水轮发电机定子线圈VPI绝缘工艺探索
2022-07-27何晓娥何兆荣
何晓娥,吴 洋,何兆荣
(1.重庆水轮机厂有限责任公司,重庆402283;2.哈尔滨汽轮机厂有限责任公司,哈尔滨 150040)
0 引 言
目前水轮发电机定子线圈制作采用多胶和少胶两种工艺,少胶即真空压力浸渍(vacuum pressure impregnation,VPI)工艺,其中圈式定子线圈多采用单只多胶或嵌装后整体VPI,单只VPI工艺尚未成型[1-2]。VPI工艺相比多胶工艺具有以下优势:绝缘整体性更优,线圈电气性能更好,单边绝缘减薄,定子重量减轻,利于散热,更环保,工人劳动强度降低,工作效率提高,工装数量减少,成本降低等[3]。
高压电机VPI已成为未来发展趋势,为了适应市场,公司积极开展了VPI绝缘系统行业调研、绝缘材料厂调研、VPI行业学习、绝缘工艺规范制定及完善、工装模具设计、产品工艺试验等。 经过前期技术准备和调研,已具备研发水轮发电机定子线圈单只VPI的能力。合同技术协议要求定子线圈(圈式)采用单只VPI工艺,并在电站现场进行整体叠片下线。为了满足这一要求,开展了圈式定子线圈单只VPI工艺研发。
1 浸渍树脂选型
通过前期调研,综合考虑到环保、长期贮存稳定性、性能、应用管理等因素,在浸渍漆选型上排除了带苯乙稀等具有污染的体系以及难于管理的环氧酸酐绝缘体系(易吸潮、黏度增长快、加热至60 ℃),拟选择近年国内应用较为成熟的低黏度纯环氧体系[4-5]。
