自动检测技术应用于车轮数控加工
2022-07-14都江炜矫尊田管益辉刘永杰邱浩洋
都江炜,矫尊田,管益辉,刘永杰,邱浩洋
中车青岛四方机车车辆股份有限公司 山东青岛 266000
1 序言
车轮数控加工中的工件装夹定位精度、尺寸测量精度和切削加工精度是保证产品质量的关键,在加工过程中如何保证这些重要精度,检测技术是关键。目前,数控加工正朝着无人化、自动化方向发展,这就要求数控设备具有较高的加工精度。常用的车轮检测技术是将加工完成的车轮在三坐标测量机上进行检测,既耗费时间,又增加了生产成本。而采用自动检测技术,不仅能够节约成本,还能有效地提高生产效率。在我国高速动车组和城市轨道交通车辆车轮数控加工正在向自动化迈进中,自动检测技术的应用起到了关键促进作用。
2 自动检测系统的构成及工作原理
自动检测也称为在线检测,是在数控加工过程中实时对工件进行检测,并依据检测结果做出相对应的处理的一种检测方式[1]。自动检测是一种基于数控系统自动控制的检测技术,其检测路径由数控程序来控制。自动检测的主要组成部件是工件测头,当需要检测时,数控系统就会从刀库里调出测头装入主轴按测量循环路径进行检测,根据检测结果,进一步完成对工件的切削。数控加工自动检测在加工具有复杂空间曲面的产品方面有着明显优势。数控机床自动检测技术,实现了自动检测和加工两个过程的紧密结合,是最为理想的检测技术应用之一;同时,该项检测技术对零部件进行了高精度、高效率的加工。在对更为复杂的零部件的检测工作中,自动检测技术同样有出色表现,其能够有效减少零部件的装夹次数,减少零部件生产工艺强度,缩短制作周期,使零部件生产制造成本大大降低。
数控加工自动检测系统一般由数控机床、PC机和测头三大部分组成。数控机床完成加工和检测的集成,即把测头和刀具同时安装在刀库中,统一编号,通过程序随时进行自动测量,使数控机床既是加工设备,又兼备测量机的某些功能。实现数控机床的自动检测时,利用数控系统标准的测量循环指令,编辑测量路径和标准,使测头按程序规定路径运动,当测球接触工件时发出触发信号,通过测头与数控系统的专用接口将触发信号传到转换器,并将触发信号转换后传给机床的控制系统,该点的坐标被记录下来[2]。信号被接收后,机床停止运动,测量点的坐标通过通信接口传回计算机,然后进行下一个测量动作,进而实现对加工工件的完整测量。
3 车轮加工装夹定位精度检测
装夹定位精度是保证车轮加工质量的前提。在车轮采用自定心卡盘装夹后,确定其装夹定位精度是否合格,通常采用的是磁力百分表检测。这种检测方式往往会造成加工中断,制约加工效率的提升,而在采用自动检测技术后,装夹精度检测如图1所示。检测时只需使用圆周检测工件测头对车轮外圆每120°取一个点,对圆周方向均匀分布的3个点进行测量,同时对测量数据进行偏差对比,如超过设定尺寸,测量程序会自动补偿偏差到设备工作台数据补偿中,对工作台偏差进行补偿,从而实现车轮定位装夹的自动检测及补偿。同时,车轮高度方向的定位精度可采用高度测头对其进行检测,检测方式和外圆检测方式一致,只是采用了不同的测量循环程序。此测量过程还可实现对车轮加工后踏面尺寸的测量,测量结果都会在数控系统参数列表中体现。

