基于西门子1500 与组态王的冲压自动线一键换模实现
2022-07-18佘志远马国嵩肖万彪王建鹏郭金山詹俊勇
佘志远,马国嵩,肖万彪,王建鹏,郭金山,詹俊勇
(扬力集团股份有限公司,江苏 扬州 225000)
0 引言
随着工业自动化进程的加快,冲压行业对于自动化换模的需求进一步提升,这就意味着需要更多的数据工具来支持对应生产需求。
对于多种产品需要生产的自动线而言,准确且省时的换模可以大大提高生产的效率,减少人工的参与,一方面节省了时间,另一方面则增加了准确率,实现生产中事半功倍的效果。
该案例主要是以西门子S7-1500、组态王7.5 以及数据库,来简单介绍如何通过三者结合,在Portal和组态王中将数据从数据库中调取,并自由组合来实现一键换模的功能。
1 通信设置
实现模具库的自由组合切换这一功能,需要三方进行通信配合,这其中用到的主要是主站PLC 与从站PLC 之间的PN 通信,以及主站PLC 与组态之间的TCP 通信。
PLC 之间的通信,只需要在进行硬件设备组态时,将压力机PLC 与主站PLC 之间通过图1 中GSD文件的形式设置对应的字节传输区域以及IP 网段后,进行PN 组态即可。

图1 主从站PLC 数据传输形式
PLC 与第三方上位软件(以组态王为例)进行通信,则需要借助TCP/IP 通信协议来实现数据的连接与传输。如图2 在组态王中设置主站PLC 对应IP 地址以及标志位,实现与主站CPU 的连接。

图2 组态王与主站CPU 的连接
2 程序规划与设计
2.1 PLC 程序变量规划
对于主站PLC 侧而言,主要需要实现将换模数据通过PN 通信的方式,从上位机获取数据,再下发到机床侧从站PLC 中即可。其中主要包括电机转速、模高、模具号等。如图3 所示。
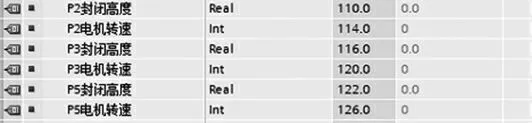
图3 主站PLC 从上位机获取的变量
2.2 上位组态王侧变量规划
对于组态王来说,本项目属于执行单元,主要负责数据的读取与写入,在配合Access 数据库的情况下,将数据从上位机写入主站PLC,实现数据自由组合进而实现自由组合换模。
其中需要包含的变量包括组态王本身转换用到的内存变量、传输给PLC 的I/O 型变量(电机转速、模高、模具号),如图4 所示。

图4 上位机软件中的变量
2.3 数据库Access 结构变量设计
数据库主要用来对不同模具号对应的模具参数进行存储,供上位机调用来实现自由组合,其设计结构与主站PLC 变量为一一对应关系,如图5 所示。
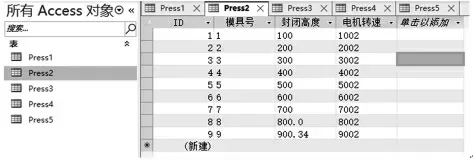
图5 数据库变量
3 程序功能实现
3.1 上位机读取数据
通过在上位机输入框内输入不同模具号,来查询数据库内模具具体参数,然后保存在上位机内部数据缓存区内。如图6 所示。