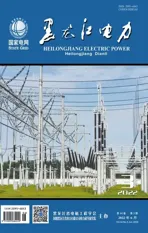
优选A公司和B公司两家供应商,分别采用1 169低黏度高纯度环氧树脂和 9 965纯环氧树脂进行工艺试验,并进行两家浸渍漆性能的综合比较分析和评估。根据本公司提供的VPI绝缘技术要求,两家供应商采用不同的绝缘结构,进行线棒的绝缘包扎、真空压力浸渍烘焙,并进行相应的电气性能试验,试验结果见表1和表2。
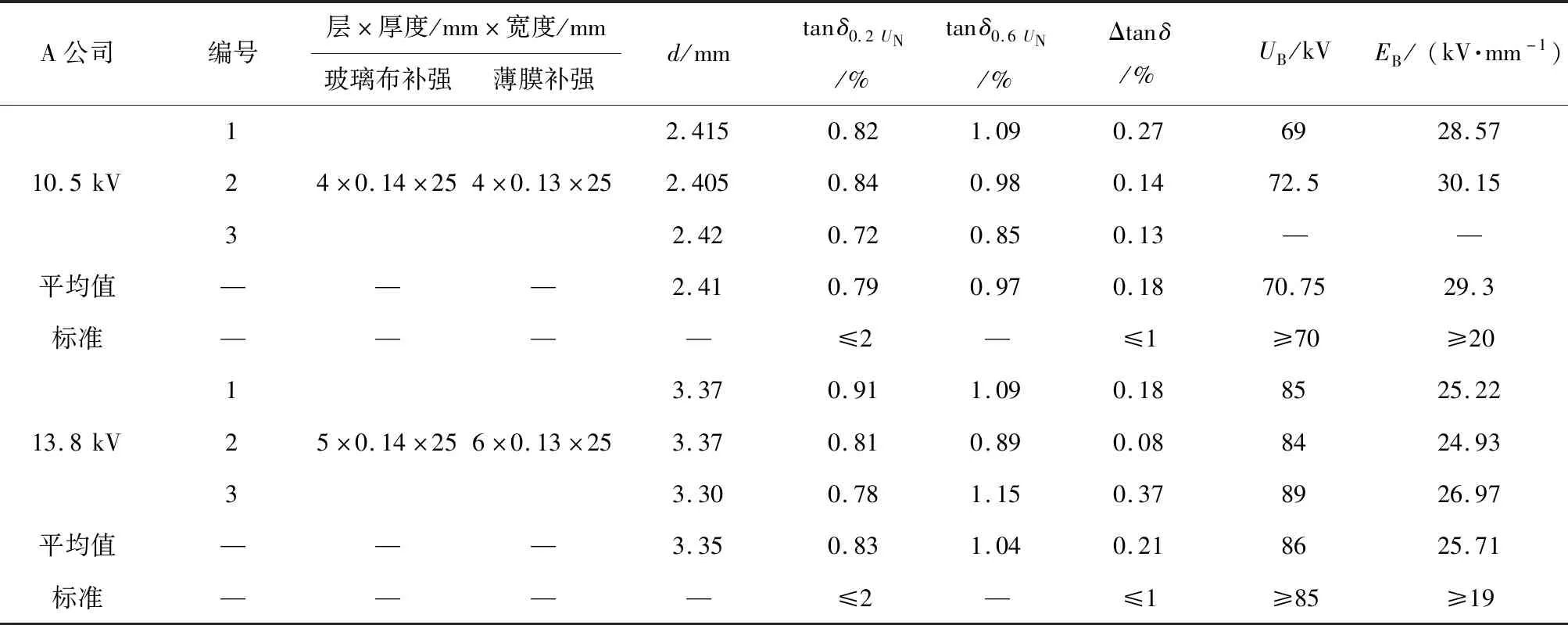
表1 A公司提供样棒测试结果Table 1 Sample bar test results provided by company A

表2 B公司提供样棒测试结果Table 2 Sample bar test results provided by company B
根据A公司和B公司提供的样棒测试平均数据,与公司多胶系统绝缘厚度、介质损耗值及击穿强度等进行对比,具体见表3。
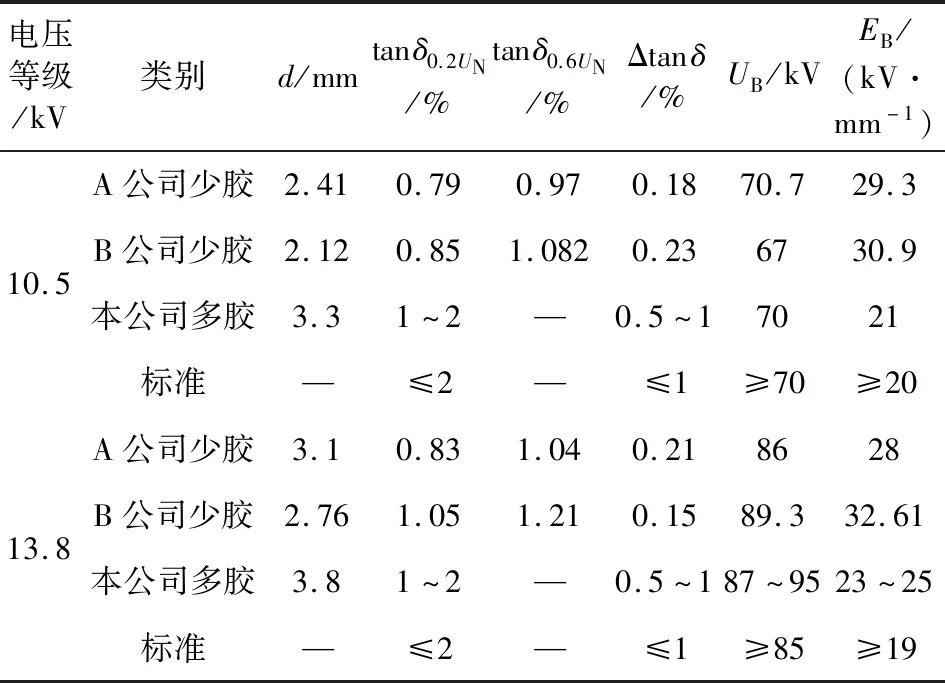
表3 试验数据对比Table 3 Comparison of test data
由试验数据对比可知:
1) 采用A公司和B公司低黏度高纯度环氧树脂和少胶带,常态介损均能达到标准要求,特别是介损增量较小,可以满足一些用户的较高要求。
