选煤厂浮选系统自动化控制研究
2022-07-14徐泽炜
徐泽炜
(汾西矿业南关煤业, 山西 灵石 031300)
引言
煤炭中含有硫分、灰分等物质,若直接利用会污染环境,煤炭洗选是降低煤炭利用过程中污染物产生的主要途径[1-3]。选煤厂在生产过程中,特别是在浮选阶段难以有效控制浮选指标、加药量等,从而导致浮选产品品质难以有效保障[4-5]。因此,如何有效提升浮选工艺产品质量是选煤厂煤炭洗选过程中需要重点解决的问题[6-8]。文中就以山西某选煤厂为工程背景,对选煤厂采用的浮选工艺分析基础上,设计浮选控制系统,以便为后续选煤厂浮选系统改进优化提供经验参考。
1 山西某选煤厂浮选系统结构
山西某选煤厂设计洗选能力400 万t/年,洗选设备保留有重介旋流器、TBS 分选机等。浮选物料主要为脱泥筛筛下物,经由底流泵将筛下物运输至旋流器;溢流则先进入缓存仓,并通过泵打至旋流器,后溢流进入到精煤筒,后由给料泵泵送至浮选矿浆准备器,分选完成后进入浮选机浮选。浮选物料来源包括有:分级旋流器溢流(煤泥水)、精煤高频筛过滤煤泥水、末精煤泥筛过滤煤泥水。
选煤厂浮选工艺为:浮选物料首先在缓冲池内积聚,后采用矿浆预处理器(带雾化盘)分选,后通过浮选机分选,最后分选得到尾矿、精煤,精煤则进入精煤池,尾矿通过浓缩机、脱水设备浓缩、脱水。合理地选择浮选工艺可减少浮选环节,降低浮选过程中设备故障发生概率并实现浮选设备自动化控制;同时浮选入料经泵送至缓冲槽,后经矿浆准备器(带雾化盘)处理,使得矿浆可充分融合;浮选机形成的一层泡沫层有助于浮选机分选;在浮选过程中可采用起泡剂、捕获剂等提升浮选效果。
2 浮选自动化控制系统设计
浮选环节各系统相互独立且分散,从而导致整个浮选工艺过于复杂浮选过程中各个指标控制、各项工作操作过分依赖人工操作,从而引起浮选精度偏低。为此,文中提出一种浮选自动化控制系统,具体结构组成如图1 所示。

图1 浮选自动化控制系统结构示意图
浮选自动化控制系统主要控制流程为:采用各类型传感器实现浮选入料量、入料浓度等参数监测,并将监测结果实时传输给PLC、上位机,上位机通过内置程序分析浮选精煤、灰分等参数,初步确定浮选加药量;上位机对采集到的各类参数进行汇总,并对各类参数进行分析,以曲线形式表现各参数变化,得到浮选尾矿灰分变化曲线;采用内置的Matlab 软件依据灰分变化曲线对浮选加药量参数进行校正,最终得到较为精准的加药量,并通过PLC 对加药量进行精准控制。
浮选过程中入料灰分、浓度以及入料量等均会影响浮选效果,浮选自动化控制系统控制策略是监测-反馈- 修整机制。将浮选入料矿将为控制目标,以起泡剂、捕获剂量为给定量,以浮选精煤灰分、入料矿浆流量等参数为变量,通过控制参数调整实现浮选自动、精准控制。
3 浮选自动化控制系统硬件及软件结构
3.1 硬件结构
为确保浮选自动化控制系统可靠运行,采用的硬件设备应具备较强的抗干扰能力以及复杂、恶劣工矿适应能力。具体浮选自动化控制系统主要硬件设备如图2 所示。
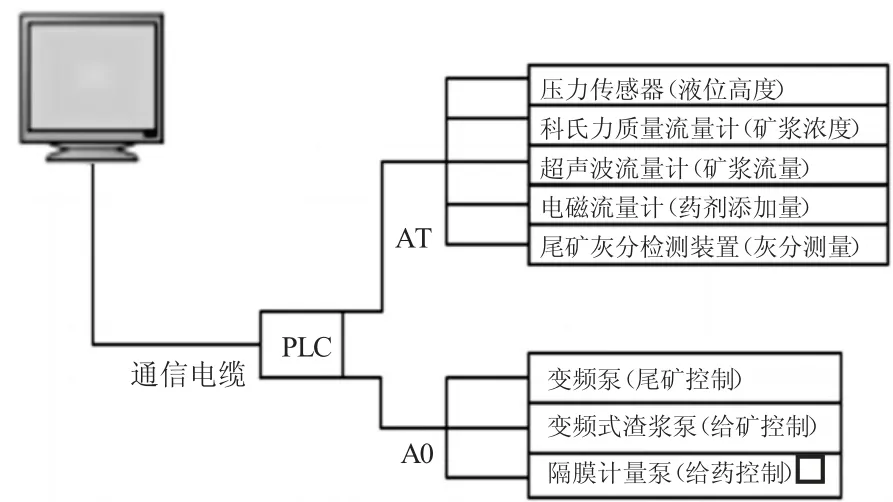
图2 浮选自动化控制系统主要硬件设备
采用MUM233 接触式传感器(量程0~300 g/L)对入料口粗煤泥浓度进行实时监测。采用S7-300PLC作为自动化控制系统下位机,该PLC 具备较强的抗干扰能力以及兼容性,可满足现场设备控制以及传感器监测参数分析等功能。PLC 结构包括有电源(PS307)、CPU(CPU314)、通信(CP343-1)、模拟量输入(SM331)及模拟量输出(SM322)等各种功能模块。
3.2 软件结构
浮选自动化控制系统软件按照下述流程设计:构建控制系统目录,并存储相关文件;将硬件设备以及控制变量因素添加到控制系统中,具体控制变量因素包括有内存变量、I/O 变量等;设计及绘制图像、监控画面,实现动态监控;实现上位机控制程序编制;对控制系统历史数据、报警数据以及用户等调试;对控制过程进行存储并进行运行检查。
浮选自动化控制系统上位机为工控机,该工控机与内置的组态软件相配合,实现自动化控制系统运行控制。上位机依据传感器监测结果对模拟量参数进行分析,并给出监测参数变化趋势曲线;上位机选定后用STEP7 进行编程,并对控制系统变量转换、动态设备控制、传感器数据采集、电机信号采集等过程进行编程控制,同时PLC 运行参数进行设置。
4 现场应用效果
对选煤厂浮选系统进行自动化控制改造后,选煤厂浮选环节工作人员数量、劳动强度等均明显降低,消除了浮选潜在的安全风险。自动化控制系统操作便捷,可实现浮选连续生产并保证浮选产品质量。选煤厂原浮选系统药剂消耗量为1.0 kg/t,采用自动化控制系统后药剂消耗量降低至0.56 kg/t,选煤厂按照5 万t/月计算,则药剂消耗量每月可节省17.6 万元,年可减少药剂使用成本达到211 万元。浮选自动化控制系统可在一定程度上提升浮选效率。
5 结语
1)文中对选煤厂浮选控制系统展开研究,并提出一种浮选自动化控制系统,该系统通过采用采用传感器对液位高度、矿浆浓度、矿浆流量、尾矿灰分等参数进行实时监测,通过内置程序合理确定药剂添加量,并通过PLC 实现药剂添加量精准控制。
2)对选煤厂浮选自动化控制系统结构、硬件以及软件组成等进行设计,并进行现场应用。结果表明,选煤厂采用自动化控制系统后,生产效率得以提升,作业人员劳动强度有所降低,同时可减少浮选环节药剂使用量,现场应用表现出显著优势。