图6 上位机读取数据库模具参数
3.2 上位机转存下发
通过上位机读取相应参数后,进行转存到主站PLC,主站PLC 根据对应地址做好数据下发准备。如图7 所示。

图7 主站PLC 下发数据
4 系统运行流程
自动换模系统主要依靠上位机中的数据库对数据进行存储,之后上位机通过不同型号的模具数据调取并下发给PLC,从而实现下位机器接收数据并实现目标换模动作的一套流程。如图8 所示。
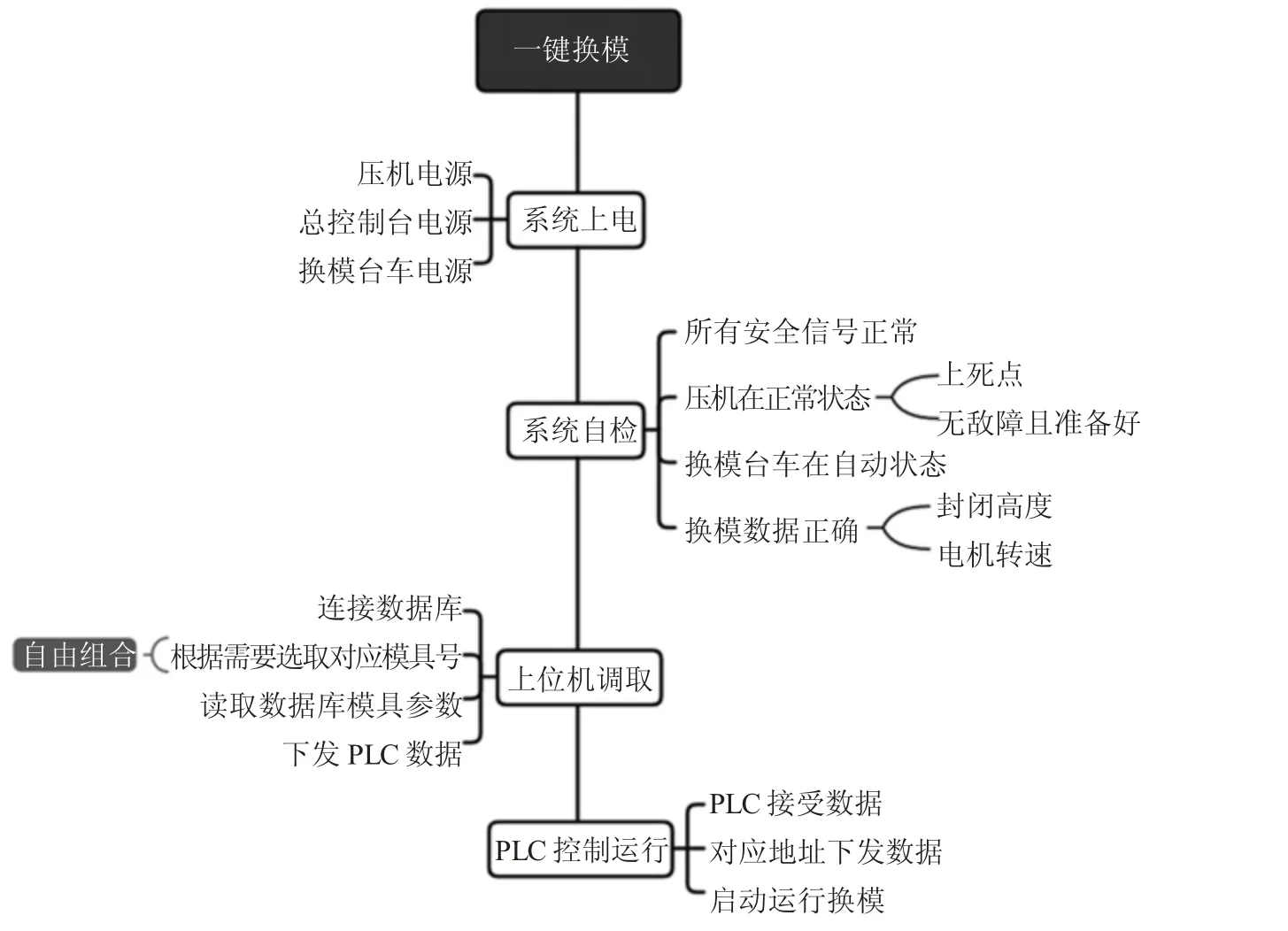
图8 系统运行流程图
5 总结
利用上位机进行数据存储操作来实现换模数据的读取下发等动作,在一定程度上可以避免换模数据的错发、漏发、误操作等,同时也大大提高了生产线效率,产线运行更加高效快捷。
