终轧温度对Cu合金化Fe-18Mn-0.6C TWIP钢微观组织和力学性能的影响
2022-07-26张文文董福涛刘云双田亚强陈连生
张文文, 董福涛, 刘云双, 田亚强, 陈连生
(华北理工大学 教育部现代冶金技术重点实验室, 河北 唐山 063210)
随着人们物质生活水平的提高,汽车在城市交通运输中的比重越来越大,同时城市居民对汽车的需求也与日俱增。近年来汽车行业在我国经济中的地位日益提高,并逐渐发展成为一个支撑与推动我国经济健康快速增长的关键行业之一。为了充分满足汽车用钢对经济性、环保性、高性能等的要求,国内外研究和开发了多种具有特殊价值的高强度型钢(High strength steel, HSS)和先进高强度钢(Advance high strength steel, AHSS)。据国际钢铁工业协会在超轻钢车体 (Ultra light steel auto body, ULSAB)项目中表明,若车身90%采用高强度钢(或先进高强度钢)能够减少25%的质量且生产成本也低于传统钢材[1-2]。钢材在降低车身质量、制造成本以及提高安全性能等方面仍然是目前最适合的汽车用材料[3]。孪晶诱发塑性(Twinning induced plasticity, TWIP)钢具有高强度、高塑性、高加工硬化性和抗冲击性等优异的力学性能。经过成分筛选,Fe-18Mn-0.6C TWIP钢[4]距离市场应用最为接近,其研发和实用化对汽车用钢板产业和新型汽车制造产业的结构调整与转型都起着重要作用,具有巨大的市场经济发展潜力。本文研究了不同终轧温度对TWIP钢显微组织和力学性能的影响,为进一步优化TWIP钢的热轧工艺参数提供参考。
1 试验材料与方法
试验用TWIP钢为Cu合金化Fe-18Mn-0.6C钢,采用真空感应炉熔炼并铸成钢锭,随后锻成尺寸为(40~45) mm×80 mm×100 mm的矩形坯料,其化学成分如表1所示。将坯料随炉加热到1200 ℃后保温2 h,然后在450 mm单机架二辊可逆热轧机上进行轧制,将终轧温度分别控制在1000 ℃和900 ℃左右(即高温终轧和低温终轧),终轧厚度在13 mm左右,轧后立即水淬至室温。从热轧板上取金相试样,沿轧制方向取棒状拉伸试样(见图1)和尺寸为10 mm×10 mm×55 mm标准冲击试样。金相试样经400~2000号砂纸打磨、机械抛光后,先后采用体积分数4%硝酸酒精溶液和100 g/L偏重亚硫酸钠(Na2S2O5)溶液腐蚀,再用光学显微镜(OM)进行组织观察。拉伸试样按照GB/T 228.1—2010《金属材料 拉伸试验第1部分:室温试验方法》标准使用SANS电子万能试验机进行室温拉伸试验,拉伸速率为5 mm/min,然后使用D/MAX2500PC型X射线衍射仪对拉伸后的试样进行XRD分析。冲击试样采用AST MD7136型冲击试验机进行室温冲击试验,然后采用Scios扫描电镜(SEM)分别对拉伸断口和冲击断口进行观察。

表1 TWIP钢的化学成分(质量分数,%)Table 1 Chemical composition of the TWIP steel (mass fraction, %)

