.5×10,楔块角度39°,对比试块选用RB-C试块。按照表1进行检测工艺参数设置,然后在RB-C上进行调校,见图8。
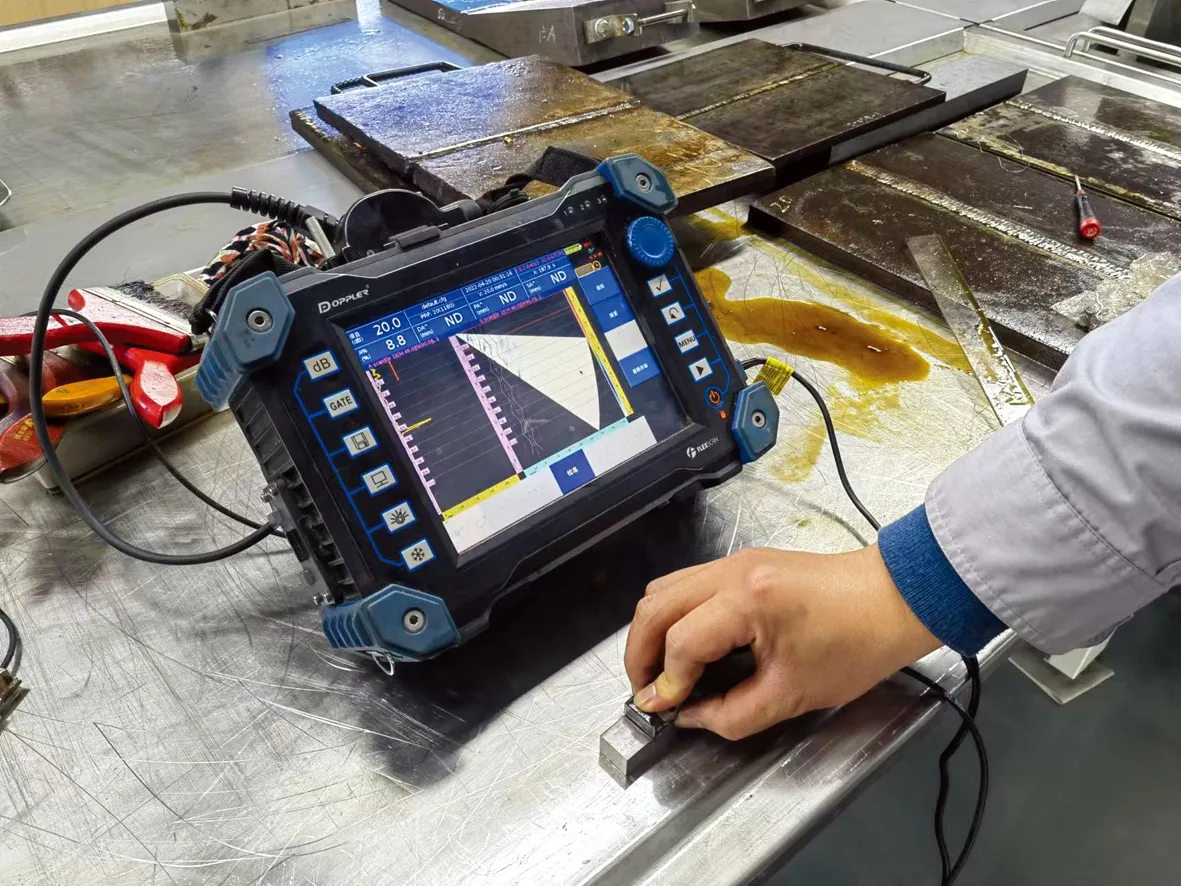
图8 对比试块上调校
2.3 在模拟试块上验证
采用在对比试块上调校好的检测工艺设置,在模拟试块进行检测。相控阵超声检测结果见表3。
从表3可知,该相控阵超声检测工艺能有效检测出缺陷模拟试块中的缺陷,且检测结果与预制结果基本一致。相控阵超声检测图谱如图9(a)~图9(c)所示。
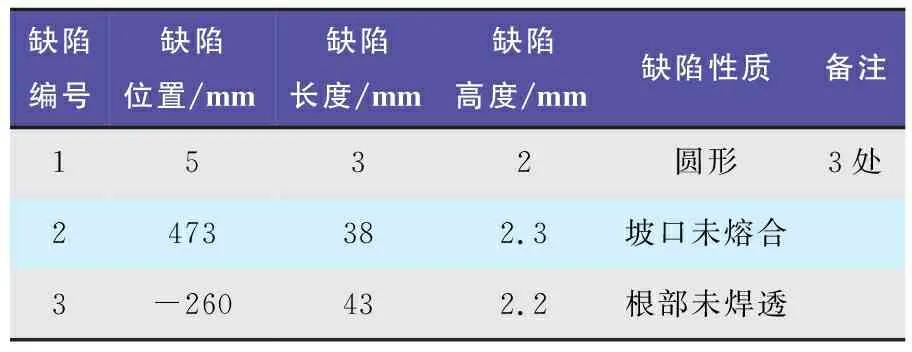
表3 相控阵超声检测结果
分析图9(a)~图9(c)可知,模拟试块中的缺陷均能被有效检测出来,且检测效果良好,检测结果直观。
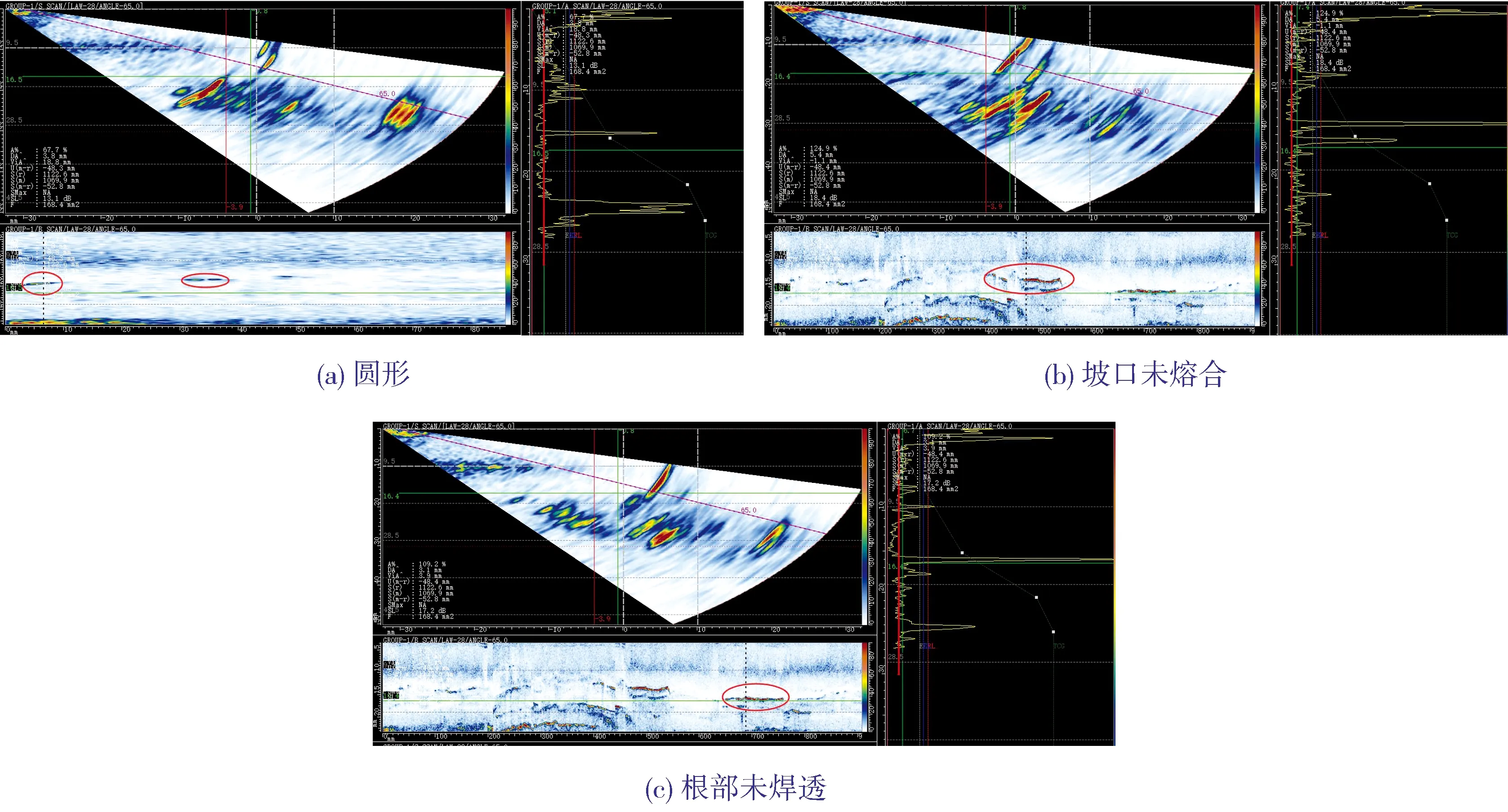
图9 相控阵超声检测图谱
综上所述,采用制定的专用相控阵超声检测工艺,可有效检测出带补强板的安放式支管连接接头模拟试块中气孔、坡口未熔合和未焊透缺陷,经验证该相控阵超声检测工艺初步可行。
3 实际应用举例
