高速铁路道岔大机打磨廓形设计及质量控制研究
2022-07-16刘永刚
刘永刚





摘要:高铁道岔作为高速铁路的薄弱设备,轨件的平顺状态直接影响高速列车的过岔速度。钢轨打磨作为高速铁路钢轨修理的一种主要方法,是提高岔区线路平顺性,预防和治理道岔区钢轨病害的有效手段,能消除和延缓钢轨接触疲劳伤损,降低钢轨折断风险,延长轨道设备使用寿命。本论述以现场存在的具体病害整治实例为研究对象,通过对打磨廓形的优化设计和现场实践,充分反映打磨质量卡控的关键所在。
关键词:高速铁路;道岔;打磨;廓形
中图分类号:U216.425文献标志码:A
1 运营高铁道岔钢轨状态
通过对兰新客专民乐站道岔调查发现,民乐站岔区内铺设60 kg/m 标准轨廓形的轨件,钢轨廓形与区间线路设计廓形偏差较大。左右股廓形不对称,岔区光带较宽,宽窄光带交替出现,存在双光带,岔区内轨面普遍存在较为严重的麻点病害。
以民乐站1 号道岔为例,通过道岔区钢轨廓形测量数据分析,实测廓形与设计廓形偏差较大,左右股廓形对称性较差。1号道岔38位枕处实测钢轨廓形左股内侧低,右股内侧高,在20~ 30 mm 的范围内左股法向偏差低于偏差下限(-0.2 mm)、右股法向偏差高于偏差上限(+0.2 mm),如图1 所示。
2 打磨廓形设计
通过对兰新客专所运行的CRH5G 型动车组车轮踏面廓形进行采集,并结合现场实测钢轨廓形,根据實际线路条件建立车辆-轨道耦合动力学模型,通过分析轮轨静态和动态接触,计算轮轨几何接触关系、接触应力和轮轨蠕滑等关键参数,设计得到目标打磨廓形,如图2 所示。
根据调查情况及设计目标打磨廓形,为尽可能减小廓形差异,提高廓形对称性及一致性,在保证钢轨廓形的修复及病害处理的前提下,以打磨量及打磨遍数最小为原则,针对岔区不同的廓形状态,给定不同的打磨模式,岔前打磨遍数为10遍,岔区最大打磨遍数为8 遍,平均打磨遍数也为8 遍。民乐站1 号道岔打磨方案及其打磨明细见表1、表2 所列。
3 打磨效果分析
根据设计目标廓形,于2020年 6月中旬采用大机打磨车对民乐站道岔及岔区钢轨实施个性化廓形打磨,对道岔尖轨、可动心轨打磨受限区域进行人工打磨。
3.1 打磨质量指标分析
打磨后钢轨廓形采用 GQI 指标验收评价。GQI 代表测量廓形与设计廓形的贴合度,贴合度越高则 GQI 越高。以打磨前调查点位置为验收点,对每组道岔的各测点进行定点廓形测量验收,通过测量数据分析评价可知,各验收点 GQI 指标均大于85,达到优良等级。
1号道岔各验收点的 GQI 均值提高22.5%,指标显著提高,如图3 所示。
3.2 定期跟踪观测分析
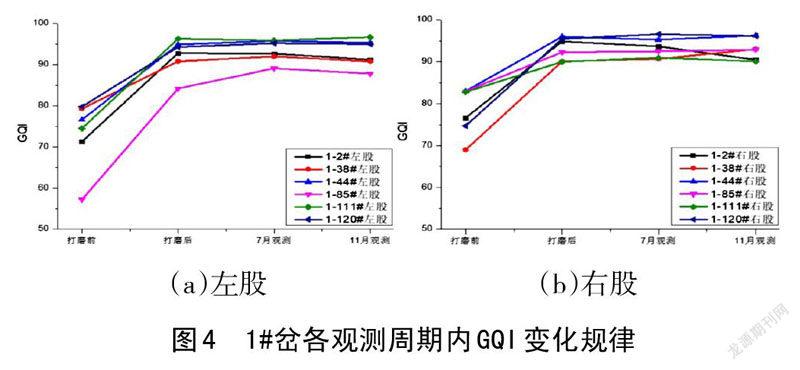