图1 装夹精度检测
4 刀具尺寸的自动检测
刀具尺寸的自动检测其实就是对刀。数控加工采用的对刀方式一般为3种:试切对刀法、光学检测对刀仪对刀法和机械检测对刀仪对刀法。这3种对刀方法的对刀效率相对比较低,都需要人工操作来完成对刀。而自动对刀法则是为车轮加工设备安装了对刀测头,编辑对刀程序,对刀前只需一把基准刀来校准对刀测头,其他刀具触碰校准好的测头来完成对刀。自动对刀法的优点是准确度高,每把刀的基准相同,误差低,甚至可以实现零误差。在车轮加工过程中,如需两把或两把以上刀具接刀完成的工序,可有效避免接刀痕的产生。对刀效率高,每把刀具的对刀时间可缩短80%左右,实现了车轮加工整体效率的提升。
5 车轮加工工件坐标系的自动建立
建立工件坐标系的过程其实也是确定工件加工零点的过程,利用自动测量系统也可以建立车轮加工的工件坐标系。在车轮加工中,通常会把车轮的轮辋面确定为工件Z方向的零点,而车轮X方向的零点已经在检测外圆时确定,即车轮外圆的圆心。在采用自动测量系统之前,需要每把刀具对轮辋进行试切才能确定工件零点,由于车轮加工刀具众多,使得建立坐标系成了一个漫长的过程。采用自动测量系统很好地解决了这个问题,建立工件坐标系(见图2),只需用工件测头测出轮辋高度尺寸,再利用加工程序调用测头所测得的尺寸赋值的参数,补偿到G54坐标系中,就可以快速自动建立车轮加工的工件坐标系。
6 车轮加工过程中关键尺寸的测量补偿
利用自动测量系统还可以实现车轮关键尺寸的测量和补偿。自动测量循环自带编程理论数值和测头实测数值偏差比较及补偿功能,如加工轮毂孔时,在采用自动检测方案之前,通常采用试切法人工测量,最后把测得的偏差人工输入补偿到刀补中。因内径千分尺自定心较差以及不能保持恒定的测量力,所以往往会造成测量尺寸与实际尺寸有较大的偏差,而且人工输入刀补有输错的风险,容易出现质量问题。自动测量系统可以很好地解决上述问题。车轮内孔检测如图3所示,采用试切法测头测量,保证测量精度在0.002mm之内,偏差会自动输入刀补,完全杜绝了人工输入输错数值的风险;同时,采用自动测量可以有效提高测量效率,进而提高整体加工效率,保证加工过程的连贯性,实现真正意义上的车轮自动化加工。

图2 建立工件坐标系
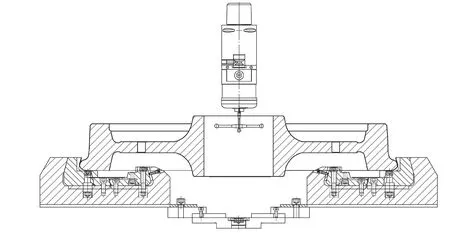
图3 车轮内孔检测
7 人工难以测量和定位的工序加工
车轮辐板孔、轮毂孔都有反向倒角,其加工位置位于装夹面和车轮加工面的下方,操作人员正常是看不到的,同时也难以测量。因为每个车轮在加工过程中尺寸都是有差异的,反向倒角加工位置不是一个基准位置,所以加工有难度,即使加工完成也无法观察到倒角的加工情况,只能在整体加工完成后拆卸观察。如果倒角加工出现质量问题,需二次加工,二次装夹很难找正辐板孔的位置,该问题一直是车轮加工的一个难点。如果对每个车轮的反向倒角位置尺寸进行人工测量,加工效率会很低,加工质量也得不到保障。而采用自动检测技术,车轮底部尺寸检测如图4所示,利用十字测头进入孔内,深入辐板孔或轮毂孔的底部进行自动测量,可以精准地测得反向倒角加工位置起始尺寸,利用加工程序,加工时调用变量赋值的尺寸参数,即可精确地对反向倒角进行切削。

图4 车轮底部尺寸检测
8 二次装夹辐板孔角度及位置正确定位
车轮在加工完成后可能存在缺陷,这时需要把车轮重新装夹到机床上进行二次加工。如果车轮辐板孔存在缺陷,需二次加工,进行二次装夹时,人工操作是无法在机床上找到辐板孔初始加工位置的。因车轮拆卸后,辐板孔在机床上不仅相对位置发生了变化,而且不在机床的旋转中心上,无法打表找正,所以无法对辐板孔进行二次加工。针对这一问题,自动检测技术可提供很好的解决方案。定位销孔位置找正如图5所示,将探头深入辐板孔中心,正方向移动机床C轴,使测头触碰到辐板孔壁触发信号,然后反方向做同样的动作,测得两个角度尺寸,加工程序计算出两个点的中心,即为此辐板孔的圆心。把该点设为辐板孔加工的起始点,即为C轴加工辐板孔时的零度位置,以此解决了车轮加工时辐板孔二次装夹定位找正的问题。

图5 定位销孔位置找正
9 结束语
自动检测技术的应用,拓展了车轮加工的工艺范围,自动检测技术可以高效地完成人工不能检测的几何数据的检测,提高了车轮加工精度、加工的连续性及精确性。自动检测技术应用于车轮加工,是车轮加工实现自动化和无人化的重要组成部分,具有很高的可推广性。现阶段,大部分数控机床没有开发出自动检测的全部功能,只是用于简单的尺寸检测。后续自动检测技术应广泛应用于工件的定位装夹、刀具的自动测量及难以测量和定位工序的加工,朝着提高生产效率和加工质量的方向发展。
