基于MCGS的塑料瓶收购分拣组态系统设计
2022-07-16李玉满
李玉满
(共青科技职业学院,江西 九江 332020)
1 系统设计需求
塑料瓶收购分拣机是一种能够根据塑料瓶色差进行自动抓取收购、识别分拣、落料入库的自动化生产一体设备,常用于物流分拣包装、垃圾分拣运输、塑料瓶企业生产制造等领域,具有一定的实用性。常规控制模式下,系统设计完成后采用硬件启停控制方式,容易造成设备开关等硬件元件损耗,且启动后系统运行状态无法实现自动化、图形化、实时化监控,影响了设备功能化控制体验和自动监控水平的提升。基于组态控制思路,将塑料瓶收购分拣机的硬件模块、逻辑功能、通信方式进行集成,设计一款基于MCGS组态软件的监控系统,能够实现对设备自动运行的远程监控、软启停控制等功能,对提升系统的自动化、图形化、实时化控制水平具有积极的作用。
2 系统硬件组成及组态功能
2.1 硬件模块组成
根据塑料瓶收购分拣自动控制的要求,本系统硬件模块包括核心处理器、收购送瓶模块、识别分拣模块、传感器模块、报警指示模块。其中,核心处理器选用西门子公司研发的S7-200型PLC;收购送瓶模块由机械手、气泵、气管、电磁阀构成;识别分拣模块由气管、推料杆、落瓶区、西门子MM420变频器、传送带构成;传感器模块由欧姆龙CX-441型落料检测光电传感器、JG-3D-30NK光电传感器、光纤传感器、接近开关等构成;报警指示模块由喇叭、指示灯构成。此外,还包括常规的启动、停止轻触开关等元件。实现的功能为抓取收购塑料瓶,能够精准识别塑料瓶的颜色差异,并按照色差进行分拣,若系统工作中出现过压、过载、过热、掉瓶等故障,能够自动停止作业,并发出声光报警提示。
2.2 组态界面及功能
图1为应用MCSG软件设计的塑料瓶收购分拣组态系统,对组态功能进行阐述:①收购送瓶机构组态。对机械手抓取收购和一级传送塑料瓶的作业过程进行监控,具体包括塑料瓶抓取收购是否完成监控、塑料瓶在送料盘中运行状态监控、塑料瓶一级传送到限位监控。②识别分拣机构组态。