兰新客专民乐站道岔打磨施工结束后,分别在2020年7月和11月进行了定期、定点观测,以分析轮轨接触光带,轨面病害及廓形情况。以1号道岔测量数据为例。打磨后1 个月和4.5个月后钢轨表面轮轨接触光带基本保持在20~ 25 mm 之间,满足光带宽度要求,光带位置居中,光带与非光带边界清晰,轨面未产生双光带麻点等病害。打磨后,各测点 GQI 指标相较于打磨前有显著提高,且各道岔 GQI 指标均值在两次观测中基本保持稳定,如图4 所示。
统计民乐站东岔区上行线4~12月车载仪偏差个数的变化情况如图5 所示,在6 月中旬实施廓形打磨后,横向 II 级偏差均消除,横向 I 级偏差个数显著减小,并一直保持在较低水平,每月平均偏差个数由打磨前的 18次下降为5 次,下降率为72%,偏差下降率显著,可有效改善车辆运行品质。
4 结论及建议
4.1 结论
通过对兰新客专民乐站道岔及岔区钢轨廓形进行差异化打磨,最大程度地消除钢轨廓形差异,岔区钢轨廓形一致性和对称性得到显著提高。通过打磨后期定期跟踪观测,打磨后钢轨表面轮轨接触光带基本保持在 20~ 25 mm 之间,光带位置居中,光带与非光带边界清晰,轨面未产生双光带麻点等病害;打磨后岔区车载仪偏差个数明显降低,轨道的平顺性得到明显改善,廓形打磨效果良好。且道岔按设计廓形打磨方案后,平均打磨遍数为8 遍,相较于日常通打14~ 16遍的打磨遍数,打磨遍数减少6 ~8 遍,作业效率提升42.9% ~50%,有效节约维修成本。
4.2 相关建议
(1) 推行道岔廓形打磨,道岔廓形打磨是根据列车车轮踏面廓形状态及线路状态建立轮轨耦合动力学模型而设计得到的目标廓形,该目标廓形可使轮轨关系处于最佳状态,有效改善车辆运行品质,延长钢轨使用寿命。由于道岔由短轨、尖基轨及心轨等部件焊接组成,同组道岔不同部件之间的廓形存在差异,同一岔区不同道岔廓形差异性更大,故在对道岔实施廓形打磨前,需要对岔区不同组件的廓形采集及轨面状态标记,以目标廓形为标尺,根据不同的实测廓形与目标廓形的差异设计个性化打磨方案,根据道岔直尖轨及心尖轨不同断面的组合设计廓形,设计各关键断面的打磨方案,不同断面之间做好过渡;以最大程度提高廓形一致性及对称性。
(2) 采用大小机结合的打磨方式,针对大机打磨受限区域,可以采用小机进行补充打磨,利用小机打磨也可对大机打磨的落刀或者收刀处的接茬进行处理,以提高轨面平顺度。
(3)加强技术人员理论知识和操作实践方面的培训工作,改变对于廓形打磨理念的认知,加深对廓形打磨理念的认知,明确验收标准,协力提高打磨质量。
参考文献:
[1]中国国家铁路集团有限公司工电部. 钢轨打磨手册[M]. 北京:中国铁道出版社,2020.
[2]谷永磊. 高速铁路无砟轨道钢轨波浪形磨损机理研究[D].北京:北京交通大学,2017.
[3]许孝堂. 钢轨高速打磨机理研究[D]. 成都:西南交通大学,2016.
[4]王文健,陈明韬,郭俊,等. 高速铁路钢轨打磨技术及其应用[J]. 西安交通大学学报,2007(5):574-577.