2) 平均击穿场强均较高,能达到优等品水平(10.5 kV级水发圈式定子线圈击穿电压分等标准:合格品EB≥20 kV/mm;一等品EB≥24 kV/mm;优等品EB≥28 kV/mm),采用较薄的绝缘即能达到较高的击穿电压,并满足国标要求,有利于机组绝缘减薄,降低制造成本。
3) B公司提供的样棒试验数据整体优于A公司,最终浸渍漆选择B公司9 965纯环氧树脂。
2 工艺试制
2.1 工装结构设计
如图1所示为设计的浸漆工装(包含浸漆内胆、沥漆支架等),其既能保证产品生产周期,又能最大限度地降低成本。
图1 浸漆工装Fig.1 Paint dipping engineering decoration
2.2 线圈制作
依据合同技术协议、结合圈式线圈传统VPI工艺[6],首先对这两种圈式线圈VPI制作工艺从不同角度进行对比分析,具体见表4。
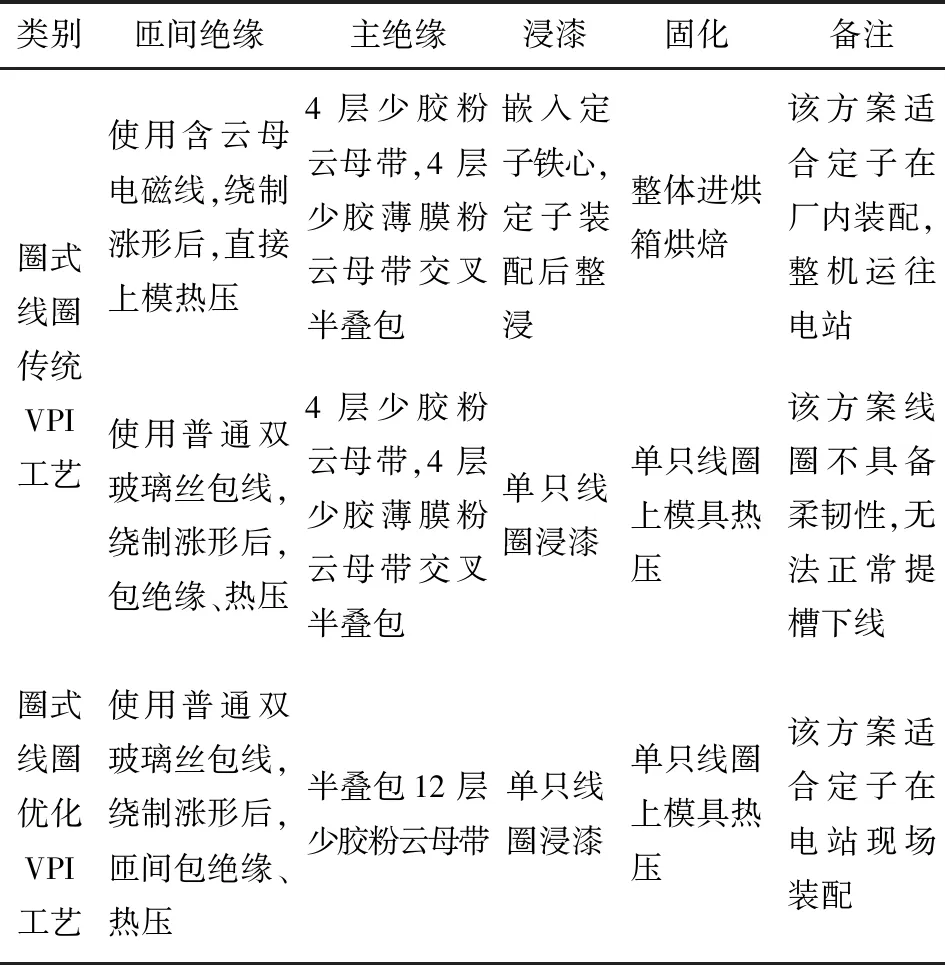
表4 不同工艺对比分析Table 4 Comparative analysis of different processes
经过不同工艺对比分析,单只圈式线圈只能采用优化VPI工艺[7-8],才能满足技术协议。经过不断地摸索与试验,得出线圈制作工艺流程,如图2所示。
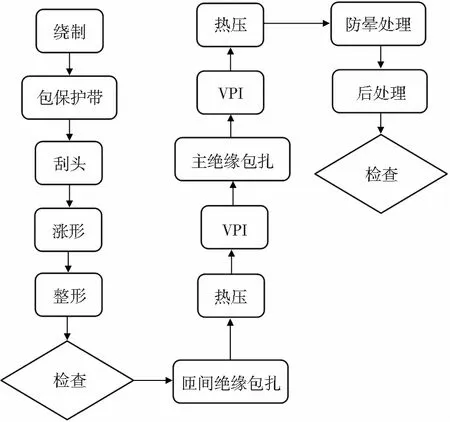
图2 工艺流程图Fig.2 Technological process flow chart
考虑到圈式线圈下线方式为“阶梯形”,特别是提槽部分,需要线圈本身具备一定的柔韧性,才能确保顺利进行提槽和下线。
