锻造钩舌制造工艺研究与应用
2022-07-26费强
费强
(辽宁铁道职业技术学院,辽宁 锦州 121000)
钩舌是货车钩缓装置中的重要零件,钩舌是两货车连挂的重要组成部分,在工作中连接车钩和车体中梁来传递牵引力和制动力,其设计及制造质量直接影响使用寿命及行车安全[1]。随着货车向高速化、牵引重载化发展,钩缓装置在列车运行过程中受到的载荷愈加复杂,车钩使用条件进一步恶化,钩舌疲劳断裂也日渐频繁,疲劳失效是导致货车分离事故发生的主要原因之一,直接关系到货车运行的安全性。
1 铸造钩舌现状
目前,中国铁路货车使用的车钩装用的钩舌均为铸造钩舌,铸造钩舌是结构复杂的整体铸造件,在铸造过程中难免会出现铸造缺陷,铸造钩舌在运用中的主要失效形式表现为断裂和磨耗超限。在使用过程中产生疲劳裂纹是铸造钩舌断裂的主要原因,而在使用过程中的摩擦和磨粒磨耗是钩舌磨损超限的主要原因。
2 锻造钩舌简介
为改善铸造钩舌的裂纹及磨耗超限等问题,提高钩舌的疲劳寿命、延长运用检修周期,中国先后完成了F 型、CQ 型、16D 型锻造钩舌的生产工作,如图1所示。锻造钩舌材质采用高强度优质碳素合金钢,锻造工艺形成的纤维组织的力学性能和抗疲劳性能明显优于铸造组织,强度储备高。锻造钩舌的使用寿命达6年,远高于铸造钩舌3 年的使用寿命。钩舌位置名称如图2 所示。

图1 锻造钩舌三维示意图
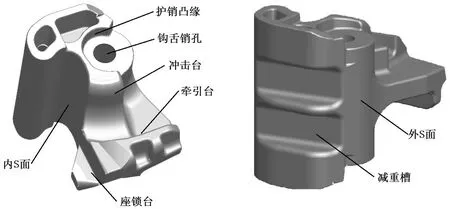
图2 钩舌位置名称图
3 锻造钩舌制造流程
根据锻造钩舌的结构和设计基准,可采用立锻和横锻2 种方式进行锻造,流程如下。
锻造钩舌(立锻)的制造流程:下料→加热→模锻→切边→修磨→加工(画线→镗孔→铣坐锁面→铣内S 面→铣外S 面→铣牵引台、冲击台→铣护销凸缘)→打磨→样板检测→热处理→抛丸→探伤→油漆。
锻造钩舌(横锻)的制造流程:下料→加热→模锻→切边→修磨→加工(画线→镗孔→铣坐锁面→铣内S 面→铣牵引台、冲击台→铣护销凸缘)→打磨→样板检测→热处理→抛丸→探伤→油漆。
4 锻造成型与加工流程对比分析
目前3 种锻造钩舌中,F 型和CQ 型钩舌采用立式锻造成型,16D 型锻造钩舌采用横锻成型,具体如图3所示。

图3 横锻与立锻示意图
采用立锻成型时,除钩舌销孔、标旗孔外,所有位置均留加工量。画线时,以牵引台、冲击台毛坯面为基准,同时参考内外S 面确定钩舌销孔,再以钩舌销孔为基准,完成坐锁面、内S 面、外S 面(F 型钩舌增加减重槽加工工序)、冲击和牵引台等加工工序。
采用横锻成型时,除钩舌销孔、标旗孔外,外S面无加工量,内S 面加工量1~2 mm,牵引台、坐锁面加工量较大。
画线时,以内外S 面为基准确定钩舌销孔,再以钩舌销孔为基准,完成座锁面、内S 面、冲击和牵引台等位置的加工工序。
通过对3 种锻造钩舌加工时间节拍现场写实,3种锻造钩舌总加工时间分别为25.9 h、26.8 h、25.5 h,各工序具体时间节拍如图4 所示。