在某化工厂的定期检验中,对某裂解汽油加氢装置中带补强板的安放式支管连接接头进行检测。采用上述研制的专用相控阵超声检测工艺进行检测,现场共试检测了5道焊缝,发现其中1道焊缝存在1处长度20 mm、深度8 mm、高度2.1 mm的缺陷,其图谱如图10所示。

图10 现场检测缺陷图谱
从现场试检测结果可以看出,采用研制的专用相控超声检测工艺,可检测出该类支管连接接头内部缺陷,进一步验证了相控阵超声检测技术在带补强板的安放式支管连接接头缺陷检测中应用的可行性。对发现缺陷的焊缝,建议使用单位对其进行返修处理。该案例说明,相控阵超声检测技术为设备安全运行提供了更加有力的技术保障。
4 结语
针对在定期检验中带补强板的安放式接管角接接头(支管连接接头)的内部缺陷难以检测的技术难题,本文采用相控阵超声检测技术探讨解决该技术难题的可能性,结论总结如下:
1) 通过CIVA仿真分析,采用相控阵超声检测技术,在-6 dB声场范围内,能有效覆盖检测区域;
2) 采用制定的专用相控阵超声检测工艺在模拟试块上进行验证,模拟的气孔、坡口未熔合和未焊透缺陷均能被有效检出,且检测效果良好;
3) 相控阵超声检测技术为带补强板的安放式接管角接接头(支管连接接头)的检测提供了一种新的技术手段,为特种设备的安全运行提供了更有力的技术支撑。