图1 拉伸试样示意图Fig.1 Schematic diagram of the tensile specimen
2 试验结果与分析
2.1 微观组织
图2为TWIP钢拉伸变形后的X射线衍射图谱,可以看出,不同终轧温度下试验钢在拉伸后的X射线衍射峰均属于奥氏体,未出现其他相,表明该成分的TWIP钢在变形前后均为单一的奥氏体组织,并未发生相变。
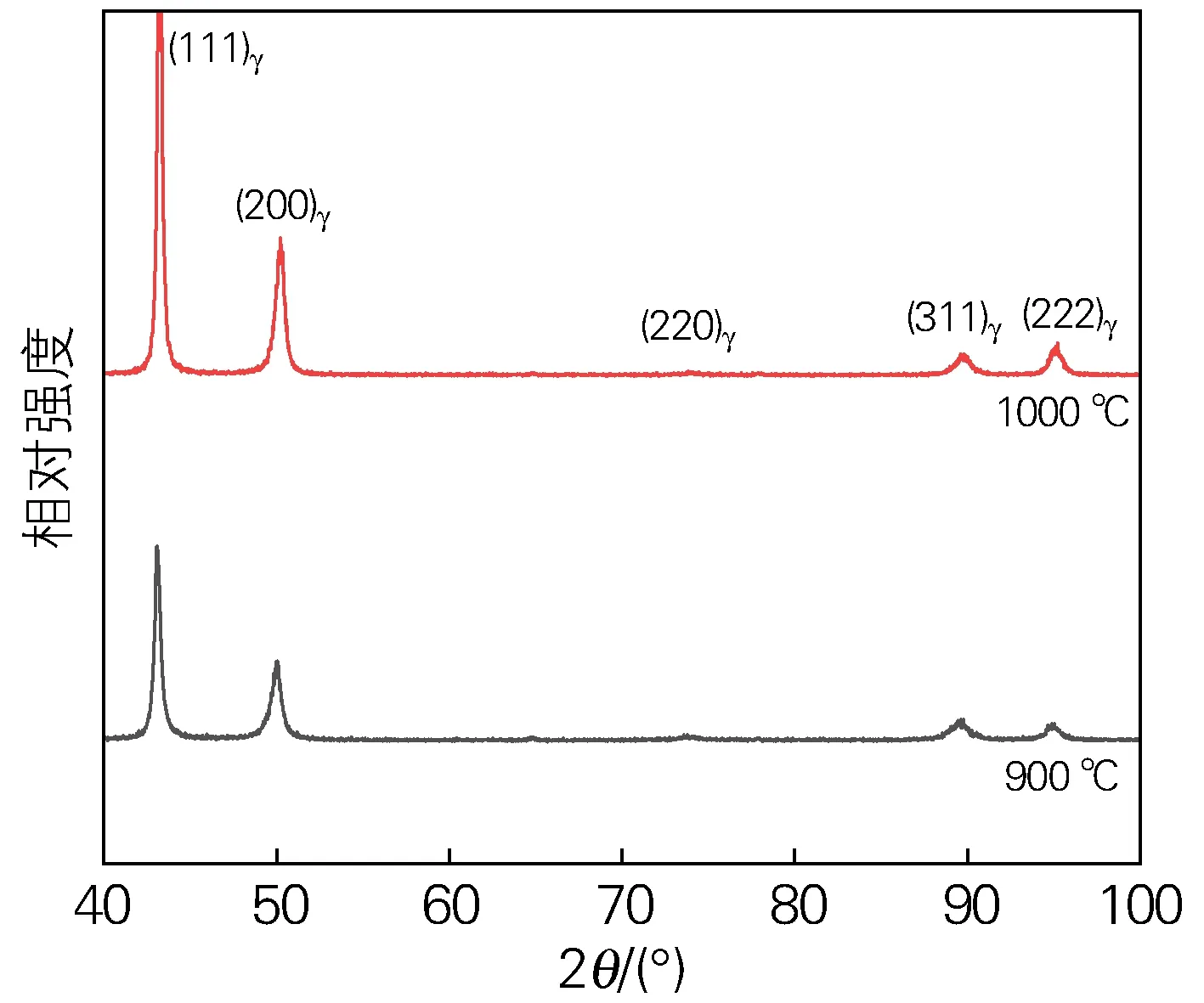
图2 不同终轧温度TWIP钢在拉伸后的XRD图谱Fig.2 XRD patterns of the TWIP steel with different finishing rolling temperature after tensile test
图3为TWIP钢热轧态的显微组织形貌。可以看出,低温终轧TWIP钢的部分晶粒内存在形变孪晶,而高温终轧TWIP钢晶粒内的形变孪晶较少。在图3(c)标记处可以看到一次孪晶和二次孪晶,且二次孪晶中出现不同方向的孪晶束相互交织的现象,这是因为当轧制温度较低时,回复和再结晶作用较弱,组织内的位错密度较大,更容易形成位错塞积现象,随着形变量的增大,在位错塞积的位置会产生形变孪晶;当轧制温度较高时,回复和再结晶作用较强,变形抗力较小,组织内位错密度越小,位错滑动顺畅,不容易残留形变孪晶。故较高的终轧温度可明显降低奥氏体晶粒内残留的形变孪晶。
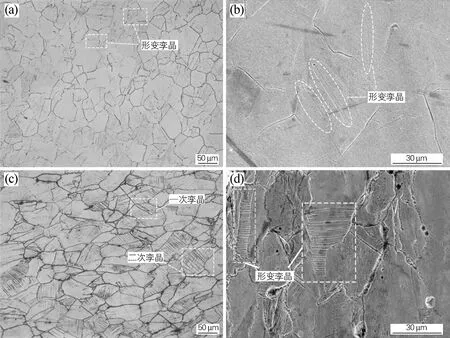
图3 不同终轧温度TWIP钢热轧态的显微组织Fig.3 Microstructure of the as-rolled TWIP steel with different finishing rolling temperatures(a,b) 1000 ℃; (c,d) 900 ℃
在塑性变形初期,由于变形量比较小,主要通过滑移形成大量的层错[5]和位错;随着变形量的增大,{111}面上的全位错运动可使孪晶在层错的基础上形成[6],不同的滑移系相互交织,从而阻碍了位错的运动,发生位错塞积,产生应力集中的现象。随着应力的增大,在位错塞积的位置产生大量孪晶,从而缓解了该部位的应力集中现象,使滑移可以继续进行。由于孪晶是由位错滑移机制形成的,所以当变形温度升高时,组织内位错密度降低,导致组织内位错的滑移能够更容易进行,从而在一定程度上阻碍了孪晶的形成。因此,组织内孪晶的数量随着终轧温度的升高而降低。
2.2 力学性能
图4和表2为TWIP钢室温拉伸的工程应力-应变曲线和力学性能。可以看出,高温终轧TWIP钢的强度相对较低,但伸长率较高,达到77%,强塑积为63 GPa·%;低温终轧TWIP钢的强度较高,尤其是屈服强度达到501 MPa,伸长率为60%,强塑积为54 GPa·%。高温终轧的冲击吸收能量比低温终轧高72 J。