图4 锻造钩舌加工工序时间对比图
通过图4 可以看出,横锻与立锻的锻造钩舌总加工时间差别不大,立锻钩舌各位置均需要加工完成,而横锻钩舌外S 面(含减重槽)锻造成型,不需要加工,但冲击台、牵引台、护销凸缘加工量较大。横锻与立锻钩舌制造流程优缺点如表1 所示。

表1 锻造成型与加工流程优缺点对比表
5 热处理与内控加工尺寸的调整
锻造钩舌加工后,经样板检测后均合格,但经热处理后,发现钩舌牵引台、冲击台尺寸变化较大。以F型锻造钩舌为例,牵引台、冲击台尺寸热处理前后变化具体如表2 所示。

表2 F 型锻造钩热处理前后尺寸变化表(单位:mm)
由表2 可以看出,F 型锻造钩舌热处理前后牵引台最大变形量为1.1 mm,冲击台热处理前后最大变形量为0.4 mm。经对F 型锻造钩舌结构及牵引台冲击台(R92.50-1)尺寸公差带分析,再结合钩舌热处理后变形量的变化,对F 型钩舌牵引台加工尺寸进行工艺内控,牵引台加工尺寸按R149-0.5-1进行内控,确保热处理后,牵引台热处理变形后尺寸在R149+1-0.6要求范围内。为了确保F 型锻造钩舌热处理后尺寸均符合图纸要求,增加锻造钩舌二次检测工序,保证送下工序的锻造钩舌尺寸均合格。经后期验证,F 型锻造钩舌牵引台内控后,F 型锻造钩舌牵引台尺寸符合样板检测间隙要求。
依据F 型锻造钩舌热处理前后变形量规律,在CQ型钩舌生产时,提前做好牵引台、冲击台的加工尺寸内控,确保热处理后牵引台、冲击台变形后尺寸在公差范围内变化,具体如表3 所示。

表3 CQ 型锻造钩热处理前后尺寸变化表(单位:mm)
由表3 可以看出,CQ 型锻造钩舌热处理前后牵引台最大变形量为0.6 mm,且热处理后牵引台、冲击台尺寸符合要求,没有尺寸超差。经对F 型和CQ 型锻造钩舌结构分析发现,这2 个锻造钩舌上下牵引台厚度不一样,具体如图5 所示。从图中可以看出,CQ 型锻造钩舌上下牵引台尺寸大于F 型锻造钩舌上下牵引台尺寸,由此可见,锻造钩舌牵引台热处理前后变形量的大小与钩舌结构有一定关系,锻造钩舌上下牵引台尺寸越大,变形量越小。
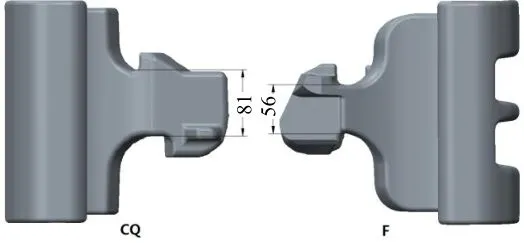
图5 F 型与CQ 型锻造钩舌对比图(单位:mm)
6 结束语
通过对横锻与立锻成形工艺的对比分析,发现不同型号锻造钩舌加工时间相差不大,横锻在锻造效率、能源消耗、画线基准、加工质量等方面更有优势;通过对锻造钩舌牵引台加工尺寸实施内控,可确保锻造钩舌热处理后,牵引台的变形尺寸在公差范围内,确保锻造钩舌成品的合格率。
目前,F 型和CQ 型锻造钩舌分别装用在出口的货车上,经运用考验,锻造钩舌在使用寿命上远大于铸造钩舌,得到了用户的高度认可。在此基础上,研发了适合中国的16D 型锻造钩舌,现正在运用考验中。