对不同颜色塑料瓶的识别和分拣作业过程进行监控,具体包括塑料瓶落料到限位监控、塑料瓶颜色识别状态监控、塑料瓶二级传送状态监控、塑料瓶是否进入落瓶区状态监控。③运行指示组态。对系统运行或报警状态进行监控,具体包括塑料瓶抓取收购状态监控、系统正常及故障工作状态监控。④操作控制组态。通过MCGS构建的组态系统,操作人员可在昆仑通态触摸屏上对系统的启动、停止、复位进行操作,无需通过硬件开关启停系统,以实现降低系统启停部件损耗率的设计目标。
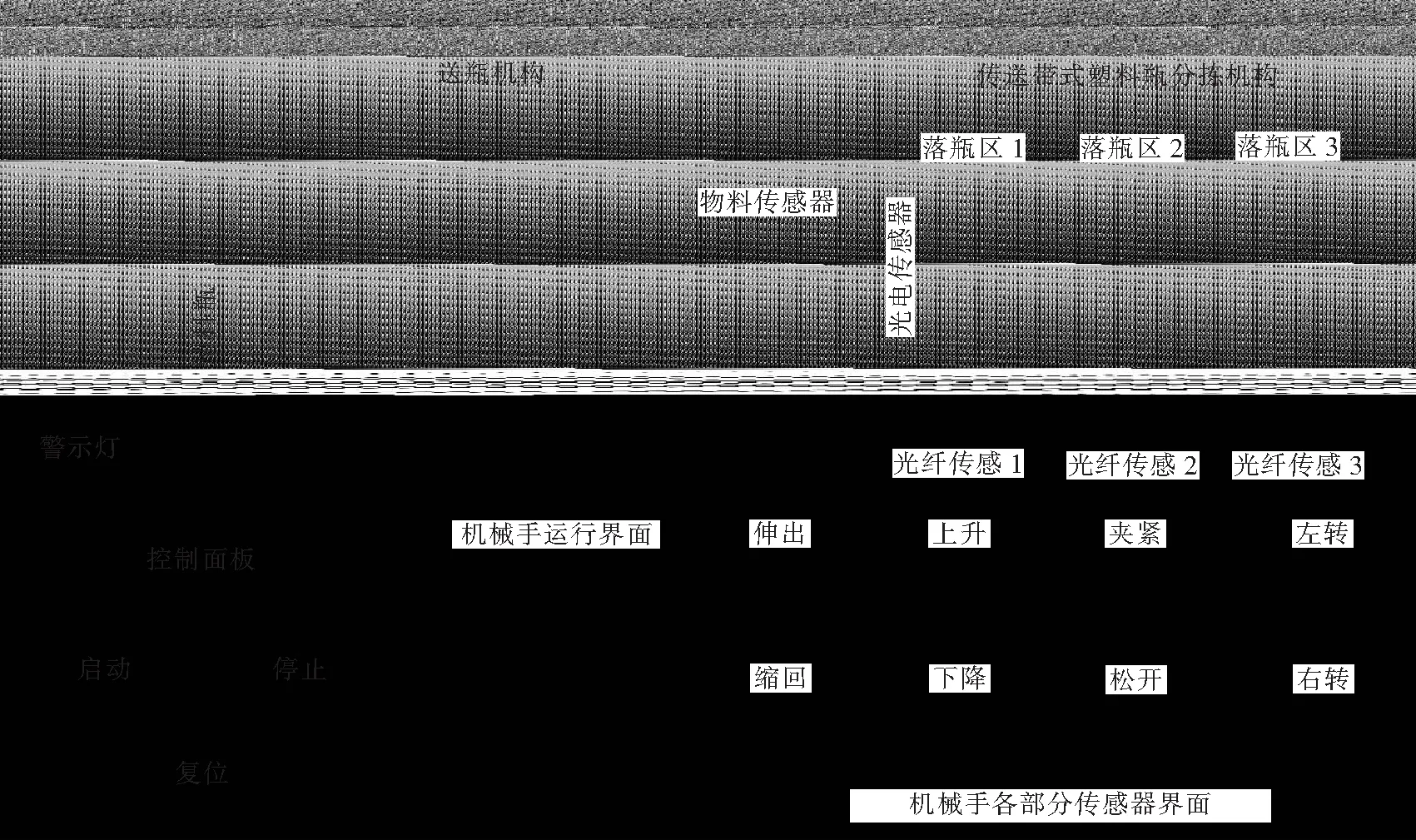
图1 系统组态界面
3 系统模块设计
3.1 收购送瓶机构组态
收购送瓶机构组态由指示标签、收购送瓶装置、光电传感器、塑料瓶模型等组成,各部件的设计方法为:①指示标签。包含送瓶机构、塑料瓶、物料传感器3个指示标签,均应用MCGS中的“标签”控件设计。以送瓶机构标签为例,选择并点击1个标签控件,在扩展属性中输入送瓶机构,并在属性设置中的填充颜色中选择灰色即可。②收购送瓶装置。该组态由圆形控件、弧线控件组合而成,将2个控件按照图1所示结构进行组合,在填充颜色中选择灰色,并与PLC的I0.2端子建立起通信关联。③光电传感器。点击工具箱—插入元件—传感器34,拖到送瓶机构输出口位置,并与PLC的I0.3端子建立起通信关联。④塑料瓶模型。选择“椭圆”控件,分别在送瓶机构的入口和出口处各放置1个,代表进入和送出机构的塑料瓶模型,其中,出口处的塑料瓶模型与光电传感器端子I0.3关联。系统运行时,当光电传感器检测到出口塑料瓶时,I0.3置1,出口处塑料瓶模型变成灰色进行指示。
3.2 识别分拣机构组态
识别分拣机构组态由指示标签、光电传感器、流动块、矩形控件、光纤传感器等组成,各部件的设计方法为:①指示标签。包含传送带式塑料瓶分拣机构、光电传感器两个指示标签,均应用MCGS中的“标签”控件设计。②光电传感器。点击工具箱—插入元件—传感器33,拖到识别分拣机构的输入口位置,并与PLC的I0.4端子建立起通信关联。③矩形控件。用于代表落瓶区1、落瓶区2、落瓶区3,点击工具箱—矩形,拖拽到相应位置即可。④光纤传感器。