表2 不同终轧温度TWIP钢的力学性能Table 2 Mechanical properties of the TWIP steel with different finishing rolling temperature
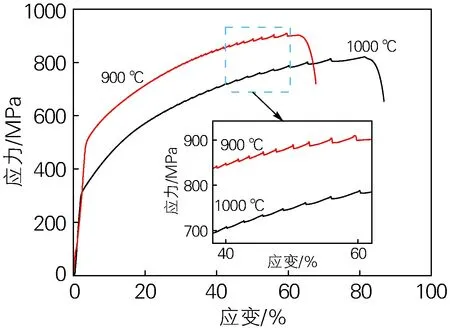
图4 不同终轧温度TWIP钢的应力-应变曲线Fig.4 Stress-strain curves of the TWIP steel with different finishing rolling temperatures
Bouaziz等[7]研究了TWIP钢变形过程中的强韧化机制,并认为变形过程中产生的应变硬化效应是由于奥氏体中形变孪晶的分割及与位错发生的交互作用产生的。TWIP钢在变形过程中,孪晶一般会在局部变形量较大的区域产生,但孪晶的出现严重阻碍了位错的运动,位错逐渐堆积到孪晶晶界,从而使局部的强度增强,随着变形的继续进行,局部的变形越来越困难。随着应力的不断增加,变形会逐渐向变形量较低的区域转移,进而提高了材料的塑性。通常形变孪晶会在晶界处优先形成,随着应力的增加,逐渐扩展到奥氏体晶内,分割奥氏体晶粒,进而阻碍位错的滑移,从而提高TWIP钢的强度(相当于细晶强化作用)。由于奥氏体晶粒内部产生变形,界面能显著升高,阻止局部裂纹的产生并提高了伸长率。拉伸曲线上出现锯齿状起伏(如图4中放大部分所示)表明变形过程中不断发生孪生变形。由于孪生常在高应力区形核,孪晶形核所需的应力大于孪晶生长时的应力,所以会出现孪生变形时拉伸曲线会出现突然下降的现象。由于形变孪晶具有推迟“缩颈”的作用,在静载拉伸过程中,孪晶先在高应变区形成,这就促使了低应变区域必须先发生位错滑移直至产生孪晶为止,这会使均匀变形的时间延长,在宏观上表现为高伸长率且无缩颈。
图5为TWIP钢的真应力-真应变曲线和应变硬化率曲线[8]。TWIP钢在拉伸变形过程中,由于TWIP效应产生了大量的孪晶,出现持续明显的加工硬化现象,即动态应变时效[9]现象,提高了强度,维持均匀塑性变形,推迟材料进入不稳定塑性变形阶段,即延迟颈缩,在拉伸断裂后的试样上出现无明显颈缩的现象。不同终轧温度TWIP钢的真应力-真应变曲线的变化趋势大致相同,在弹性变形区,高温终轧TWIP钢率先达到屈服点,随着真应力的增大,应变硬化现象更为明显。且高温终轧TWIP钢先达到应变硬化率峰值,然后先下降再上升再下降进入塑性变形阶段。应变硬化率曲线的平台区域越长,越能推迟材料失稳,伸长率也越高,所以拉伸时体现出更高的伸长率和更好的塑性[6]。而在真应变为0.4~0.6的阶段,应变硬化率出现了负值,说明在变形过程中有软化现象。Cu的合金化会降低孪生的临界应力,促进形变孪晶的产生,维持塑性变形,提高塑性。
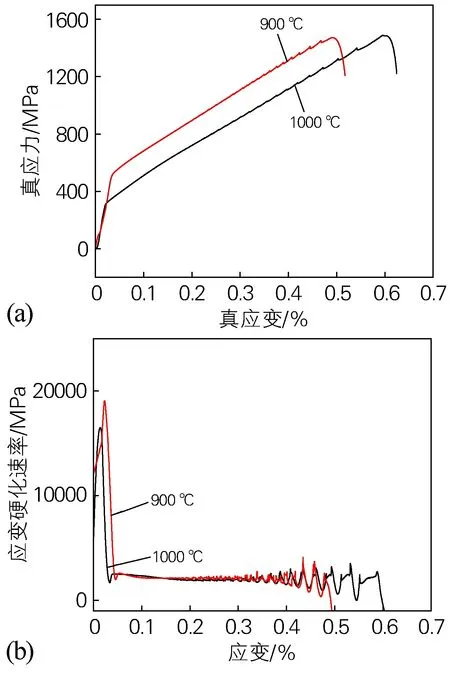
图5 不同终轧温度TWIP钢的真应力-真应变曲线(a)及应变硬化率曲线(b)Fig.5 True stress-true strain curves(a) and strain hardening rate curves(b) of the TWIP steel with different finishing rolling temperatures