1) 匝间绝缘、主绝缘采用5442-1玻璃补强少胶云母带包扎。
2) 匝间及主绝缘包扎后均进行1次VPI浸漆。
3) 严格控制后处理的温度和时间。
3 试验分析
经过试制,随机抽检其中一部分线圈进行常态介质损耗正切及其增量试验和击穿试验,结果见表5。
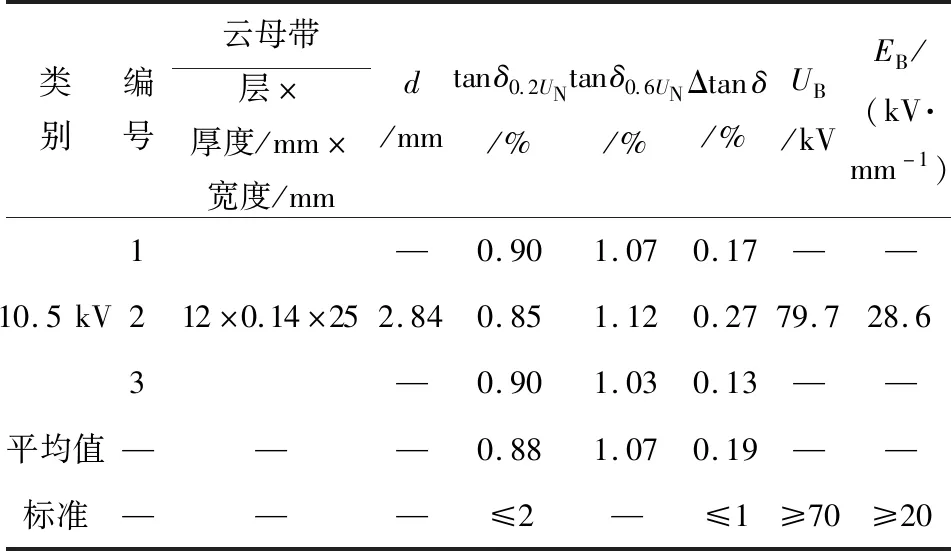
表5 试验结果Table 5 Test results
由表5可知,采用单只圈式线圈改良VPI工艺,常态介损及增量、 击穿场强均能达到标准要求, 且能达到优等品10.5 kV级水发圈式定子线圈常态介损及增量分等标准,即合格品tanδ0.2UN≤3.0,Δtanδ≤2.0;一等品tanδ0.2UN≤2.0,Δtanδ≤1.0;优等品tanδ0.2UN≤1.5,Δtanδ≤0.5。
为确保采用该工艺制作的成品线圈运至电站现场后能顺利提槽下线,在厂内铁心试叠片后进行了模拟提槽下线,以验证线圈是否具有足够的柔韧性,是否能够正常提槽下线。经验证,采用该工艺批量制作的线圈具有足够的柔韧性,能够正常提槽下线,并且绝缘层不受损伤。
4 结 语
通过对水轮机圈式定子线圈单只VPI浸渍树脂选型、工艺试制、试验分析等方面进行研究,结果表明,在水轮发电机中,圈式定子线圈采用单只VPI工艺能够满足标准要求。
从电机绕组整体考虑,需要严格控制后处理的温度和时间,才能保证线圈具有一定的柔韧性,便于提槽下线。