点击工具箱—插入元件—传感器36,拖到识别分拣机构的输入口位置,并与PLC的I0.5、I0.6和I0.7三个端子建立起通信关联。⑤流动块。用于代表三相异步电动机,需要编写组态程序呈现电机运转送瓶的流动效果,点击工具箱—流动块,拖拽到相应位置即可。系统进行塑料瓶传送识别分拣过程中,流动块组态程序如下:
if 正转=1 then 距离1=距离1+5
if 距离1>=110 and 正转=1
then 距离1=0
3.3 运行指示组态
运行指示组态由报警指示和机械手各部分传感器指示两部分构成。①报警指示组态。该组态由标签、矩形构件、圆形构件等组成,在工具箱中选择标签、矩形、圆形,按照警示组态的外形结构搭建即可,其中,2个圆形构件关联I1.0端口和I1.1端口,分别指示系统正常运行状态和报警状态。②机械手各部分传感器指示组态。该组态由标签和指示灯组成,可指示机械手伸出—下降—夹紧塑料瓶—上升—缩回—左转—松开放置塑料瓶—右转”动作状态,点击工具箱—指示灯—指示灯3,放置8个指示灯控件,并分别与PLC的I2.0-I2.7端子建立通信关联,组态界面上设计机械手运行界面静态画面,用于静态展示机械手抓取收购传送塑料瓶的过程。此外,报警指示组态灯和机械手各部分传感器指示灯按照分段显示的思路设计,例如机械手执行右转动作时,I2.0置1,右转指示灯亮,没有执行右转动作时,I2.0清0,右转指示灯灰色,表示熄灭。此外,在各种传感器指示灯组态参数设置上,双击指示灯进入“动画组态属性设置”界面(见图2),选择分段。对应颜色为灰色,分段1对应颜色为深灰色。
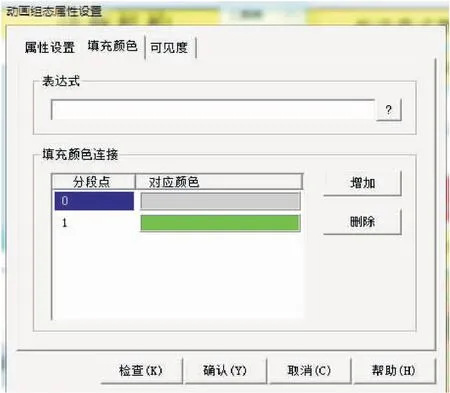
图2 机械手传感器指示灯组态参数
3.4 操作控制组态
操作控制组态由按钮控件、标签控件组成,用于在触摸屏上控制系统的启动、停止和服务操作。①启动按钮。点击工具箱—按钮,拖动按钮控件到控制面板界面左上端,双击按钮控件,在基本属性—文本中输入启动;在操作属性—按下功能中勾选数据对象值操作选项框,下拉菜单选择“置1”,对象选择“设备0_读写Q000_0”,表明按下启动按钮后,系统启动驱动线圈Q0.0置1,整个系统启动。