2.3 断口形貌
图6为TWIP钢室温拉伸断口和冲击断口形貌。可见,断口处有大量的韧窝,为典型的韧性断裂[10]。由拉伸断口的SEM形貌可以看出,高温轧制TWIP钢有许多大而深的韧窝,在大韧窝内壁上出现波纹状的纹路,且在大韧窝的周围有许多等轴的小韧窝,说明其塑性较好,如图6(a)所示。高温轧制TWIP钢的韧窝数量明显较少,而且韧窝也相对较浅,但在韧窝的周围均有许多等轴韧窝,如图6(d)所示,说明高温终轧与低温终轧均具有优异的塑性,但高温终轧TWIP钢拉伸断口韧窝更大更深,表明其塑性优于低温终轧TWIP钢。

图6 不同终轧温度TWIP钢的拉伸断口(a, d)与冲击断口(b, c, e, f)形貌Fig.6 Morphologies of tensile fracture(a, d) and impact fracture(b, c, e, f) of the TWIP steel with different finishing rolling temperatures(a-c) 1000 ℃; (d-f) 900 ℃
由冲击断口的SEM形貌可以看出,TWIP钢的断口中出现比较小的韧窝,在韧窝的边缘出现类似等轴的小韧窝,如图6(b, e)所示。在冲击过程中,较大的应力使TWIP钢断裂时首先产生较大的韧窝,阻碍其断裂,然后在大韧窝的边缘产生的一些小韧窝同样起到阻碍其断裂的作用(如图6(c, f)所示)。但冲击断口的韧窝比拉伸断口的韧窝相对较浅,尺寸更小。表明动载荷条件下TWIP钢产生的形变量较小。
图7为低温终轧TWIP钢冲击断口韧窝底部的夹杂物形貌及EDS分析,可以确定为MnS和MnSe结合的夹杂物。硫化物和硒化物等大型夹杂物往往并不是单一存在的,而是混合存在的。由于塑性低,夹杂物很容易从基体中分离出来。在变形过程中产生大面积微孔隙,微孔隙演化为断裂源。夹杂物周围的韧窝又大又深,表明夹杂物周围的基体仍具有较高的塑性。

图7 低温终轧TWIP钢冲击断口韧窝底部的夹杂物形貌(a)及EDS分析(b)Fig.7 SEM image(a) and EDS analysis(b) of the inclusion at bottom of the dimples on the fracture of the TWIP steel with low finishing rolling temperature
3 结论
1) TWIP钢在热轧和拉伸变形后的组织均为单一的奥氏体,变形后没有产生其他相。
2) 终轧温度越高,TWIP钢的晶粒尺寸越大。低温终轧时具有更高的强度,高温终轧时具有更高的伸长率和强塑积,表现出更好的塑性和冲击性能。
3) TWIP钢在拉伸变形过程中出现动态应变时效现象。拉伸断口处有大量韧窝,高温终轧断口处的韧窝更大更深,表现出更好的塑性。
4) TWIP钢的冲击断口表现为韧性断裂,较大较深的韧窝底部存在MnS和MnSe结合的夹杂物,表现出较高的塑性和韧性。