②停止按钮。点击工具箱—按钮,拖动按钮控件到控制面板界面右上端,双击按钮控件,在基本属性—文本中输入停止;在操作属性—按下功能中,勾选数据对象值操作选项框,下拉菜单选择“清0”,对象选择“设备0_读写Q000_0”,表明按下停止按钮后,系统启动驱动线圈Q0.0被清0,整个系统停止运行。③复位按钮。点击工具箱—按钮,拖动按钮控件到控制面板界面下方,双击按钮控件,在基本属性—文本中输入复位;在操作属性—按下功能中,勾选数据对象值操作选项框,下拉菜单选择“置1”,对象选择“设备0_读写Q000_1”,表明按下启动按钮后,系统复位驱动线圈Q0.1置1,整个系统被复位。以复位按钮为例,组态参数设置如图3所示。
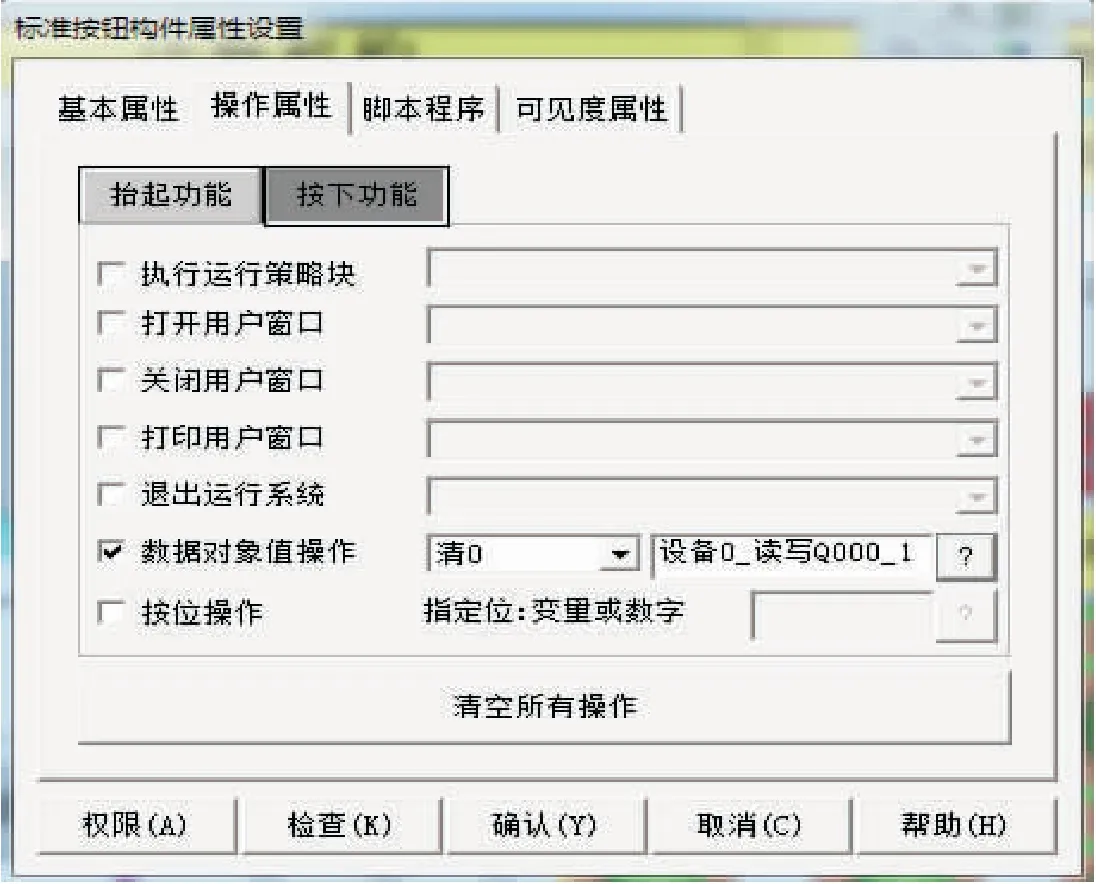
图3 复位按钮组态参数
4 系统运行程序编译思路
本系统采用基本的组态语言编写监控程序,且主要是通信关联参数程序。此外,采用梯形图语言编写塑料瓶收购分拣自动化控制程序,下载到S7-200PLC中进行控制操作。对系统梯形图运行程序编译思路做简要阐述如下:①启停程序。按下启动按钮,系统整体启动运行;按下停止按钮,系统停止运行。②机械手抓取运送塑料瓶程序。启动按钮按下后,机械手执行“伸出—下降—抓取塑料瓶—上升—缩回—左转—伸出—下降—松开塑料瓶—上升—缩回—右转”循环动作,实现抓取运送塑料瓶作业。具体的程序应采用置位、复位交替设计思路完成,或考虑引入M寄存器,避免出现双线圈问题。③识别分拣程序。当塑料瓶掉落在入瓶口后,三相异步电动机自动运行送瓶操作,之后根据塑料瓶色彩进行分拣作业。④报警程序。运行中如出现过压、过载、过热或掉瓶故障,系统自动断电停止,并启动声光报警。
5 结语
基于MCGS软件设计塑料瓶收购分拣组态系统并用于生产实践,很好地解决了系统启停硬件反复使用出现的损耗问题,也为实时监控系统智能化生产奠定了基础。在后期的系统完善中,可进一步从触屏体验控制、功能多样化控制等方面入手,对系统进行优化,不断提升系统的应用价值。
